Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
ББК 30.10 : 74.58
|
|
Министерство сельского хозяйства российской федерации

| Федеральное государственное образовательное учреждение высшего профессионального образования «БАШКИРСКИЙ ГОСУДАРСТВЕННЫЙ АГРАРНЫЙ УНИВЕРСИТЕТ» |
Кафедра “Технология
металлов и ремонт машин”
ОПД.Ф.07 МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
Практические занятия. Анализ посадок в гладких цилиндрических соединениях
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Направление 660300 «Агроинженерия»
Специальности 311300 «Механизация сельского хозяйства»
150200 «Автомобили и автомобильное хозяйство»
03.0500.01 Профессиональное обучение
Направление 655800 «Пищевая инженерия»
Специальности 170600 «Машины и аппараты
пищевых производств»
271300 «Пищевая инженерия
малых предприятий»
Уфа – 2006
УДК 389: 378.147
ББК 30.10: 74.58
В12
Рекомендовано к изданию методической комиссией факультета механизации сельского хозяйства (протокол N 45 от 22 марта 2006г)
Составитель: доцент Вагапов У.С.
Рецензент: доцент Голощапов В.Г.
Ответственный за выпуск: заведующий кафедрой «Технология металлов и ремонт машин» доцент Кунафин А.Ф.
Содержание
стр.
| Цель выполняемой работы | ||
| Материальное обеспечение | ||
| Общие положения | ||
| Порядок выполнения работы | ||
| Конструкция узла и порядок его сборки | ||
| Анализ посадок | ||
| Обоснование применяемых посадок | ||
| Анализ посадок в узлах автотракторной и с/х техники | ||
| Содержание отчета | ||
| Библиографический список |
Уфа, БГАУ, кафедра «Технология металлов и ремонт машин»
1 ЦЕЛЬ ВЫПОЛНЯЕМОЙ РАБОТЫ
Закрепить у студента знания о стандартах ЕСДП, получить практические навыки работы с документами ЕСДП. Научиться рационально выбирать стандартные посадки в системах вала и отверстия, вычислять расчетные характеристики посадок.
2 МАТЕРИАЛЬНОЕ ОБЕСПЕЧЕНИЕ
ЕСДП, ГОСТ 25346-89, ГОСТ 25347-89, сборочные чертежи узлов автотракторной техники и сельскохозяйственных машин.
3 ОБЩИЕ ПОЛОЖЕНИЯ
ГОСТ 25347-89 рекомендует ограниченный набор полей допусков валов и отверстий, сочетания которых образуют посадки в системах вала и отверстия.
Посадки в системе отверстия образуются сочетанием основного отверстия (Н) и различных полей допусков вала. Посадки в системе вала - сочетание основного вала (h) с различными полями допусков отверстий.
Посадки в системе отверстия являются предпочтительными, т.к. отверстия сложнее в обработке. При обработке отверстий часто используется размерный (нерегулируемый) инструмент - зенкеры, развертки, протяжки. При обработке таким инструментом поле допуска отверстия можно сместить только в сторону уменьшения размера детали путем перетачивания режущих кромок. На валах технологически проще получать размеры с разными положениями полей допусков
Посадки в системе вала в основном применяют из конструктивных соображений. На длинный вал с одним номинальным размером и полем допуска можно посадить несколько деталей с разными полями допусков. Стандартные и нормализованные детали (наружные кольца подшипников, концы валов электродвигателей, калиброванный прокат заготовок для шпонок и т.п.) имеют уже заданные отклонения (как для основных валов), поэтому для отверстий сопрягаемых с ними деталей поля допусков назначают в системе вала.
В зависимости от взаимного расположения полей допусков отверстия и вала посадка может быть «с зазором», «с натягом» или «переходная».
Посадки с зазором применяются для подвижных соединений или для неподвижных соединений, которые должны легко собираться и разбираться.
Посадки с натягом обеспечивают хорошее центрирование осей деталей в неподвижных соединениях, но требуют применения специальных приспособлений и приложения усилий при сборке и разборке.
Переходные посадки предназначаются для неподвижных разьемных соединений, где требуется обеспечить и центрирование, и относительную легкость сборки.
4 ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
4.1 Ознакомиться с комплектом документов ЕСДП
4.2 Изучить конструкцию узла «Ролик натяжной»
4.3 По приведенным в методических указаниях примерам ознакомиться с методикой анализа трех различных посадок.
4.4 Самостоятельно сделать анализ остальных посадок узла.
4.5 По указанию преподавателя сделать анализ посадок в узлах автотракторной и с/х техники.
4.6 Оформить отчет и сдать работу преподавателю.
5 КОНСТРУКЦИЯ УЗЛА И ПОРЯДОК ЕГО СБОРКИ
Ролик натяжной (рисунок 5.1) применяется в тихоходной плоскоременной передаче. Собирается узел в следующей последовательности. В отверстие кронштейна 3 запрессовывается ось 1. На ось 1 до упора в кронштейн 3 устанавливается упорная втулка 2. В отверстие ролика 4 запрессовывается втулка подшипника 5, затем вставляется втулка стопора 6. Ролик 4 со втулками 2 и 6 устанавливается на ось 1 и фиксируется стопорным кольцом 7 от осевого смещения.
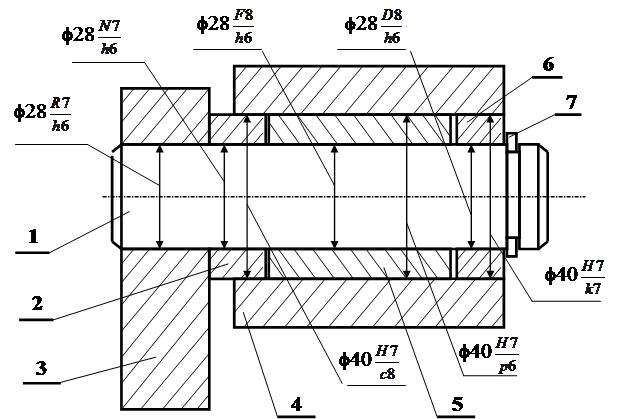 |
Рисунок 5.1 Ролик натяжной
1 - ось, 2 - втулка упорная, 3 - кронштейн, 4 - ролик, 5 - втулка подшипника, 6 - втулка стопора, 7 - кольцо стопорное
6 АНАЛИЗ ПОСАДОК
Посадка ф28 R7/h6 Буквенное обозначение «h» показывает, что вал является основным, следовательно посадка выполнена в системе вала. По данным таблицы 4 ГОСТ 25347-89 посадка относится к числу рекомендуемых.
Допуск вала находим по таблице 1 ГОСТ 25346-89. Для размера 28 допуск по 6 квалитету точности Td = 0,013 мм
Величины предельных отклонений размера вала: основное отклонение верхнее es = 0, ei = -0,013 мм
Величины предельных отклонений размера отверстия находим по таблице 8 ГОСТ 25347-89. Для 7 квалитета точности и буквенного обозначения «R» отклонения равны: основноеотклонение верхнееES = -0,020 мм, нижнее EI = -0,041 мм.
Допуск отверстия: TD = ES - EI = -0,020 - (-0,041) = 0,021 мм.
Допуск посадки: TN(S) = TD + Td = 0,021 + 0,013 = 0,034 мм.
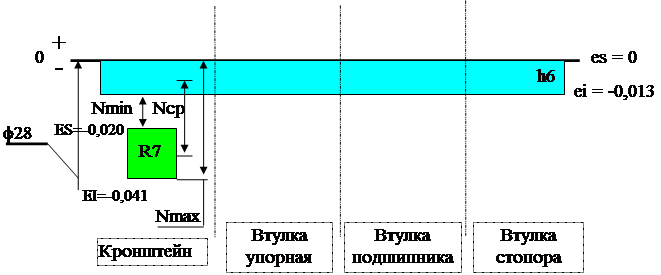 На рисунке 6.1 в условном масштабе показываем расположение полей допусков сопряжения. Поле допуска отверстия (R7) расположилось ниже поля допуска вала (h6). Следовательно, это посадка с натягом.
На рисунке 6.1 в условном масштабе показываем расположение полей допусков сопряжения. Поле допуска отверстия (R7) расположилось ниже поля допуска вала (h6). Следовательно, это посадка с натягом.
Рисунок 6.1 Схема расположения полей допусков по размеру ф28
Расчетные характеристики посадки:
Nmax = es - EI = 0 - (-0,041) = 0,041 мм.
Nmin = ei - ES = -0,013 - (-0,020) = 0,007 мм.
Ncp = (Nmax + Nmin)/2 = (0,041 + 0,007)/2 = 0,024 мм.
Результаты анализа посадки ф28 R7/h6 заносим в таблицу 6.1
Посадка ф40 H7/c8 Буквенное обозначение «H» показывает, что отверстие является основным, следовательно, посадка выполнена в системе отверстия. По данным таблицы 3 ГОСТ 25347-89 посадка относится к числу рекомендуемых.
Величину допуска отверстия находим по таблице 1 ГОСТ 25346-89. Для размера 40 по 7 квалитету точности TD = 0,025 мм.
Предельные отклонения размера отверстия: основное отклонение нижнее EI = 0, верхнее ES = 0,025 мм,.
Величины предельных отклонений размера вала находим по таблице 7 ГОСТ 25347-82. Для 8 квалитета точности и буквенного обозначения «c» отклонения равны: основное отклонение верхнее es = -0,120 мм, ei = -0,159 мм.
Допуск вала: Td = es - ei = -0,120 - (-0,159) = 0,039 мм.
Допуск посадки: TN(S) = TD + Td = 0,025 + 0,039 = 0,064 мм.
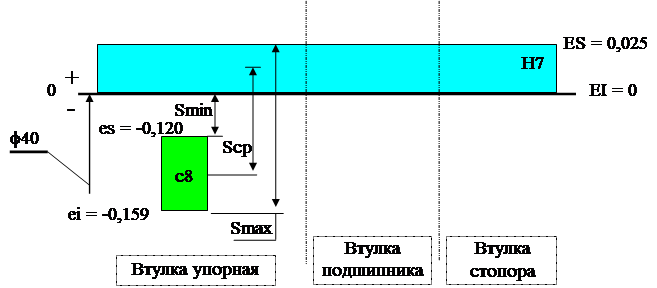 На рисунке 6.2 показываем в условном масштабе положение полей допусков сопряжения. Поле допуска вала (с8) расположилось ниже поля допуска отверстия (H7). Следовательно, это посадка с зазором.
На рисунке 6.2 показываем в условном масштабе положение полей допусков сопряжения. Поле допуска вала (с8) расположилось ниже поля допуска отверстия (H7). Следовательно, это посадка с зазором.
Рис. 6.2 Схема расположения полей допусков по размеру ф40
Расчетные характеристики посадки:
Smax = ES - ei = 0,025 - (-0,159) = 0,184 мм.
Smin = EI - es = 0 - (-0,120) = 0,120 мм.
Scp = (Smax + Smin)/2 = (0,184 + 0,120)/2 = 0,152 мм.
Результаты анализа посадки ф40 H7/c8 заносим в таблицу 6.1
Таблица 6.1 Расчетные характеристики посадок, мм
| Система посадки | Посадки в системе вала | Посадки в системе отверстия | |||||||||||||||||

 Обозначение Обозначение
посадки | |||||||||||||||||||
| Рекомендац. по применен. | Рекомендуемая | Рекомендуемая | |||||||||||||||||
| Отклон. | в | -0,020 | 0,025 | ||||||||||||||||
| отверст. | н | -0,041 | |||||||||||||||||
| Допуск отв. | 0,021 | 0,025 | |||||||||||||||||
| Отклон. | в | -0,120 | |||||||||||||||||
| вала | н | -0,013 | -0,159 | ||||||||||||||||
| Допуск вала | 0,013 | 0,039 | |||||||||||||||||
| Допуск посадки | 0,034 | 0,064 | |||||||||||||||||
| Зазор max | - | 0,184 | |||||||||||||||||
| Зазор min | - | 0,120 | |||||||||||||||||
| Сред. зазор | - | 0,152 | |||||||||||||||||
| Натяг max | 0,041 | - | |||||||||||||||||
| Натяг min | 0,007 | - | |||||||||||||||||
| Сред. натяг | 0,024 | - | |||||||||||||||||
| Группа посадок | Посадка с натягом | Посадка с зазором |
Аналогично определяем расчетные характеристики остальных посадок и заносим их в таблицу.
7 ОБОСНОВАНИЕ ПРИМЕНЯЕМЫХ ПОСАДОК
В рассматриваемом узле применяются две системы посадок: посадки в системе отверстия и посадки в системе вала, что упрощает технологию изготовления деталей и процесс сборки. Посадки деталей с осью выполнены в системе вала, т.е. ось имеет основное поле допуска (h), и с ним сочетаются различные поля допусков сопрягаемых деталей. Посадки деталей с роликом выполнены в системе отверстия: на размер отверстия ролика задано основное поле допуска (H), и с ним сочетаются различные поля допусков других деталей.
Посадка ф28 R7/h6. Посадка с натягом. Обеспечивается неподвижность соединения и хорошее центрирование, что гарантирует перпендикулярность расположения оси к плоскости кронштейна. Для сборки необходимо применение пресса.
Посадка ф40 H7/c8. Посадка с зазором. Большой зазор между роликом и упорной втулкой необходим для нормальной работы узла.
Аналогично обосновывается применение остальных посадок:
Посадка ф28 F8/h6
Посадка ф28 N7/h6
Посадка ф40 H7/p6
Посадка ф28 D8/h6
Посадка ф40 H7/k7
8 АНАЛИЗ ПОСАДОК В УЗЛАХ АВТОТРАКТОРНОЙ И С/Х ТЕХНИКИ
8.1 По указанию преподавателя ознакомьтесь с конструкцией узла.
8.2 По буквенному обозначению посадки или по величинам предельных отклонений размеров определите систему посадки.
8.3 Определите: посадка рекомендуемая, предпочтительная или нестандартная.
8.4 Вычислите расчетные характеристики посадки.
8.5 Определите, к какой группе относится посадка: с зазором, с натягом, переходная.
8.6 Дайте свое обоснование применению посадки.
Результаты анализа занесите в таблицу 8.1
Таблица 8.1 Посадки в узлах машин
| Модель | Обозн. | Сист. | «Отв..» | Откл. | «Вал» | Откл. | Max | Max | Сред. |
| машины | посад. | посад | (дет.) | «Отв.» | (дет.) | «Вала» | зазор | натяг | заз.(нат) |
9 СОДЕРЖАНИЕ ОТЧЕТА
В отчет по проделанной работе необходимо включить:
9.1 Схемы расположений полей допусков в посадках узла «Ролик» (рисунки 6.1 и 6.2).
9.2 Результаты расчетов характеристик посадок в узле «Ролик» (таблица 6.1)
9.3 Обоснование применяемых посадок в узле «Ролик».
9.4 Результаты анализа посадок в машине (таблица 8.1).
9.5 Обоснование применения посадок в машине.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. А.И. Якушев и др. Взаимозаменяемость, стандартизация и технические измерения. -М.:Машиностроение, 1987. - 285 с.
2. И.С. Серый. Взаимозаменяемость, стандартизация и технические измерения. -М.: Агропромиздат, 1987. - 360 с.
3. В.Д. Мягков. Допуски и посадки. Справочник. -Л.: Машиностроение, 1983, -446с.
4. Стандарты ЕСДП.
| <== предыдущая | | | следующая ==> |
| В результате перехода к капитализму продуктивность сельского хозяйства | | | Ббк 65. 291. 34я73-i |
Date: 2015-06-11; view: 379; Нарушение авторских прав