Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Непрерывной разливки стали
|
|
23.2.1. Преимущества непрерывной разливки. Предложение об организации непрерывной разливки стали было сделано еще Г. Бессемером. Однако в промышленности непрерывную разливку металлов и сплавов начали применять лишь в 30-х годах XXв., а широкое распространение метод получил после 40-х годов. Процесс непрерывного получения слитков или заготовок основан на кристаллизации слитка в период непрерывного перемещения металла относительно зон заливки и кристаллизации. В зависимости от формирующих отливку устройств принято различать два типа непрерывного литья: 1) в желоб (ручей) между движущимися лентами или другими движущимися формами (кристаллизаторами) либо непосредственно в валки; 2) в неподвижный или качающийся кристаллизатор скольжения, из которого непрерывно вытягивается закристаллизовавшийся слиток (заготовка). В сталеплавильном производстве наибольшее распространение получили установки второго типа (литье в кристаллизатор). Получаемый при непрерывной разливке продукт в технической литературе имеет два названия: 1) непрерывнолитой слиток; 2) непрерывнолитая заготовка (имея в виду, что получаемый продукт является заготовкой для последующей прокатки). На предприятиях тяжелого машиностроения, занятых проектированием и изготовлением установок для непрерывной разливки, агрегат в целом получил название «машина ' непрерывного литья заготовок» (МНЛЗ). Однако у технологов в практике металлургических заводов распространено название «установка непрерывной разливки стали» (УНРС), более полно отражающее суть процесса. Современная УНРС включает не только механизмы, но и такие устройства, как промежуточный ковш, устройства для ввода реагентов и защиты от вторичного окисления, устройства для электромагнитного перемешивания кристаллизующегося металла и т. д. Кроме того, современная техника все в большей мере позволяет получать непрерывным способом не только заготовки, но и уже готовые изделия (например, трубы, швеллеры, проволоку, ленту и т. п.).
1 Название связано с англ, machine continuous casting. Необходимо, однако, иметь в виду, что значение англ, machine гораздо шире, чем русское понятие «машина» (механизм, совершающий работу); оно означает также «установка», «агрегат» и т. п.
Широкое распространение метода непрерывной разливки обусловлено ее преимуществами.
1. Уменьшение (на 10—20 %) расхода металла на 1 т годного проката вследствие снижения обрези головной и донной (хвостовой) частей слитка (получают один слиток вместо многих; соответственно головную и хвостовую части отрезают один раз, а не много). Уменьшение обрези при прокатке связано также с тем, что раскрою подвергается как бы одна длинная заготовка, а не много слитков, которые могут различаться по массе, величине усадочной раковины и т. п.
2. Оптимальное сочетание особенностей работы современных прокатных станов и возможностей УНРС. Например, для достижения высоких технико-экономических результатов современный листопрокатный стан должен получать слябовые заготовки массой до 50—60 т; отливать слитки такой массы традиционным способом затруднительно по ряду причин, прежде всего потому, что слитки такой массы характеризуются развитыми ликвационными явлениями; для получения таких слитков необходимы соответствующее крановое оборудование в разливочных пролетах, строительство глубоких нагревательных колодцев и прочие приспособления.
3. Снижение капитальных затрат на сооружение металлургического завода (из структуры завода исключены парк изложниц, отделение для их подготовки и извлечения из них слитков, крупные дорогостоящие прокатные станы — блюминги и слябинги, на которых обычно слитки обжимаются на заготовки для последующей прокатки).
4. Уменьшение энергетических затрат (как для нагрева металла под про-
катку, так и для работы обжимных станов).
5. Повышение производительности и улучшение условий труда (исключается ряд тяжелых и трудоемких операций по установке изложниц, уборке и т. п.), создание предпосылок для полной автоматизации и механизации процесса разливки, уменьшение числа обслуживающего персонала.
6. Увеличение степени однородности металла, улучшение его качества благодаря ускорению затвердевания.
Эти преимущества определили современную ситуацию в металлургии: в промышленно развитых странах основная масса выплавляемой стали разливается только непрерывным способом.
В свое время, в 30-е годы XX в., непрерывное литье во многих странах мира начало только развиваться: через водоохлаждаемую изложницу-кристаллизатор получали заготовки из цветных металлов и сплавов (главным образом алюминиевых и медных). В 40-е годы эти технологии получили широкое распространение. Успешные опыты по разливке стали таким методом были предприняты в 1939 г. в Германии 3. Юнгансом. Наша страна явилась пионером использования данного метода разливки стали в промышленных масштабах — опытные работы по освоению метода непрерывной разливки стали были начаты в 1944г., а первые крупные установки начали работать уже в 1953 г. на Новотульском металлургическом заводе и в 1955 г. на заводе «Красное Сормово». Переход на непрерывную разливку стали связан с проектированием и изготовлением весьма сложного оборудования. В настоящее время на многих заводах страны устанавливается новое оборудование (для непрерывной разливки) как отечественного, так и зарубежного производства.
23.2.2. Типы установок. Наиболее распространенные УНРС работают по следующей схеме: жидкая сталь поступает в сквозную водоохлаждаемую изложницу-кристаллизатор. Предварительно до начала разливки в кристаллизатор вводят искусственное подвижное дно (так называемую «затравку») (рис. 23.12). Жидкий металл, соприкоснувшись с холодными

Рис. 23.12. Затравка:
/ — кристаллизатор; 2 — головка затравки
затравкой и кристаллизатором, начинает кристаллизоваться; затравку вместе с застывшим на ней металлом медленно опускают из кристаллизатора; вместе с затравкой тянется и получающийся таким образом слиток. Закристаллизовавшиеся грани слитка (средняя часть слитка еще жидкая) скользят при этом по стенкам кристаллизатора. Для уменьшения усилий вытягивания и исключения случаев разрыва корочки из-за приваривания корочки к стыкам кристаллизатора последнему придают возвратно-поступательное движение, на его стенки подают смазку, на поверхности жидкого металла в кристаллизаторе наводят шлак, тонкая пленка которого между кристаллизатором и слитком уменьшает трение. Выходящую из кристаллизатора заготовку (слиток) с жидкой сердцевиной подвергают интенсивному охлаждению (обычно тонкораспыленными струями воды, подаваемой через специальные форсунки). Это охлаждение называют вторичным (первичным называют охлаждение в кристаллизаторе). После затвердевания по всему сечению заготовка поступает на участок резки, где ее разрезают на мерные длины (части заданной длины).
Такого рода установки непрерывной разливки стали условно можно разделить на шесть основных типов: с вертикальным кристаллизатором (рис. 23.13, установки 1—3) и с криволинейным кристаллизатором (установки 4, 5).
Если из металла одной плавки получают один слиток (одну заготовку), который затем извлекают, то разливку принято называть полунепрерывной. Такого типа агрегаты устанавливают в цехах, где в печах небольшой емкости выплавляют сложнолегированные стали или сплавы, электроды для последующего ВДП или ЭШП.
23.2.3. Работа современных установок. На первом этапе в промышленном масштабе применяли установки в основном вертикального типа (рис. 23.14). При получении на таких установках заготовок относительно большой толщины зона полного затвердевания и соответственно участок резки заготовки на мерные длины находятся на большом удалении от кристаллизатора. В результате установка должна быть или очень высокой (>40 м) и на такую высоту необходимо поднимать ковш со сталью, или при размещении ковша на небольшой высоте (над уровнем пола цеха) всю установку располагать на очень большой глубине, а порезанные заготовки выдавать затем наверх. Как правило, для уменьшения высоты здания и упрощения системы подачи сталеразливоч-ных ковшей к месту разливки УНРС вертикального типа располагали на небольшой высоте над уровнем цеха, а основное оборудование размещали в глубоком железобетонном колодце. Помимо повышения стоимости строительства это приводило к необходимости применения сложных систем выдачи из колодца порезанных заготовок, создавало серьезные затруднения в случее прорыва корки слитка и при аварийной разливке и т.д.
Принципиальная схема затвердевания непрерывного слитка приведена на рис. 23.15. Технология и организация непрерывной разливки определяются в числе прочих таким показателем, как глубина (высота, длина) столба жидкой фазы (или так называемой жидкой лунки). Глубина жидкой фазы L (м) пропорциональна скорости разливки v (м/мин) и квадрату условного радиуса сечения слитка (заготовки) Rсл (м), т.е. L=kR2сл , где k —коэффициент, зависящий от условий разливки и охлаждения, формы сечения слитка и т.д. Полная продолжительность кристаллизации (затвердевания) слитка составляет  кр = kR2сл Таким образом, скорость разливки при прочих равных условиях определяет длину зоны кристаллизации.
кр = kR2сл Таким образом, скорость разливки при прочих равных условиях определяет длину зоны кристаллизации.

Рис. 23.13. Принципиальные схемы установок непрерывной разливки стали:
/ — вертикального типа; 2 —вертикального типа с изгибом; 3— с вертикальным кристаллизатором с короткой вертикальной частью и последующим изгибом по определенному радиусу; 4— радиального типа; 5— с изогнутым кристаллизатором и возрастающим радиусом изгиба (криволинейного типа); 6 — горизонтального типа; С — зона порезки заготовки; S — конец затвердевания
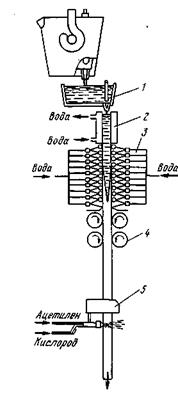
Рис. 23.14. Схема УНРС вертикального типа:
/ — промежуточный ковш; 2 —кристаллизатор;.3—вторичное охлаждение; 4 — тянущие валки; 5—газорезка
Повышение скорости разливки путем увеличения длины зоны кристаллизации на установках вертикального типа осуществить трудно, так как с увеличением высоты незакристаллизовавшегося столба металла растет и ферростатическое давление, что может привести к выпучиванию корочки слитка и ее разрушению. Нежелательно также и увеличение высоты установки.В настоящее время УНРС вертикального типа почти не строят. Исключение составляют установки для разливки специальных сталей, слитков специальных профилей, пустотелых трубных заготовок и т. п. Стремление уменьшить высоту привело к созданию УНРС вначале радиального, затем криволинейного и горизонтального типов.
Использование УНРС радиального и криволинейного типов (т. е. с изгибом заготовки в процессе кристаллизации), у которых неполностью затвердевшая заготовка выходит на горизонтальный участок, позволяет значительно повысить скорость разливки при крупных сечениях слитка, так как участок резки заготовки на мерные длины может быть расположен на дос таточно большом расстоянии от кристаллизатора (30—40м и более).
Рис. 23.15. Схема затвердевания непрерывного слитка:
1 — кристаллизатор (первичное охлаждение); 2 — подвод и отвод воды для охлаждения кристаллизатора; 3 — система вторичного охлаждения (форсунки для подачи воды на поверхность слитка); 4 — уровень жидкого металла в кристаллизаторе; 5—закристаллизовавшаяся часть слитка


Организация равномерного затвердевания непрерывнолитого слитка, изгибаемого в процессе кристаллизации, связана с решением ряда сложных проблем. Главной является то, что одновременно одна (внешняя) часть изгибаемой заготовки испытывает растягивающие напряжения, а другая (внутренняя) — сжимающие. Решением этой проблемы являются: а) рафинирование металла от вредных примесей (прежде всего примесей, снижающих прочность тонкой корочки кристаллизующегося слитка); б) разливка металла в строго определенном температурном интервале; в) соответствующий выбор оборудования.
Современная УНРС представляет собой сложный комплекс (рис. 23.16) технологического, механического, гидравлического и электронного оборудования, включающий: промежуточный ковш с приспособлениями (например, разделительными стенками) для исключения влияния подачи металла из большого ковша; скользящий затвор; удлиненный, опускаемый под уровень металла разливочный стакан; оборудование для продувки металла инертным газом; устройства для подачи шлаковых смесей на поверхность металла в кристаллизатор, алюминиевой проволоки в глубь металла, защитных газовых струй для предотвращения вторичного окисления; оборудование для электромагнитного перемешивания жидкого металла в кристаллизующейся заготовке, для обжатия и порезки затвердевшей заготовки; устройства для контроля процесса разливки и т. д.
Для вытягивания заготовки служит система роликов (роликовая проводка); ролики прижимаются к вытягиваемой заготовке посредством гидравлических механизмов. Прижатие роликов может осуществляться также при помощи пружинных механизмов. Помимо роликовой системы вытягивания слитка существует также система шагающих балок, при которой вытягивание (и одновременно вторичное охлаждение) осуществляется при помощи плоских кристаллизаторов, попеременно прижимающих выходящую из кристаллизатора заготовку и перемещающих ее вниз.
Наибольшее распространение получили УНРС с роликовой системой межуточный ковш — разливочный стакан требуются высококачественные огнеупоры разного состава (рис. 23.17). Особое качество огнеупоров необходимо для футеровки зоны падения струи (например, муллит). В зависимости от используемых огнеупорных материалов промежуточные ковши делят на три типа:
1. Нагреваемые перед разливкой до 1100 °С (теплые). На рабочую футеровку наносят слой магнезитовой защитной массы (в зонах максимального износа).
2. Нагреваемые газокислородной горелкой до >1500°С (горячие). Промежуточные ковши применяют при определенных технологических и металлургических условиях и футеруют высококачественным (~96 % MgO) магнезитовым кирпичом.
3. Неподогреваемые перед разливкой (холодные). В зоне контакта с расплавом в таких ковшах укладывают плиты из основных или кислых огнеупоров (рис. 23.18).
Высококачественные огнеупорные плиты (~85 % SiO2) имеют малую кажущуюся пористость (1,0—1,1 г/см3) и соответственно малую теплопроводность (0,20-0,25 Вт/(м • К)). Толщина плиты ~30мм. Использование армирующих волокон (например, асбеста) при изготовлении плит обеспечивает достаточную прочность. Соединительные грани плит выполняют уступами, которые при укладке двух соседних плит перекрываются. Швы дополнительно уплотняют быстротвердеющей обмазкой. Для подогрева металла используют электродуговые или плазменные установки.
На рис. 23.19 показаны другие варианты использования промежуточного ковша для подогрева металла в процессе разливки.
В современных конструкциях комплекса сталеразливочный ковш — промежуточный ковш — кристаллизатор предусмотрено исключение контакта металла с атмосферным воздухом. На рис. 23.20 показан один из
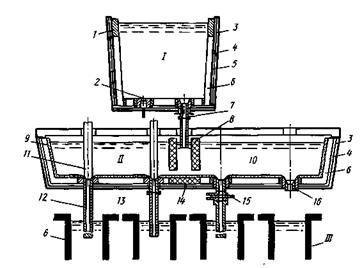
Рис. 23.17. Огнеупорные изделия, применяемые при непрерывной разливке стали:
/— сталеразливочный ковш; If— промежуточный ковш; III— кристаллизатор; 1 — шлаковая зона (например, магнезит); 2— пористый блок; 3 — изоляция; 4 — арматурный слой футеровки (например, доломит на смоляной связке); 5, 6— слои футеровки; 7—шиберный затвор с защитной трубкой; 8— перегородка; 9— защитное покрытие; 10— плиты холодного промежуточного ковша; 11— стопор-моноблок; 12— погружной стакан (цельный); 13 — то же, составной (из двух частей); 14— отбойная плита;)5 — шиберный затвор промежуточного ковша; 16— дозатор для разливки открытой струей

Рис. 23.18. Конструкция холодного промежуточного ковша:
I — футеровка; 2 — изоляционная плита; 3— кожух; 4 — изоляционный конус для защиты гнездового кирпича; 5—гнездовой кирпич; 6— дозатор
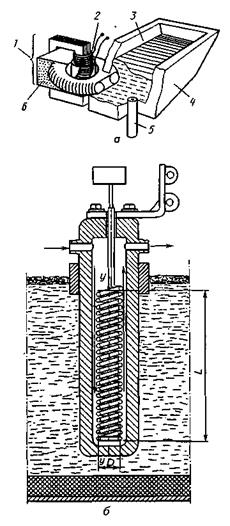
Рис. 23.19. Промежуточный ковш с системой подогрева:
а —с индуктором (/ — индуктор; 2— обмотка; 3 — жидкая сталь; 4— промежуточный ковш; 5—стакан; 6— футеровка); б — керамическое устройство с индукционными катушками, погружаемое в металл в ковше
простых (и наиболее распространенных) вариантов системы подачи металла в кристаллизатор. Хороших результатов достигают при аргонной защите струи. Важно так организовать эту защиту, чтобы получить желаемый результат при минимальном расходе аргона и обеспечить при этом ровную (без колебаний и всплесков) поверхность металла в кристаллизаторе.
На рис. 23.21 показаны другие варианты подвода аргона, в том числе и такие, которые помогают предотвратить затягивание канала оксидами алюминия и улучшают условия всплытия неметаллических включений в кристаллизаторе. Кроме того, продувка металла аргоном оказывает рафинирующее действие на расплав. При производстве заготовок крупного сечения для повышения качества заготовок (снижение ликвации и пористости в осевой зоне) может быть использован и такой прием, как продувка металла аргоном непосредственно в кристаллизаторе.
23.2.5. Кристаллизаторы. Важнейшим узлом УНРС является кристаллизатор, обеспечивающий интенсивный отвод тепла от кристаллизующейся стали и образование по периметру непрерывно формируемой корочки, которая на выходе из кристаллизатора должна выдерживать ферростатичес-кое давление жидкой фазы слитка. Кроме того, поверхность стенок кристаллизатора должна быть устойчивой к истиранию. Одним из важных критериев оценки материала, применяемого для изготовления стенок
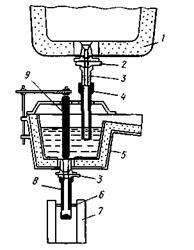
Рис. 23.20. Система подачи металла в кристаллизатор с защитой от воздействия атмосферы на струю металла:
/ — сталеразливочный ковш; 2—шиберный затвор; 3 — соединительный стакан; 4 — удлиненный стакан; 5—промежуточный ковш; 6— защитные смеси; 7—кристаллизатор; 8 — погружной стакан; 9— стопор 
Рис. 23.21. Способы подачи аргона в погружной стакан
кристаллизатора, является отношение коэффициента термического расширения  к коэффициенту теплопроводности
к коэффициенту теплопроводности  . Чем меньше это отношение / , тем более перспективным для изготовления кристаллизатора является материал: для меди / = 4,8 • 10 -8 м/Вт, для графита (1,5-2,6) • 10 -8 м/Вт, для алюминия 20,8 • 10 -8 м/Вт, для стали 21,6 • 10 -8 м/Вт. Обычно в качестве материала для изготовления кристаллизатора используют медь или графит. Для повышения стойкости и сохранения стабильности размеров кристаллизаторов стороны стенки, которые соприкасаются с металлом, покрывают тонким слоем материала, стойкого к истиранию. Наиболее часто внутреннюю поверхность медного кристаллизатора покрывают тонкими слоями вначале никеля, затем хрома.
. Чем меньше это отношение / , тем более перспективным для изготовления кристаллизатора является материал: для меди / = 4,8 • 10 -8 м/Вт, для графита (1,5-2,6) • 10 -8 м/Вт, для алюминия 20,8 • 10 -8 м/Вт, для стали 21,6 • 10 -8 м/Вт. Обычно в качестве материала для изготовления кристаллизатора используют медь или графит. Для повышения стойкости и сохранения стабильности размеров кристаллизаторов стороны стенки, которые соприкасаются с металлом, покрывают тонким слоем материала, стойкого к истиранию. Наиболее часто внутреннюю поверхность медного кристаллизатора покрывают тонкими слоями вначале никеля, затем хрома.
Для предотвращения прилипания корочки слитка к кристаллизатору и возможного при этом зависания слитка (и образования трещин) при помощи механизмов качания организуют непрерывное возвратно-поступательное движение кристаллизатора. Чтобы избежать появления на поверхности слитка грубых складок (следов качания), интенсивность качания должна быть очень высокой (на современных УНРС до 400 и более раз в минуту). Режим возвратно-поступательного движения обычно подчиняется синусоидальному закону. Хорошие результаты получены также при организации вибрации кристаллизатора.
Конструкции кристаллизаторов могут быть достаточно сложными. Например, для повышения производительности установок и уменьшения продолжительности простоев оборудования по ходу непрерывной разливки при необходимости можно изменять размеры отливаемой заготовки. Для этого потребуется изменить по ходу разливки сечение кристаллизатора. На рис. 23.22 приведены некоторые приемы, используемые на практике для изменения размеров заготовки без остановки оборудования. На рис. 23.23 показана конструкция регулируемого кристаллизатора, разработанная в НИИтяжмаш ПО «Уралмаш». Отличительной особенностью конструкции является П - образная форма широкой базовой стенки 7. В объемных боковинах 2 ее выполнены пазы, в которые входят шипы подвижной широкой стенки малого радиуса 3. Узкие стенки 4 подвешиваются на специальных скалках и шарнирно связаны с крючками толкателей двух червячно-винтовых механизмов, установленных в боковинах. Скалки воспринимают поперечное усилие от массы стенок и разгружают толкатели, которые работают только в тянуще-толкающем режиме. Сборочное усиление зажатия узких стенок между широки-
ми достигается при помощи пружин 5 на двух стяжках 6.
На внешней стороне широкой подвижной стенки малого радиуса находятся два регулируемых винтовых упора 7, через которые при помощи подвижной балки механизма качания 8, имеющей пружинно-гидравлический привод, создаются усилие зажатия узких стенок между широкими и прижатие всего кристаллизатора к базовым упорам механизма качания. Перед регулированием положения узких стенок кристаллизатор «распускается» при помощи обратного (по отношению к сжатию) хода подвижной балки механизма качания, имеющей захваты и оттягивающей подвижную широкую стенку малого радиуса. При этом снимается усилие зажатия с узких стенок, а базовая стенка остается неподвижной относительно базовых поверхностей механизма качания.
Регулирование конусности торцовых стенок и перенастройка их на другой (по ширине) диапазон заготовок осуществляются при помощи двух червячно-винтовых механизмов ручной настройки, смонтированных в боковинах базовой стенки. Ручные приводы этих механизмов при помощи специального ключа 9 позволяют раз-

Рис. 23.22. Варианты схем использования составных кристаллизаторов для изменения сечения заготовки без перерыва в литье (завод «Хирохата», Япония):
о —погружной стакан; б—кристаллизаторы; в —заготовка; /—уменьшение ширины; Я—увеличение ширины; 1—4— стадии

Рис. 23.23. Кристаллизатор конструкции ПО «Уралмаш» делить перемещение верхнего и нижнего винтов
или, наоборот, одновременно перемещать их. Раздельное перемещение требуется для регулирования конусности. Одновременное перемещение верхнего и нижнего винтов позволяет настраивать кристаллизатор на требуемый диапазон слитков по ширине. Применение регулируемого кристаллизатора позволяет оперативно в зависимости от марки отливаемой стали и скорости разливки, а следовательно, от истинной усадки слитка регулировать положение (конусность) торцовых стенок, контролируя усадку формирующегося слитка непосредственно в установке. Это качество конструкции регулируемого кристаллизатора способствует уменьшению износа стенок, улучшению качества заготовок, увеличению межремонтного периода работы.
При разливке небольших серий плавок на различные по ширине сечения заготовки нет необходимости каждый раз менять кристаллизатор; настройку на другую ширину можно выполнять непосредственно в УНРС. В этом случае можно. уменьшить общее число (парк) кристаллизаторов.
На рис. 23.23 показано, что стенки кристаллизатора пронизаны отверстиями для его охлаждения водой. Существуют варианты организации охлаждения стенок, в том числе так называемое струйное охлаждение. По некоторым данным, использование струйного охлаждения кристаллизаторов позволяет избежать появления продольных угловых трещин, увеличить скорость разливки и контролировать интенсивность отвода тепла. Современные установки позволяют получать непрерывнолитые заготовки сложной конфигурации. На рис. 23.24 и 23.25 показаны схема кристаллизатора для получения балочной заготовки и схема установки форсунок вторичного охлаждения. Конструкторы имеют возможность создавать новые конструкции УНРС с учетом новых технологий разливки, а также их различные комбинации для получения новых конструкционных материалов. Например, на рис. 23.26 показаны варианты а, б технологии получения биметаллов при одновременной разливке стали двух разных марок.
Все большее распространение получают агрегаты, предназначенные для получения особых видов продукции, например трубной заготовки (рис. 23.27). Имеются и более сложные установки. В качестве примера приведем так называемую центробежную или роторную разливку. На установках такого типа питание вращающегося кристаллизатора цилиндрической формы жидким металлом осуществляется эксцентрично под углом к вертикали. Под действием центро-

Рис. 23.24. Кристаллизатор для балочной заготовки

Рис. 23.25. Вторичное
охлаждение балочной
заготовки

Рис. 23.26. Варианты получения биметаллов методами непрерывной
разливки

Рис. 23.27. Схема непрерывного литья полых цилиндрических слитков при разной (а, 6) организации вторичного охлаждения:
/ — кристаллизатор; 2— слиток; 3— система вторичного охлаждения
бежных сил, возникающих в расплаве при его вращении, получается затвердевшая поверхностная корочка высокого качества; неметаллические включения (имеющие меньшую плотность) перемещаются при вращении к центру заготовки, откуда сравнительно легко удаляются. Вращение слитка обеспечивает ускоренное и равномерное охлаждение, улучшает смазку, облегчает процесс резки. Ускоренная кристаллизация дает возможность использовать кристаллизатор меньшей высоты.
23.2.6. Горизонтальные УНРС. Создание установок горизонтального типа позволяет решать ряд как экономических, так и организационных проблем: 1) снижение капитальных затрат; 2) возможность размещения установок в действующих цехах, так как для этого не требуется строительство колодцев и башен; 3) уменьшение эксплуатационных затрат благодаря удобству обслуживания, так как все оборудование расположено на уровне пола цеха; 4) возможность совмещения установки непрерывной разливки с прокатным станом.
Действующие конструкции горизонтальных УНРС созданы трудом металлургов многих стран; в числе первых были работы советских специалистов. В 70-е годы в СССР начали работать УНРС горизонтального типа, разработанные УкрНИИметом (рис. 23.28). Практика работы УНРС такого типа показала, что горизонтальные УНРС лучше выполнять наклонными. Некоторый наклон улучшает условия удаления газов из кристаллизатора при заливке первой порции металла, а также улучшает процесс окончания разливки. При строго горизонтальном положении кристаллизатора и опускании в конце разливки уровня мениска в металлоприемнике до верхней образующей кристаллизатора необходим этап прекращения разливки и ожидания полного затвердевания слитка. Не имеющие этого недостатка наклонные УНРС обычно также называют установками горизонтального типа.
В настоящее время в мире работают десятки горизонтальных УНРС различных конструкций. Наиболее распространены конструкции, у которых процесс получения заготовки основан на принципе периодического ее вытягивания из неподвижного кристаллизатора, жестко соединенного через торцовую стенку с металлоприем-ником. Организация управления циклом вытягивание—обратный ход на отдельных установках различается. Частота цикла достигает 200 цикл/мин (иногда до 300 цикл/мин, что требует особого внимания к качеству изготовления оборудования).
Ответственными узлами горизонтальной УНРС (ГУНРС) являются ме-таллоприемник, кристаллизатор и соединение металлоприемника с кристаллизатором. Вместимость и конструкция металлоприемника должны

Рис. 23.28. Схема горизонтальной УНРС конструкции УкрНИИмета:
1 — металлоприемник; 2 — пористая пробка для продувки металла инертным газом; ^—кристаллизатор; 4— индуктор
обеспечить: 1) стабильную подачу металла в кристаллизатор; 2) условия для всплытия неметаллических включений; 3) предотвращение вторичного окисления металла; 4) возможность прекращения подачи металла в кристаллизатор в любой момент разливки (прекращение разливки, аварийная ситуация и т. п.). Для ГУНРС разных конструкций используют различные технологии, такие, например, как индукционный подогрев металла, подача сверху инертного газа (и для предотвращения окисления поверхности металла, и для повышения при необходимости ферростатического давления), перемешивание металла (продувкой аргоном или при помощи индукторов), применение затворов шиберного или иного типа и т.п., увеличение вместимости металлоприемника (до >10 т) и др.
На рис. 23.29 показана схема металлоприемника ГУНРС, снабженного шиберным затвором, индуктором и крышкой. Одной из наиболее ответственных деталей ГУНРС является так называемое разделительное кольцо, соединяющее металлоприемник с кристаллизатором. К материалу этой детали предъявляют особо высокие требования, поскольку кроме высокой точности размеров эта деталь должна обладать высокой термической стойкостью, стойкостью к разрушениям, налипанию металла и включений, низким температурным коэффициентом линейного расширения и другими свойствами. Обычно для изготовления разделительных колец используют такие дорогостоящие и дефицитные материалы, как порошки нитрида бора (BN), иногда нитрида кремния (813НО, испытывают новые материалы типа SIALON (81хА1/Жг). Затраты на изготовление и эксплуатацию разделительных колец существенно влияют на экономичность работы ГУНРС. Более дорогостоящим, чем для обычных УНРС, является и кристаллизатор ГУНРС. Типы и конструкции кристаллизаторов различны. На некоторых ГУНРС используют кристаллизаторы с несколькими (например, тремя) зонами теплоотвода. Первая зона — кольцо из нитрида бора, вторая (образование корочки заготовки) — из мед но-бериллиевого сплава с высокой твердостью и износостойкостью, третья—графитовая вставка. Поскольку теплопроводность графита ниже, чем меди, обеспечивается равномерное распределение температур по сечению заготовки. Графит уменьшает также силы трения между заготовкой и кристаллизатором.
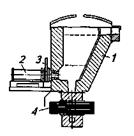
Рис. 23.29. Металлоприемник ГУНРС конструкции фирмы «ФЕСТ-Альпине»:
/ — корпус; 2 — кристаллизатор; 3 — шиберный затвор; 4 — индуктор для подогрева металла
Схема образования корочки при кристаллизации в ГУНРС отличается от схемы, характерной для вертикальных кристаллизаторов (рис. 23.30). Более высокое, чем в вертикальных кристаллизаторах, ферростатическое давление обеспечивает лучший контакт с металлом горизонтального кристаллизатора. В связи с этим интенсивность отвода тепла от металла в горизонтальном кристаллизаторе выше (примерно в 1,5 раза); соответственно длина горизонтальных кристаллизаторов обычно меньше, чем вертикальных (коэффициент затвердевания стали в горизонтальных кристаллизаторах достигает 26—30 мм/мин0,5).
Конструкции ГУНРС непрерывно совершенствуются. На рис. 23.31 показана схема ГУНРС, разработанная
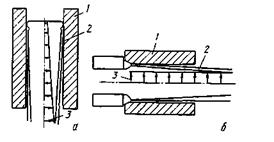
Рис. 23.30. Распределение ферростатического давления в вертикальном (а) и горизонтальном (б) кристаллизаторах:
1 — кристаллизатор; 2— корочка слитка; 3— ферростатическое давление
1/П 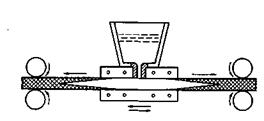
Рис. 23.31. Схема ГУНРС с двусторонним
вытягиванием заготовки конструкции
ВНИИметмаша
ВНИИметмашем. Особенностью установки является то, что в ней фронт кристаллизации перемещается не в одном направлении, как у обычных установок, а в двух, причем противоположных, направлениях. Такой способ разливки исключает образование неравномерной структуры заготовки. Медный водоохлаждаемый кристаллизатор совершает возвратно-поступательные движения. Скорость вытягивания заготовки регулируют таким образом, чтобы фронт кристаллизации начинался на некотором расстоянии от отверстия питателя. Общая длина кристаллизатора при отливке заготовок сечением 150x150 мм составляет 1200—1500мм. После выхода из кристаллизатора заготовка попадает в зону вторичного охлаждения душирующего типа. Установка получила название «Горизонт».
23.2.7. Разливка под давлением заключается в подаче жидкой стали вверх в кристаллизатор для получения заготовки. Жидкий металл проталкивают (выдавливают) в этот кристаллизатор из ковша, помещаемого в камеру высокого давления, через специальный патрубок. Кристаллизаторы на таких действующих установках водоохлаж-даемые графитовые. На заводе фирмы Greusot- Loire Ind. (Франция) такие установки, работающие с 1988 г., используются для получения слябов из специальных сталей толщиной до 400 мм. Сравнительно небольшой объем производства на данном заводе (около 100 тыс. т в год) делает нерентабельным установку обычных УНРС.
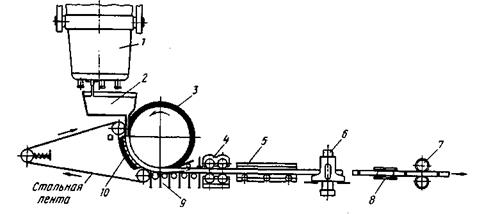
23.2.8. Установки валкового, ленточного или конвейерного типа. На установках данного типа кристаллизующийся металл движется вместе с кристаллизатором и скольжение оболочки слитка (заготовки) относительно кристаллизатора отсутствует. Начало инженерных изысканий в этом направлении положил еще Г. Бессемер, предложивший 130 лет назад установку (рис. 23.32) непосредственного получения стальной ленты (штрипса) толщиной 2,5 мм при разливке металла между двумя вращающимися водоох-лаждаемыми цилиндрами диаметром 1220мм каждый (так называемая бесслитковая прокатка). Практические трудности реализации процессов такого типа оказались в то время труднопреодолимыми. Однако в последнее время процесс непрерывной разливки тонких слябов получил широкое распространение: разработаны различные варианты конструкций подвода металла к валкам (водоохлаждаемым цилиндрам)—рис. 23.33.
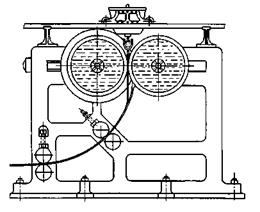
Рис. 23.32. Установка непрерывной разливки
(«бесслитковой прокатки») конструкции
Г. Бессемера

Рис. 23.33. Схема одновалковой (а) и двухвалковой (б) УНРС для получения тонкого листа

Рис. 23.34. Схема разливочной машины инженера М. Ф. Голдобина
Вариант такого рода установок— УНРС конвейерного или «гусеничного» типа. Одной из первых установок конвейерного типа была установка инженера М. Ф. Голдобина (рис. 23.34), спроектированная в 1946 г. и построенная в 1950 г.
На установках ленточного типа металл из ковша через металлоприемник непрерывно поступает в пространство между бесконечной лентой и колесом. Внутренняя поверхность ленты и внешний обод колеса представляют собой кристаллизатор, в котором непрерывно заливаемая сталь должна успеть закристаллизоваться. Установки такого типа используют для получения профилей небольшого сечения (например, проволоки или тонкой ленты). На рис. 23.35 показана схема установки для непосредственного получения тонких слябов толщиной от 20 до 80 мм, шириной 600 мм из углеродистых и коррозионностойких сталей в конвертерном цехе одного из заводов Японии.
Металл получают в 250-т конвертере, затем из 250-т ковша переливают в 50-т ковш, из которого последовательно заглубленной струей он попадает в большой (8 т) и малый (2 т) промежуточные ковши, затем поступает на двухленточную УНРС (струю металла защищают от окисления аргоном). Металл затвердевает в зазоре между двумя бесконечными водоохлаждае-мыми лентами. Скорость выхода получаемого листа составляет 4—6 м/мин (максимальная —15 м/мин). По име-

Рис. 23.35. УНРС ленточного типа системы Hazelett (завод Kashima, Япония):
1 — сталеразливочный ковш; 2 — промежуточный ковш; 3 — металлоприемник; 4— направляющие ролики; 5 — тянущие ролики; 6— кислородная резка; 7— зона вторичного охлаждения
ни разработчика Р. В. Хазелетта схема известна как Hazelett-схема (или Hazelett/Krupp). Установка действует с 1983 г. Первый опыт эксплуатации установок такого типа1 показал, что для их успешной работы необходимо иметь металл стандартно высокого качества, высокий уровень организации контроля и автоматизации. Результаты работы современных УНРС позволили сделать дальнейший шаг — разрабо тать технологии совмещения непрерывной разливки и прокатки
1 За рубежом они получили название установка TSCC (от англ, thin-slab-continuous-casting)..
23.2.9. Совмещение непрерывной разливки с прокаткой. Совмещение непрерывной разливки с обработкой давлением обеспечивает экономию электроэнергии, необходимой для подогрева заготовок перед прокаткой, и повышение производительности благодаря снижению потерь. При этом оказалось, что даже небольшая степень обжатия положительно влияет на качество металла: при деформации >0,5 мм/м заметны снижение ликвации в центре заготовки и улучшение ее качества. При совмещении непрерывной разливки с прокаткой достигаются: 1) повышение производительности, экономия производственных площадей и расходов на транспортировку заготовок из разливочного отделения в прокатный цех; 2) снижение расхода топлива и энергии вследствие исключения (или уменьшения) энергетических затрат на нагрев заготовки перед прокаткой; 3) улучшение качества стали даже при небольшом обжатии непрерывного слитка.
Производительность современных прокатных станов существенно выше пропускной способности установок непрерывной разливки, поэтому главной проблемой, возникающей при совмещении непрерывной разливки с прокаткой, является изыскание такой системы охлаждения и такой конструкции кристаллизатора, которые обеспечивают выход непрерывного слитка со скоростью, достаточной для нормальной загрузки современного непрерывного прокатного стана. Максимальная скорость непрерывной разливки (и соответственно скорость скольжения корочки слитка по стенкам медного кристаллизатора), достигнутая на современных установках, составляет 4—5 м/мин, что намного ниже скорости движения заготовки в прокатном стане.
Разработка совмещенного процесса непрерывная разливка—прокатка ведется в двух направлениях:
1. Установка системы прокатных валков непосредственно на пути движения заготовок (рис. 23.36).
2. Порезка заготовок на мерные длины, пропуск горячих заготовок че-
рез дополнительное нагревательное устройство (пламенный или индукционный нагрев) и дальнейшее движение непосредственно в прокатный стан.
Крупные комплексы такого типа действуют на ряде заводов мира; их производительность колеблется от сотен тысяч до 2 млн. т заготовок в год. Передача непрерывнолитых заготовок на прокатный стан без промежуточного нагрева получила название прямая прокатка. Для обеспечения надежной работы комплекса непрерывная разливка—прокатка необходимо обеспечить получение бездефектных заготовок, позволяющее исключить операции их охлаждения, осмотра, зачистки и нагрева перед прокаткой. Для этого требуются металл высокого качества с минимальным содержанием вредных примесей и включений, прошедший комплексную внепечную обработку, а также высокий уровень организации контроля за ходом процесса разливки и прокатки. При обжатии необходимо определенное соотношение сжимающих и растягивающих напряжений для обеспечения удовлетворительного качества заготовок. При организации прокатки непрерывнолитых заготовок на таких комплексах приходится учитывать, что в отличие от обычных условий в данном случае температура внутренней части заготовки выше, чем наружной. Она настолько высока, что сопротивление деформации внутренних частей заметно ниже, чем наружных. Это различие особенно заметно в случае обжатия заготовки с еще жидкой сердцевиной. С одной стороны, это позволяет уменьшить мощность обжимных клетей при уменьшении числа проходов, с другой — ставит ряд таких проблем обеспечения качества проката, многие из которых находятся еще в стадии решения.
Одной из них является, например, проблема компенсации снижения температуры поверхности (вследствие интенсивного ее охлаждения) угловых частей заготовки и предотвращение вследствие возникающих напряжений образования трещин, в том числе угловых, продольных, поперечных и т. п. Накопленный опыт свидетель-
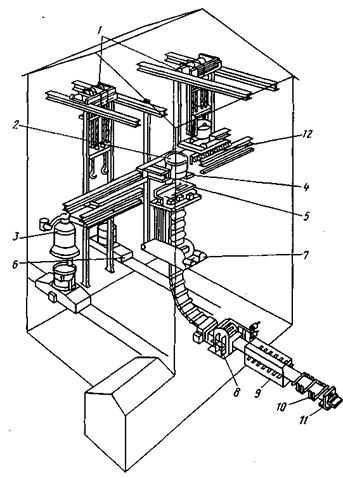
Рис. 23.36. Схема УНРС, совмещенной с прокаткой:
1 — подъемник сталеразливочного ковша; 2 — сталеразливочный ковш; 3 — одна из двух установок вакуумирования; 4 — промежуточный ковш на тележке; 5—кристаллизатор; 6— тележка для транспортирования сталеразливочного ковша; 7—тянущие валки; 8— правильная машина; 9—подогревательная печь; 10— обжимной стан; 11 — газорезка; 12— разливочная
тележка
ствует о том, что для обеспечения гарантированного высокого качества заготовки необходимо проведение следующих мероприятий:
1. Совершенствование технологии выплавки стали и предотвращение попадания конечного шлака в ковш при выпуске.
2. Вакуумная обработка стали.
3. Продувка металла в ковше аргоном.
4. Защита струи металла между ста-леразливочным и промежуточным
ковшами от взаимодействия с воздухом.
5. Увеличение глубины промежуточного ковша для улучшения условий всплытия включений.
6. Применение погружного стакана, обеспечивающего вымывание включений с внутренней поверхности кристаллизующейся корочки.
7. Обеспечение равномерной подачи флюса в кристаллизатор.
8. Продувка аргоном в стакане промежуточного ковша.
9. Контроль, автоматика и оборудование, обеспечивающие постоянный уровень (±3 мм) металла в кристаллизаторе.
10. Обеспечение строгой соосности (в пределах <0,5 мм) кристаллизатора и верхней секции направляющих роликов.
11. Высокая частота качаний кристаллизатора.
12. Обеспечение равномерного охлаждения по ширине и длине заготовки.
13. Применение электромагнитного перемешивания жидкой сердцевины заготовки.
14. Пропуск отлитых заготовок (например, слябов) по рольгангу через теплообменник, что обеспечивает стандартные условия охлаждения заготовки на пути к прокатному стану (одновременно утилизируется теряемое тепло, которое используют для получения низкотемпературного пара).
Перечисление этих мероприятий показывает, что работа методом прямой прокатки возможна лишь при комплексном использовании методов внепечной обработки металла, усовершенствовании оборудования для непрерывной разливки, контроле процесса разливки и автоматизации управления всеми операциями.
Одна из технических проблем, возникшая при совмещении разливки и прокатки, — трение корочки кристаллизующегося слитка о стенки кристаллизатора.
Поиски технических решений, позволяющих устранить (или существенно уменьшить) трение при скольжении корочки слитка о стенки кристаллизатора и обеспечивающих возможность повышения скорости разливки, привели к созданию так называемых литейно-прокатных комплексов. Одно из технических решений было предложено металлургами Японии, создавшими колесно-ленточный агрегат, названный ими роторным. Агрегат (рис. 23.37) включает вращающееся ленточное колесо диаметром 3 м с выемкой трапецеидального сечения на ободе и прижимаемую к ободу на участке около 90° бесконечную стальную ленту, которые образуют таким образом кристаллизатор длиной 1,8м. Благодаря большей (в 2,5 раза), чем обычно, длине кристаллизатора и относительной неподвижности заготовки и кристаллизатора производительность такой установки существенно выше производительности установок традиционного типа. На выходе с колеса заготовку разгибают по плавной траектории при помощи водоохлаждаемого клина и ряда роликов. Затем заготовка проходит через правильное устройство, зону форсуночного охлаждения, устройство для выравнивания температуры по сечению и поступает в обжимную клеть, формирующую из трапецеидальной (площадь поперечного сечения 18500мм2) квадратную (сечением 120х 120мм) заготовку. В процессе обжатия скорость выхода заготовки повышается с 4,2 до 5,5 м/мин. Экономичность работы установки обеспечивается высокой ее произво-
Рис. 23.37. Колесно-ленточная УНРС, совмещенная с прокатным станом конструкции Hitachi (Япония):
1 — сталеразливочный ковш; 2 — промежуточный ковш; 3— литейное колесо; 4 — тянущие ролики; 5 —зона выравнивания температуры; 6— ножницы; 7— горизонтальная клеть; 8— вертикальная клеть; 9— направляющие велики: 10— охлаждение ленты
дительностью, 100%-ной экономией затрат на энергию и огнеупоры для нагрева заготовок, повышением сквозного выхода годного до 99 %.
Date: 2016-05-25; view: 813; Нарушение авторских прав