Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Технологические операции
|
|
Каждая стадия технологического процесса состоит из технологических операций. Технологической операцией называется законченная часть технологического процесса, выполняемая непрерывно на одном рабочем месте.
Рабочее место - часть производственной площади цеха, на которой размещены исполнители работы, обслуживаемое или технологическое оборудование или часть конвейера, а также оснастка и предметы труда.
Технологические операции делятся на два основных типа: позиционные и проходные.
Проходные технологические операции выполняются при непрерывном движении заготовки относительно инструмента. В составе проходной операции различают технологический переход и проход. Переходом называется часть технологической операции, заключающаяся в обработке какой-либо одной поверхности заготовки одним и тем же инструментом, без изменения режимов работы.
Переход может состоять из одного или нескольких переходов. Проход - часть операции, при которой снимается один слой материала за одно перемещение заготовки относительно инструмента. Производительность проходных операций (как и оборудования проходного типа) в общем виде определяется по формуле
 , ш т /смену,
, ш т /смену,
где Тсм – продолжительность рабочей смены, мин;
Км – коэффициент, учитывающий потери машинного времени;
Кр – коэффициент, учитывающий потери рабочего времени Тпер на введенные в режим работы перерывы
 ,
,
U – скорость подачи, м/мин;
п - количество одновременно обрабатываемых заготовок;
1з - длина обрабатываемой заготовки, м;
m - число проходов заготовки через станок.
Например, операции продольного фрезерования (рисунок 1.2), шлифования на широколенточных шлифовальных станках, облицовывания кромок и т.п.
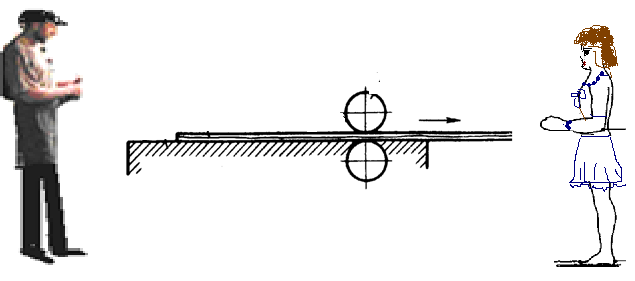
Рисунок 1.2 - Пример выполнения технологической операции проходного типа
Позиционные операции совершаются при неподвижном, фиксированном положении заготовки и движении рабочего инструмента: сверление отверстий, выборка гнезд, сборка в ваймах и т.п. В зависимости от сложности операция состоит из одной или нескольких установок. Установка - часть технологической операции, выполняемая при одном закреплении заготовки в станке или приспособлении.
Позицией называется часть установки, выполняемая при определенном положении заготовки относительно инструмента без ее раскрепления. Производительность позиционной операции (оборудования) в общем виде определяется по формуле:
А =  , шт/смену,
, шт/смену,
где Тсм – продолжительность рабочей смены, мин;
Кр – коэффициент, учитывающий потери рабочего времени Тпер на введенные в режим работы перерывы
tц – продолжительность цикла выполнения позиционной операции или составной ее части, мин;
п - количество одновременно обрабатываемых заготовок;
m – количество повторений операционного цикла.
В значение продолжительности цикла входят такие усредненные затраты времени на вспомогательные приемы работы (взять заготовку из стопы, базировать на столе станка, закрепить, обработать, раскрепить, отложить в стопу обработанных заготовок и т.п.).
К позиционным операциям относятся сверление, раскрой шпона на гильотинных ножницах, прессование и т.п.
Date: 2015-07-17; view: 1359; Нарушение авторских прав