Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Технологическая схема производства сортового проката
|
|
Современные участки для массового производства мелкосортной стали — круглой и арматурной диаметром 10—40 мм, угловой и швеллеров размером 20-65 мм, полосовой шириной 12—70 мм — оборудованы непрерывными мелкосортными станами, обеспечивающими прокатку заготовок сечением от 80×80 до 130×130 мм с максимальной скоростью 20 м/с на холодильник при выпуске проката в прутках или на моталки при выпуске в бунтах. Наибольшее распространение получили двухниточные станы из 23 двухвалковых рабочих клетей, устанавливаемых в три или четыре группы — черновую, промежуточную (или без нее) и две чистовые. В черновой и промежуточной группах устанавливают семь и четыре соответственно клетей дуо с горизонтальными валками, в чистовых — по шесть или восемь чередующихся комбинированных (работающих с вертикальной или горизонтальной установкой валков) и горизонтальных клетей дуо.
Прокатка в черновой и промежуточной группах клетей ведется в две нитки, в чистовых группах — в одну. Комбинированные клети в чистовых группах работают в основном при вертикальной установке валков. Все клети чистовых групп можно менять местами и устанавливать любую последовательность вертикальных и горизонтальных клетей. Перевалка валков чистовых клетей производится сменными кассетами, черновых клетей - сменными клетями.
В связи с переходом метизной промышленности на производство крепежных изделий из калиброванной стали, смотанной в бунты вместо прутков (длиной до 12 м), в промышленно развитых странах устанавливаются специализированные мелкосортные станы для выпуска круглых профилей диаметром до 50 мм в бунтах массой до 2 т. В этот же период определилась тенденция к строительству однониточных непрерывных мелкосортных станов с чередующимися вертикальными и горизонтальными клетями, специализирующихся на производстве простых профилей из качественных сталей, без кантовки и скручивания раската между клетями, что позволяет получить прокат высокой точности и высокое качество поверхности металла.
Участки массового производства катанки диаметром от 5 до 13 мм для перетяжки на проволоку, а также для строительной арматуры, сварочных электродов, упаковки и проч. оборудованы непрерывными двух- четырехниточными проволочными станами, выпускающими катанку в бунтах массой до 2 т. Исходным металлом для современных проволочных станов является катаная или литая заготовка сечением от 100×100 до 130×130 мм и длиной 12—15 м. На станах устанавливаются двухвалковые горизонтальные и вертикальные клети в количестве, обеспечивающем 21—27 проходов на каждую нитку, объединенные в черновую и промежуточные многониточные непрерывные группы и однониточные чистовые восьми или десятиклетевые блоки. За каждым чистовым блоком устанавливается оборудование для двухстадийного водяного и воздушного регулируемого охлаждения катанки, оборудование для формирования, подпрессовки, обвязки, маркировки и уборки бунтов.
Черновые группы современных проволочных станов состоят из семи-девяти горизонтальных клетей с валками диаметром 500—450 мм, промежуточные — из четырех горизонтальных клетей с валками диаметром 400—300 мм. На некоторых станах перед чистовыми блоками устанавливаются предчистовые однониточные группы из двух-четырех клетей с чередующимися горизонтальными и вертикальными валками диаметром 320—240 мм. Чистовые блоки из двухвалковых клетей имеют диаметры валков (дисков) от 215 до 150 мм, чистовые блоки из трехвалковых клетей — 300—270 мм. Скорость выхода катанки из чистового проволочного блока на современных станах достигает 100 м/с. Чистовые блоки обеспечивают высокую точность сечения катанки — до ±0,1 мм, практически по всей длине раската (за исключением переднего и заднего концов длиной около 10 м).
Увеличение скорости прокатки и массы заготовок на проволочных станах с традиционными моталками для формирования бунтов сопровождалось ухудшением структуры металла, увеличением окалинообразования, обезуглероживания поверхности, разбросом механических свойств по длине из-за высокой температуры конца прокатки (до 1050 °С) и неравномерного охлаждения витков катанки по сечению бунта.
Для устранения указанных недостатков и повышения качества катанки в конце 60-х годов на вновь строящихся высокоскоростных проволочных станах за рубежом начали внедрять двухстадийное регулируемое охлаждение (Стелмор-процесс), технологическая схема которого предусматривает:
1. На первой стадии — водяное охлаждение катанки за последней чистовой клетью стана в проводковых трубах с температуры конца прокатки 1000-1050 °С до 650-800 °С. Температура охлаждения катанки регулируется количеством охлаждающей воды в проводках в зависимости от марки стали и требований к качеству структуры металла.
2. На второй стадии — укладку катанки с помощью ниткоукладчика (аналогичного укладчику витков проволочной моталки) на горизонтальном или наклонном движущемся транспортере в виде растянутых витков с шагом 30—60 мм. При движении витков на транспортере металл охлаждается либо ускоренно подаваемым под транспортер вентиляционными установками холодным воздухом, либо замедленно (легированные стали) - с укрытием транспортера теплоизоляционными щитами (муфелями). Температура металла после вторичного охлаждения 300—150 °С.
В конце транспортера устанавливается виткосборник — вертикальная шахта, в которой размещается коническая оправка на поворотном устройстве или на поддоне. После сбора всех витков одного раската оправка отводится из шахты (либо поворотом на 180°, либо транспортировкой поддона по рольгангу), и на ее место устанавливается вторая оправка для приема витков следующего раската. Собранный на оправке распушенный бунт осаживается (подпрессовывается) на специальном прессе, обвязывается с помощью вязальных машин, взвешивается, маркируется бирками и крюковым конвейером или роликовыми транспортерами выдается на склад готовой продукции. Оптимальные для транспортирования и дальнейшей обработки габариты бунтов катанки: внутренний диаметр 650 мм, наружный диаметр 1250 мм, высота 700-2500 мм.
Годовая производительность современного проволочного стана при прокатке углеродистой катанки диаметром 5,5 мм с расчетной скоростью 80 м/с составляет до 300 тыс. т на одну нитку стана.
Первый современный проволочный стан 150 (см. рисунок 6.1) с блочными чистовыми клетями и двухстадийным регулируемым охлаждением катанки введен в эксплуатацию на Белорецком металлургическом комбинате в 1980 г. Двухниточный стан предназначен для производства катанки диаметром 5—10 мм из конструкционных углеродистых и легированных, канатных, рессорно-пружинных, шарикоподшипниковых, инструментальных и других специальных сталей.
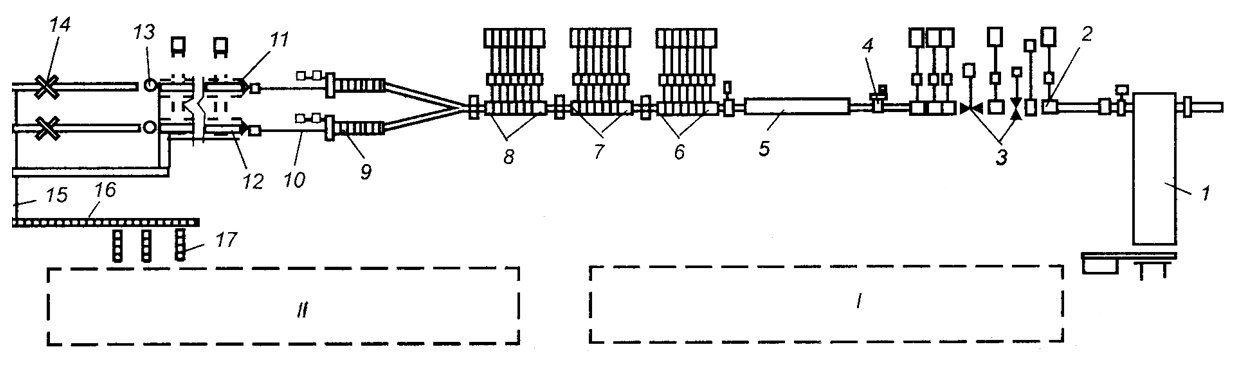
Рис. 6.1. Схема компоновки оборудования двухниточного проволочного стана 150 Белорецкого металлургического комбината: I - склад заготовок; II - склад бунтов
Катанка выпускается в 0,7—2,2-т бунтах. Исходный металл для стана — катаная и литая заготовка сечением 200×200 мм и 170×170 мм длиной 6-7 м. Стан имеет в своем составе (рисунок 1) нагревательную печь с шагающим подом 1; однониточную обжимную непрерывную группу 2 в составе шести клетей дуо 630, в том числе вторую и четвертую клети — с вертикальными валками, остальные - с горизонтальными; две термофрезерные машины 3 зачистки поверхности раската, установленные между второй и третьей клетями обжимной группы (вертикальная термофрезерная машина) и между третьей и четвертой клетью (горизонтальная термофрезерная машина); маятниковые ножницы 4 для обрезки переднего конца и аварийной резки раската; двухниточную роликовую подогревательную печь 5 для выравнивания температуры подката сечением 100×100 мм длиной до 28 м, выходящего из обжимной группы; двухниточную черновую группу 6 из пяти горизонтальных клетей 450; двухниточную первую промежуточную группу 7 из шести горизонтальных клетей 380; двухниточную вторую промежуточную группу 8 из шести горизонтальных клетей 320; два десятиклетевых чистовых блока 9, две установки водяного регулируемого охлаждения катанки 10; два виткообразователя 11; два транспортера для витков 12 с регулируемым воздушным охлаждением; два виткосборника 13 для формирования бунтов на поддонах с оправкой; два пресса 14 для осадки бунтов на поддонах с четырьмя бунтовязальными машинами каждый; транспортеры 15 для поддонов с бунтами и возврата разгруженных поддонов под виткосборники; цепной транспортер 16 и три пластинчатых транспортера-накопителя для бунтов 17. Максимальная скорость прокатки 5-мм катанки 50 м/с.
Реконструкция ряда действующих четырехниточных непрерывных проволочных станов 250 с установкой чистовых проволочных блоков и линий двухстадийного регулируемого охлаждения катанки позволила довести скорости прокатки до 70—85 м/с (вместо 30—40 м/с на действующем оборудовании). Новое оборудование предусматривается устанавливать в существующих частично расширяемых зданиях станов взамен существующего оборудования предчистовых и чистовых групп клетей, моталок, транспортеров, крюковых конвейеров и уборочных устройств для бунтов. Реконструкция первого такого проволочного стана 250 на ЧерМК осуществлена в 1982 г. (см. рисунок 6.2).
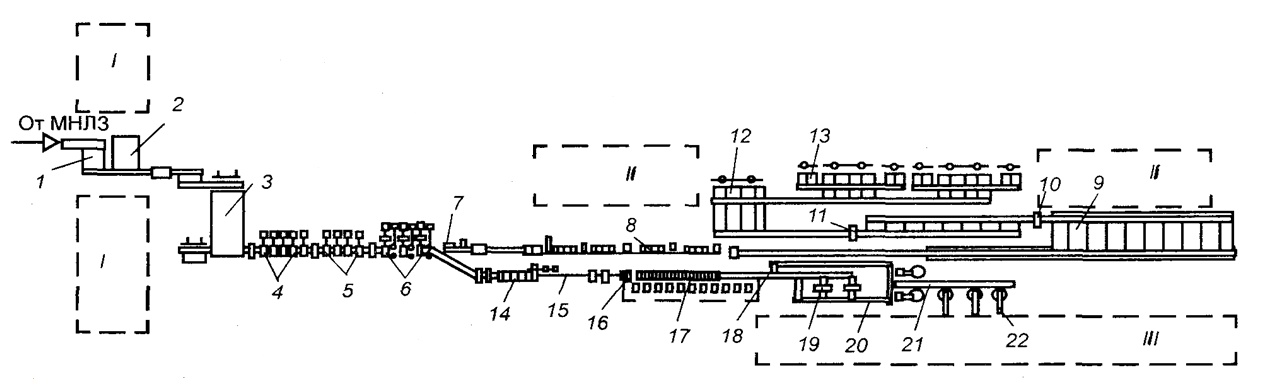
Рис. 6.2. Схема компоновки оборудования комбинированного мелкосортно-проволочного стана
I-склад заготовок; II - склад прутков; III - склад бунтов; 1 - оборудование для горячего посада заготовок; 2 -загрузочная решетка для холодных заготовок; 3 - нагревательная печь с шагающим подом; 4 - черновая группа горизонтальных клетей дуо 500 и 400; 5 - то же, промежуточная дуо 360; 6 - чистовая группа горизонтальных и вертикальных клетей дуо 320; 7 - кривошипно-эксцентриковые ножницы; 8 - установка регулируемого водяного охлаждения арматурной стали; 9 - реечный холодильник; 10 - роликоправильная машина; 11 - ножницы холодной резки; 12 - уборочные устройства холодной резки; 13 - штабелировщики фасонных профилей; 14 - чистовой проволочный блок; 15 - установка регулируемого водяного охлаждения катанки; 16 -виткообразователь; 17 - конвейер с регулируемым воздушным охлаждением; 18 - виткосборник; 19 - пресс для осадки бунтов с вязальными машинами; 20 - конвейер для поддонов; 21 - цепной конвейер для бунтов; 22 - конвейер-накопитель бунтов
Комбинированный мелкосортно-проволочный стан однониточный, непрерывного типа сооружается в составе 20 двухвалковых клетей для прокатки мелкосортной стали и одного десятиклетевого проволочного блока для выпуска катанки. В сортаменте стана предусматривается производство круглой и арматурной стали диаметром 10—40 мм, угловой стали размером 20—50 мм, швеллеров 50 и 65 мм и катанки диаметром от 5,5 до 12 мм из рядовых углеродистых марок стали. Мелкосортная сталь будет выпускаться в прутках длиной до 24 м, катанка — в бунтах массой до 1,4 т. Максимальная скорость прокатки сорта на холодильник — 20 м/с, прокатки катанки на транспортер для регулируемого охлаждения — до 100 м/с. Компоновка оборудования мелкосортно-проволочного стана представлена на рисунке 2.
Date: 2015-07-10; view: 1948; Нарушение авторских прав