Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Нормирование точности размеров на чертежах деталей
|
|
Практическая работа № 1
Цель работы:
1. ознакомиться с категориями точности деталей;
2. ознакомиться с методами нормирования на чертежах параметров точности;
3. ознакомиться с методикой расчета параметров посадки в соединении двух деталей;
4. приобрести навыки в работе с документами ЕСДП;
5. по одному из вариантов индивидуального задания определить путем расчета характер сопряжения двух цилиндрических поверхностей.
Материальное обеспечение работы:
1. ГОСТ 25346 — 89, ГОСТ 25347 — 89;
2. методическое пособие к выполнению данной работы;
3. таблица «Допуски и посадки по ЕСДП ГОСТ 25346 — 89, ГОСТ 25347 — 89 (система отверстия)»;
4. калькулятор или программа для расчета на ЭВМ;
Содержание отчета по работе:
1. эскиз детали с нормированием точности;
2. условные знаки согласно ЕСКД для обозначения параметров точности;
3. схемы расположения полей допусков в системе отверстия;
4. расчетные формулы, схема расположения полей допусков и результаты расчета посадки в гладком цилиндрическом соединении по одному из вариантов индивидуального задания;
5. выводы по работе.
Этапы выполнения работы:
1. Открыть Справочник конструктора http://www.kataltim.ru
2. Ознакомиться с содержанием методических указаний к выполнению практической работы и получить номер варианта задания для выполнения работы.
3. Изобразить эскизы деталей с нормированием точности поверхностей.
4. Изобразить схему расположения полей допусков в системе отверстия и дать формулы для расчета посадки в гладком цилиндрическом соединении.
5. Произвести расчеты по индивидуальному заданию и изобразить результаты расчета графически.
6. Составить выводы по работе.
Методические указания к выполнению практической работы
Согласно ГОСТ 25346 — 89 установлены следующие термины и определения, относящиеся к размерам.
Номинальный размер — это размер, полученный, как правило, в результате расчета детали на прочность. Он служит началом отсчета отклонений в целях определения предельных размеров. Обозначение номинальных размеров: D — для отверстий; d — для валов; 1 — для линейных размеров.
Действительный размер — это размер, установленный при измерении.
Предельные размеры — это два предельно допустимых размера (наибольший и наименьший), между которыми может находиться размер годной детали. Эти размеры принято обозначать: Dmax и Dmin — для отверстий, dmax и dmin — для валов.
Хорошо известно, что изготовить деталь с абсолютно точными размерами, как и измерить ее абсолютно точно практически невозможно. По этой причине каждый размер имеет определенные отклонения от номинального значения.
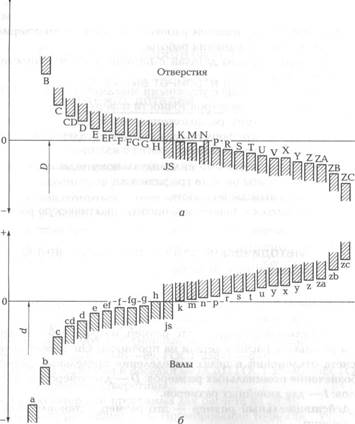 Рис. 4.1. Схема расположения основных отклонений размеров: а — отверстия; б — валы; D, d — номинальные размеры отверстия и вала
Рис. 4.1. Схема расположения основных отклонений размеров: а — отверстия; б — валы; D, d — номинальные размеры отверстия и вала
|
В целях обеспечения минимально необходимого, но достаточ-^ ного числа посадок в Российской Федерации используется ЕСДП, разработанная в соответствии с рекомендациями ISO и оформленная в виде нормативных документов ГОСТ 25346 — 89 и ГОСТ 25347 — 82 (с изм.). Согласно этим документам предусмотрены варианты основных отклонений размеров и отверстий (рис. 4.1, а) и валов (рис. 4.1, б) и квалитеты точности от IT01, ITO, IT1 до IT18.
Основное отклонение — это одно из двух предельных отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии и располагаемое ближе к нулевой линии. На чертежах обозначают основные отклонения отверстий прописными буквами латинского алфавита с указанием квалитета: А8; F10; N7, а основные отклонения валов— строчными буквами латинского алфавита с указанием квалитета: а8; f 10; п7.
Нулевая линия — это линия, соответствующая номинальному размеру. От нее отмеряют отклонения размеров при графическом изображении допусков и посадок.
Верхнее предельное отклонение (ES, es) — это алгебраическая разность между наибольшим предельным размером и номинальным размером: ES = Dmax - D — для отверстия, es = dmax - d — для вала.
Нижнее предельное отклонение (EI, ei) — это алгебраическая разность между наименьшим предельным размером и номинальным размером: EI = Dmin - D — для отверстия, ei = dmin - d — для вала.
Действительное отклонение — это алгебраическая разность между действительным и номинальным размерами.
Отклонения могут быть положительными и отрицательными. При обозначении отклонений на чертеже нулевое отклонение не ставят, например 20+0,04 или 30-0 06; а при равенстве отклонений ставят одно значение, например 55 ± 0,02.
Действительные размеры годных деталей должны находиться в определенных пределах, т. е. в пределах допуска на размер.
Допуск Т размера равен разности наибольшего и наименьшего значения предельных размеров или абсолютному значению разности верхнего и нижнего отклонений. Для отверстия TD = Dтах – D min = [ ES - Е1], для вала Td = dmax – dmin = [es – ei ].
Поле допуска представляет собой поле, ограниченное горизонтальной линией основного (верхнего или нижнего) отклонения и линией допуска принятого квалитета относительно номинального размера, т. е. нулевой линии. Поля допусков линейных размеров указывают условными буквенными обозначениями, например 35Н10, 43hll или числовыми значениями предельных отклонений, например 35+0,1, 43-0!6, или обоими обозначениями одновременно, взяв в скобки числовые обозначения, например 35Н10(35+0,1). Каждому такому буквенному обозначению соответствуют определенные по строгим правилам цифровые значения, содержащиеся в прилагаемых к нормативному документу таблицах. Например, размеру 45Н10 соответствует размер с допуском 45+0,1.
Если на чертеже имеются размеры без указания полей допусков (свободные размеры), то в технических требованиях дается следующее указание: «Неуказанные предельные отклонения размеров отверстий Н14, валов В12, остальные ±1Т14/2».
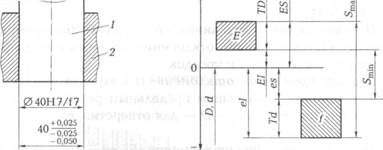 |
Рис. 4.2. Фрагмент сборочного чертежа с указанием посадки сопрягаемых деталей:
1,2 — сопрягаемые детали сборочного соединения
Рис. 4.3. Графическое изображение полей допусков сопрягаемых при сборке деталей:
Е — поле допуска отверстия; f — поле допуска вала; D, d — номинальные размеры отверстия и вала
Посадки сопрягаемых деталей и предельные отклонения размеров, изображенных на сборочных чертежах, указывают дробью, в числителе которой приводится буквенное обозначение или числовое значение предельного отклонения отверстия, а в знаменателе — аналогичное обозначение поля допуска вала (рис. 4.2).
На рис. 4.3 представлено графическое изображение полей допусков сопрягаемых при сборке деталей вала и отверстия, которое позволяет более наглядно представить соотношение предельных размеров каждой детали в отдельности и характер получаемого при сборке соединения. Из анализа рис. 4.3 следует, что в соединении вала и отверстия будет зазор или натяг. Зазор S будет в том случае, если диаметр вала меньше диаметра отверстия. Натяг N будет в том случае, если диаметр вала больше диаметра отверстия.
Наибольший возможный зазор в соединении Smax = Dmax - dmin, а наименьший возможный зазор в соединении Smin = Dmin — dmax. Наибольший возможный натяг в соединении Nmax = dmax - Dmin, а наименьший возможный зазор в соединении Nmin = dmin - Dmax. Кроме посадок с зазором и посадок с натягом применяют переходные посадки, при которых возможен как небольшой зазор, так и небольшой натяг.
Задание на практическую работу:
изобразите графически расположение полей допусков сопрягаемых деталей вала и отверстия и рассчитайте характер посадки в соединении по двум вариантам:
Таблица 4.1. Варианты индивидуальных заданий
| Размер | Номер варианта | |||||||
| Номинальный | ||||||||
| Отверстия | Н12 | Н8 | Н9 | Н14 | НЮ | Н8 | Н10 | Н8 |
| Вала | с 11 | с 11 | с 8 | с9 | с 11 | с 11 | с 11 | ell |
Окончание табл. 4.1
| Размер | Номер варианта | |||||||
| Номинальный | ||||||||
| Отверстия | Н8 | Н10 | Н8 | Н7 | Н8 | Н8 | Н8 | Н10 |
| Вала | ell | js6 | cll | f8 | cll | js6 | f8 | Jsl0 |
а) по предельным размерам;
б) предельным отклонениям.
Варианты заданий приведены в табл. 4.1.
Date: 2015-06-11; view: 3067; Нарушение авторских прав