Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Перенос металла при импульсно-дуговой сварке.
|
|
Главной особенностью процесса импульсно-дуговой сварки (ИДС) является возможность получения мелкокапельного переноса электродного металла при сред нем значении тока сварки (Iм) ниже критического, который в обычных условиях определяет границу между крупнокапельным и мелкокапельным переносом металла. В этом методе управления переносом металла ток принудительно из меняется между двумя уровнями, называемыми током базы (Ig) и током импульса (Iи) (Рис. 9). Уровень тока базы выбирается из условия достаточности для обеспечения поддержания горения дуги при незначительном влиянии на плавление электрода. Функцией тока импульса, который превышает критический ток, является оп Иллюстрация переноса металла при ИДС (типа «одна капля за один импульс»).
Стальная малоуглеродистая электродная проволока; 0-1,2 мм; Аг+5%02; Iи = 270 A; tu = 5,5 мс; Iб = 70 A; te = 10 мс; Vnnp = 3,5 м/мин; Vce = 28 см/мин; вылет электрода - 18 мм.
Плавление торца электрода, формирование капли определённого размера и срыв этой капли с торца электрода действием электромагнитной силы (Пинч-эффект). В течение одного импульса тока может быть сформировано и перенесено в сварочную ванну от одной до нескольких капель. Частота следования импульсов тока, их амплитуда и длительность (tu) определяют выделяемую энергию дуги, а следователь но, скорость расплавления электрода. Сумма длительностей импульса tu и базы (fe) определяет период пульсации тока, а её обратная величина даёт частоту пульсации.
Перенос электродного металла при ИДС характеризуется следующими пара метрами:
- числом капель сформированных и перешедших в сварочную ванну под действием одного импульса тока;
- размером капли;
- временем от начала импульса тока до срыва первой капли;
- моментом, когда происходит отделение капли от электрода (на фазе импульса или на фазе базы).

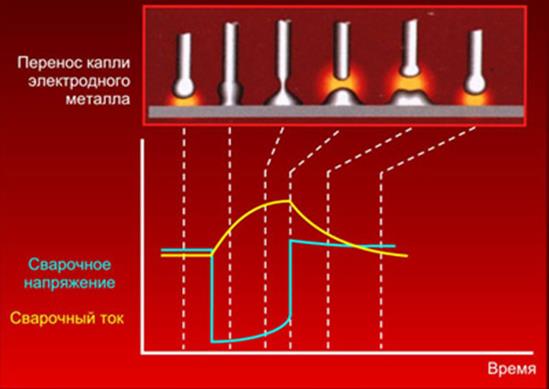
Рис.9.
Анализ параметров пульсации тока (Iu, fa, tu, fe) и параметров переноса электродного металла будет приведен ниже (см. следующую страницу).
В связи с тем, что формирование и отрыв капли управляется амплитудой и длительностью тока импульса (Iи и tu), средний ток сварки (IМ) может быть уменьшен существенно ниже уровня критического тока, что достигается либо простым увеличением времени базы (fe), т.е., снижением частоты импульсов, либо снижением тока базы (Iб). Например, применительно к малоуглеродистой электродной проволоке диаметром 1 мм при сварке в защитной среде на базе аргона можно поддерживать управляемый мелкокапельный перенос металла на токе сварки менее 50А, хотя критический ток для этих условий равен примерно 180... 190А. Благодаря низкой мощности дуги и скорости расплавления электрода, сварочная ванна имеет малые размеры и легко управляема. Таким образом, становится возможным реализация желаемого мелкокапельного переноса электродного металла, как при сварке тонко листового металла, так и при сварке металла больших толщин во всех пространственных положениях.
Другим преимуществом процесса ИДС является возможность использования проволок больших диаметров для скоростей наплавки характерных для проволок малых диаметров, что снижает стоимость единицы веса наплавленного металла. При этом также возрастает эффективность наплавки благодаря снижению потерь на разбрызгивание электродного металла.
К недостаткам этого процесса можно отнести возможное отсутствие проплавления, вследствие низкого тепловложения в сварочную ванну. Кроме того, повышенные требования к квалификации сварщиков, а также использование значительно более сложного оборудования в совокупности с более низкой гибкостью (универсальностью) процесса.
Date: 2016-08-29; view: 497; Нарушение авторских прав