Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Контроль состояния режущих инструментов.
|
|
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«БРЯНСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра «Металлорежущие станки и инструменты»
КОНТРОЛЬНАЯ РАБОТА ПО ДИСЦИПЛИНЕ
ЭКСПЛУАТАЦИЯ И РЕМОНТ
ИНСТРУМЕНТОВ
Разработал студент группы З12-КТО4
Чепиницкий Артем Дмитриевич
№ зачетной книжки 12.0102,
номер по списку 20
«» 2016 г.
Проверил к.т.н., доцент
Щербаков Андрей Николаевич
«»2016 г.
Брянск – 2016 г.
Контроль состояния режущих инструментов.
Широко применяемым методом контроля в процессе резания является метод непрерывного или через короткие промежутки времени (для каждой детали) измерения текущих параметров приводных электродвигателей. Измерительные преобразователи, устанавливаемые на электродвигателях, регистрируют изменения тока нагрузки и через аналого-цифровой преобразователь передают информацию для обработки в микро-ЭВМ.
Наиболее распространенные методы контроля процесса обработки делятся на три группы: по силовым параметрам, акустическим показателям и уровню вибраций.
Косвенное измерение сил резания производится посредством измерения деформаций под действием усилий (тензометрическими, индуктивными датчиками) или ускорений. В связи с этим выявляется величина износа, выкрашивание режущего инструмента, несоблюдение размера из-за отжима инструмента и т.д.
Акустический метод контроля основан на явлении акустической эмиссии, т.е. высокочастотных колебаний или волн напряжений, возникающих при деформации металла. Для регистрации таких колебаний используют пьезоэлектрические датчики. Между звуком, генерируемым режущим инструментом, и состоянием его режущей кромки существует определенное соотношение, так как характер звука зависит от степени износа инструмента.
По изменению вибраций при резании обнаруживаются изнашивание, резонансные колебания инструмента и его поломка. В качестве датчика вибраций используют пьезоэлектрический акселерометр.
Наиболее распространенными средствами прямого контроля с высокой точностью заготовок, деталей и инструмента вне процесса обработки являются датчики (индикаторы) касания (щупы).
Датчик касания состоит из корпуса и контактного щупа. При нажиме на щуп в любом направлении происходит срабатывание конечного выключателя, расположенного в корпусе. Корпус датчика касания может быть закреплен в шпинделе, на станине станка или в другом месте. При срабатывании конечного выключателя датчика касания от него поступает сигнал в УЧПУ станка, который является командой для определения текущих координат подвижных узлов. Если датчик съемный, то перемещение сигнала от него выполняется бесконтактно. Когда измерения не производятся, датчик автоматически помещается в инструментальный магазин. Приемник сигнала датчика остается на корпусе станка.
Измерительная щуповая головка с датчиком касания БВ-4271 содержит щуп, который установлен в корпусе шарнирной подвеске так, чтобы при смещении в направлении любой из трехкоординатных осей осуществлять размыкание или замыкание электрических контактов. Питание щуповой головки, используемой при изменении детали, осуществляется бесконтактным способом посредством трансформатора с воздушным зазором. Связь щуповой головки с электронным блоком выполняется при помощи приемно-передающего устройства оптического типа, основанного на передаче светодиодом сигнала в момент контакта щупа с измеряемым изделием. Приемник сигнала, выполненный на базе фототранзисторов, установлен в электронном блоке.
На рисунке 2 показана конструкция измерительной щуповой головки для контроля размеров обрабатываемой на станке ИР320ПМФ4 корпусной детали. Головка I с оптическим передающим устройством 2 автоматически устанавливается в шпинделе 3 станка из магазина, где она хранится вместе со сменными режущими инструментами. Приемное устройство 4 установлено в определенном положении на переднем торце шпиндельной бабки так, чтобы отверстие в кожухе 5 совпадало с осью светоизлучателя датчика 2. Положение фототранзисторов приемного устройства 4 вдоль оси регулируется шпильками 6.
На рисунке 3 показана конструкция измерительной щуповой головки выдвижного типа, предназначенной для контроля размеров инструментов в сменном диске рревольверной головки токарного станка с ЧПУ ИРТ180ПМФ4. Щуповая головка скреплена на штанге 2, выдвигаемой из внутренней защитной гильзы 3 при помощи ггидроцилиндра 4. Связь измерительной головки с приемным устройством осуществляется кабелем, проходящим внутри штанги 2. Гильза с измерительной головкой вместе с гидроцилиндром и штангой смонтированы на передней стенке шпиндельной бабки станка так, чтобы ось выдвижения головки была параллельна оси шпинделя. Механизм выдвижения должен обеспечивать высокую стабильность позиционирования щупа в рабочем (выдвинутом) положении.
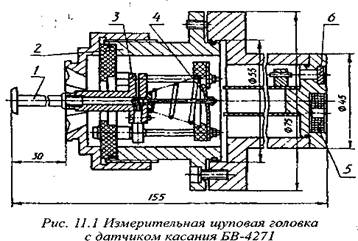
Рис. 1

Рис. 2
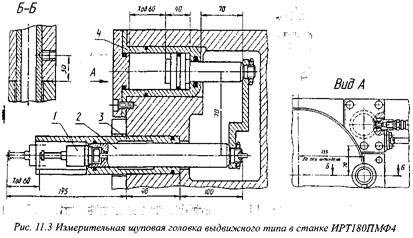
Рис. 3
Date: 2016-07-18; view: 1793; Нарушение авторских прав