Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Контрольное задание П.3.2
|
|
Омский государственный технический университет
Кафедра «Технология машиностроения»
Расчетно-графическая работа
По дисциплине: «Технологическая оснастка»
Тема: «Расчет погрешности базирования»
Контрольные задания П 3.2; П 3.4 Вариант №9
Выполнил: Студент группы ЗКТО-121
_________________Щевелин Д.Г.
Марта 2016г.
Проверил: Доцент
_________________Мальцев В.Г.
Омск 2016
Контрольное задание П.3.2
Задача П.3.2. На сверлильном станке с ЧПУ при неизменной его размерной настройке обрабатывается партия заготовок (рис.1). В процессе сверления отверстия 1 и рассверливания отверстия 2 выдерживаются размеры  –
–  . Размеры
. Размеры  –
–  получены на предыдущих этапах изготовления детали.
получены на предыдущих этапах изготовления детали.
Определить погрешность базирования для выдерживаемых размеров. Для каждого из данных размеров сопоставить его допуск с соответствующей погрешностью базирования и сделать общее заключение о возможности обеспечения точностных требований к выдерживаемым размерам при данной схеме базирования и данном варианте простановки размеров, определяющих положение получаемых поверхностей. Если требуемая точность обработки не обеспечивается, то внести предложения, направленные на ее обеспечение.
Решение задачи следует сопровождать соответствующими геометрическими построениями, поясняющими причину возникновения погрешности базирования. Искомые погрешности должны быть представлены на рисунке геометрических построений соответствующими отрезками.
Исходные данные задачи приведены в табл.1. При вычерчивании схем принять следующее соотношение для номинальных размеров:
= 0,8  .
.
Таблица 1
Исходные данные для задачи П.3.2
| Параметры, мм | |||||||||
| S1 | S2 | S3 | А1 | А2 | А3 | А4 | А5 | А6 | А7 |
| 120h12 | 150h12 | 190h12 | 71js12 | 48js11 | 120js12 | 28H13 | 71H13 | 48H12 | 14H11 |
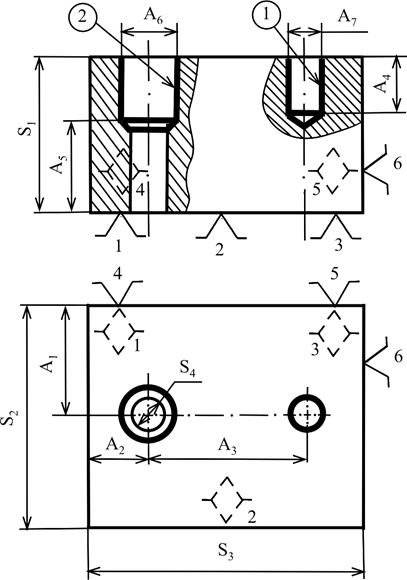
Рисунок 1. Схема определения погрешности базирования для размеров А1-А7 на основе теории размерных цепей
Измерительной базой выдерживаемого размера Основываясь на положениях теории РЦ, определим погрешность базирования для размера
где V2 – технологический размер измерительной базы выдерживаемого размера
С2 – технологический размер конструктивного элемента выдерживаемого размера
Рисунок 3. Расчетная схема размерной цепи Поскольку каждый
C учетом соотношения [1] OC2=0 Тогда:
Решим задачу геометрически (рис. 2). Так, на рис. 2 ИБ (А2) займет крайнее левое положение, когда на обработку поступит заготовка с размером S3 =S3max, и крайнее правое – при S3 =S3min, это обусловит колебание размера A2 в пределах от A2min до A2max. Погрешность базирования равна: EбА2= А2max - А2min= S3max - S3min = TS3= 0,46мм. Допуск на размер А2 (из таблицы 1): TA2 = 0.16мм. Требуемая точность обработки не обеспечивается. Следует поместить еще одну опорную точку 7 (рис.2) для совмещения технологической и измерительной баз выдерживаемого размера А2. В этом случае погрешность базирования равна 0. Измерительной базой для размера Определим погрешность базирования для размера
где V4 – технологический размер измерительной базы выдерживаемого размера С4 – технологический размер конструктивного элемента выдерживаемого размера
Рисунок 4. Расчетная схема размерной цепи C учетом соотношения [1] OC4 = 0 Тогда:
Решим задачу геометрически (рис. 2). Так, на рисунке 2 ИБ (А4) займет крайнее верхнее положение, когда на обработку поступит заготовка с размером S1 =S1max, и крайнее нижнее– при S1 =S1min, это обусловит колебание размера A4 в пределах от A4min до A4max. Погрешность базирования равна: EбA4 = A4max – A4min = S1max – S1min = TS1 = 0,35 мм. Допуск на размер А4 (из табл. 1): TA4 = 0,33 мм. Требуемая точность обработки обеспечивается. Измерительной базой выдерживаемого размера Измерительной базой для размера
|
 (ИБ (
(ИБ ( . Поскольку эта плоскость является одновременно и ТБ (
. Поскольку эта плоскость является одновременно и ТБ ( = 0.
= 0. . Из размерной цепи (рис.3), звеньями которой являются размеры
. Из размерной цепи (рис.3), звеньями которой являются размеры  ,
,  ,
,  (причем размер
(причем размер  = OС2+ OV2,
= OС2+ OV2,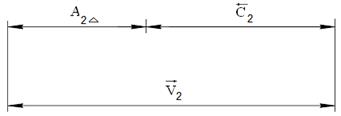
 размер будет определять взаимное положение соответствующих ему двух элементов, которые у всех обработанных заготовок партии будут занимать одинаковое и строго определенное взаимное положение, то поле рассеяния такого размера, которое можно истолковывать как его допуск, будет равно нулю, т.е.:
размер будет определять взаимное положение соответствующих ему двух элементов, которые у всех обработанных заготовок партии будут занимать одинаковое и строго определенное взаимное положение, то поле рассеяния такого размера, которое можно истолковывать как его допуск, будет равно нулю, т.е.: (1)
(1) =
=  =0,46 мм
=0,46 мм ,
,  ,
,  (причем размер
(причем размер  = OC4+ OV4.
= OC4+ OV4.
 =
=  = 0,35 мм.
= 0,35 мм. (ИБ (
(ИБ ( . Поскольку эта плоскость является одновременно и ТБ (
. Поскольку эта плоскость является одновременно и ТБ ( = 0.
= 0. (ИБ (
(ИБ ( = 0.
= 0. . Заготовки устанавливаются в центрах (на рис.5 графическое обозначение установочных устройств отвечает ГОСТ 3.1107-81: со стороны передней бабки (слева) находится неподвижный в осевом направлении центр, со стороны задней бабки (справа) – подвижный в осевом направлении вращающий центр).
. Заготовки устанавливаются в центрах (на рис.5 графическое обозначение установочных устройств отвечает ГОСТ 3.1107-81: со стороны передней бабки (слева) находится неподвижный в осевом направлении центр, со стороны задней бабки (справа) – подвижный в осевом направлении вращающий центр). ,
,  и центровые с диаметром
и центровые с диаметром  ), выполняются на предыдущих этапах изготовления детали. При обработке используется поводковый патрон.
), выполняются на предыдущих этапах изготовления детали. При обработке используется поводковый патрон. -
-  . Для каждого из этих размеров сопоставить его допуск с соответствующей погрешностью базирования и сделать общее заключение о возможности обеспечения точностных требований к выдерживаемым размерам при данной схеме базирования и данном варианте простановки размеров, определяющих положение получаемых поверхностей. Если требуемая точность обработки не обеспечивается, то внести предложения, направленные на ее обеспечение.
. Для каждого из этих размеров сопоставить его допуск с соответствующей погрешностью базирования и сделать общее заключение о возможности обеспечения точностных требований к выдерживаемым размерам при данной схеме базирования и данном варианте простановки размеров, определяющих положение получаемых поверхностей. Если требуемая точность обработки не обеспечивается, то внести предложения, направленные на ее обеспечение.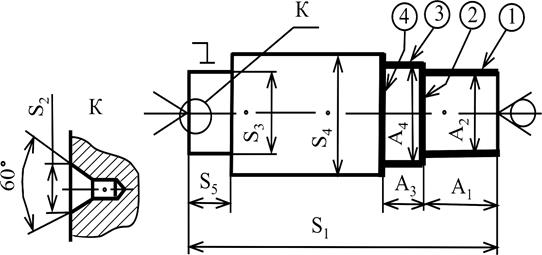
Определим погрешность базирования для размера  . Из размерной цепи (рис.5), звеньями которой являются размеры
. Из размерной цепи (рис.5), звеньями которой являются размеры  ,
,  ,
,  (причем размер выступает в качестве замыкающего звена этой цепи), следует:
(причем размер выступает в качестве замыкающего звена этой цепи), следует:
 = OC1+ OV1.
= OC1+ OV1.
где V1 – технологический размер измерительной базы выдерживаемого размера  ;
;
С1 – технологический размер конструктивного элемента выдерживаемого размера .

Рисунок 7. Расчетная схема размерной цепи
C учетом соотношения [1] OC1 = 0
Тогда:
=  .
.
Допуск  можно установить из рассмотрения производной размерной цепи (рис. 8) (производной называют РЦ, замыкающим звеном которой является одно из составляющих звеньев основной РЦ).
можно установить из рассмотрения производной размерной цепи (рис. 8) (производной называют РЦ, замыкающим звеном которой является одно из составляющих звеньев основной РЦ).
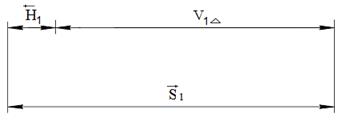
Рисунок 8. Расчетная схема размерной цепи
Из РЦ, звеньями которой являются размеры  ,
,  и дополнительно введенный размер
и дополнительно введенный размер  , следует
, следует
= =  +
+  .
.
Найдем геометрически, для этого рассмотрим рисунок 9.
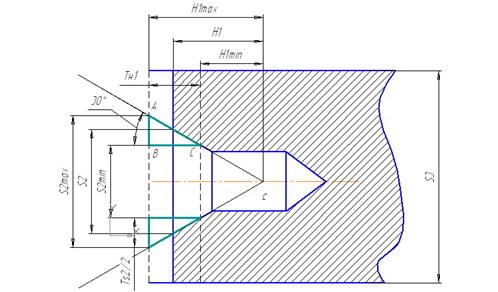
Рисунок 9. Вид К в увеличенном масштабе
Н1 займет крайнее левое положение и, следовательно, размер  получится наибольшим, если обработке будет подвергнута заготовка, имеющая размер
получится наибольшим, если обработке будет подвергнута заготовка, имеющая размер  =
=  , если обработке будет подвергнута заготовка, имеющая размер =
, если обработке будет подвергнута заготовка, имеющая размер =  , то Н1 займет крайнее правое положение, что обусловит получение наименьшего значения выдерживаемого размера .
, то Н1 займет крайнее правое положение, что обусловит получение наименьшего значения выдерживаемого размера .
Найдем геометрически (см. рис.9), рассмотрев треугольник АВС.
 ,
,
 ,
,
AC = TS2 = 0,18 мм.
Получим:
BC =  /2 * 0,18 = 0,15 мм.
/2 * 0,18 = 0,15 мм.
С учетом полученного:
= = + =0,4+0,15=0,55 мм.
Допуск на размер А1 (из таблицы 2):
TA2 = 0,62 мм.
Требуемая точность обработки не обеспечивается. С целью уменьшения погрешности базирования следует поместить еще одну опорную точку 1 (рис.6). В этом случае погрешность базирования для размера S2 равна 0. Погрешность базирования для размера А1 уменьшится.
Решим задачу геометрически (рис.6). ИБ () займет крайнее правое положение и, следовательно, размер получится наибольшим, если обработке будет подвергнута заготовка, имеющая следующую совокупность предельных размеров: =  ,
,  = . Если на обработку поступит заготовка с размерами =
= . Если на обработку поступит заготовка с размерами =  , = , то ИБ () займет крайнее левое положение, что обусловит получение наименьшего значения выдерживаемого размера .
, = , то ИБ () займет крайнее левое положение, что обусловит получение наименьшего значения выдерживаемого размера .
Измерительной базой выдерживаемого размера  (ИБ ()) является центральная ось. Поскольку эта ось является одновременно и ТБ (), то она будет занимать неизменное положение в системе координат станка при обработке любой из заготовок партии. Следовательно поле рассеяния такого размера, представляющее собой его погрешность базирования, будет равно нулю, т. е.
(ИБ ()) является центральная ось. Поскольку эта ось является одновременно и ТБ (), то она будет занимать неизменное положение в системе координат станка при обработке любой из заготовок партии. Следовательно поле рассеяния такого размера, представляющее собой его погрешность базирования, будет равно нулю, т. е.  = 0.
= 0.
Измерительной базой для размера  (ИБ ()) будет поверхность КЭ (), образующаяся на данном установе. Положение этой поверхности относительно ТБ () у всех заготовок партии будет одинаковым, что и обусловит нулевую погрешность базирования по отношению к размеру , т.е.
(ИБ ()) будет поверхность КЭ (), образующаяся на данном установе. Положение этой поверхности относительно ТБ () у всех заготовок партии будет одинаковым, что и обусловит нулевую погрешность базирования по отношению к размеру , т.е.  = 0.
= 0.
Измерительной базой выдерживаемого размера  (ИБ ()) является центральная ось. Поскольку эта ось является одновременно и ТБ (), то она будет занимать неизменное положение в системе координат станка при обработке любой из заготовок партии. Следовательно поле рассеяния такого размера, представляющее собой его погрешность базирования, будет равно нулю, т. е.
(ИБ ()) является центральная ось. Поскольку эта ось является одновременно и ТБ (), то она будет занимать неизменное положение в системе координат станка при обработке любой из заготовок партии. Следовательно поле рассеяния такого размера, представляющее собой его погрешность базирования, будет равно нулю, т. е.  = 0.
= 0.
Библиографический список:
1. Мальцев В.Г. «Расчет размерных цепей и погрешности базирования»
методические указания, Омск, ОмГТУ-2008 г.
2. ГОСТ 21495-76. Базирование и базы в машиностроении. Термины
и определения. – М.: Изд-во стандартов, 1987. – 36 с.
3. Допуски и посадки: справ.: в 2-х ч. Ч.1 / В.Д. Мягков [и др.]. – Л.:
Машиностроение. Ленингр. отд-ние, 1982. – 543 с.
4. Якушев, А.И. Взаимозаменяемость, стандартизация и технические измерения / А.И. Якушев. – М.: Машиностроение, 1986. – 352 с.
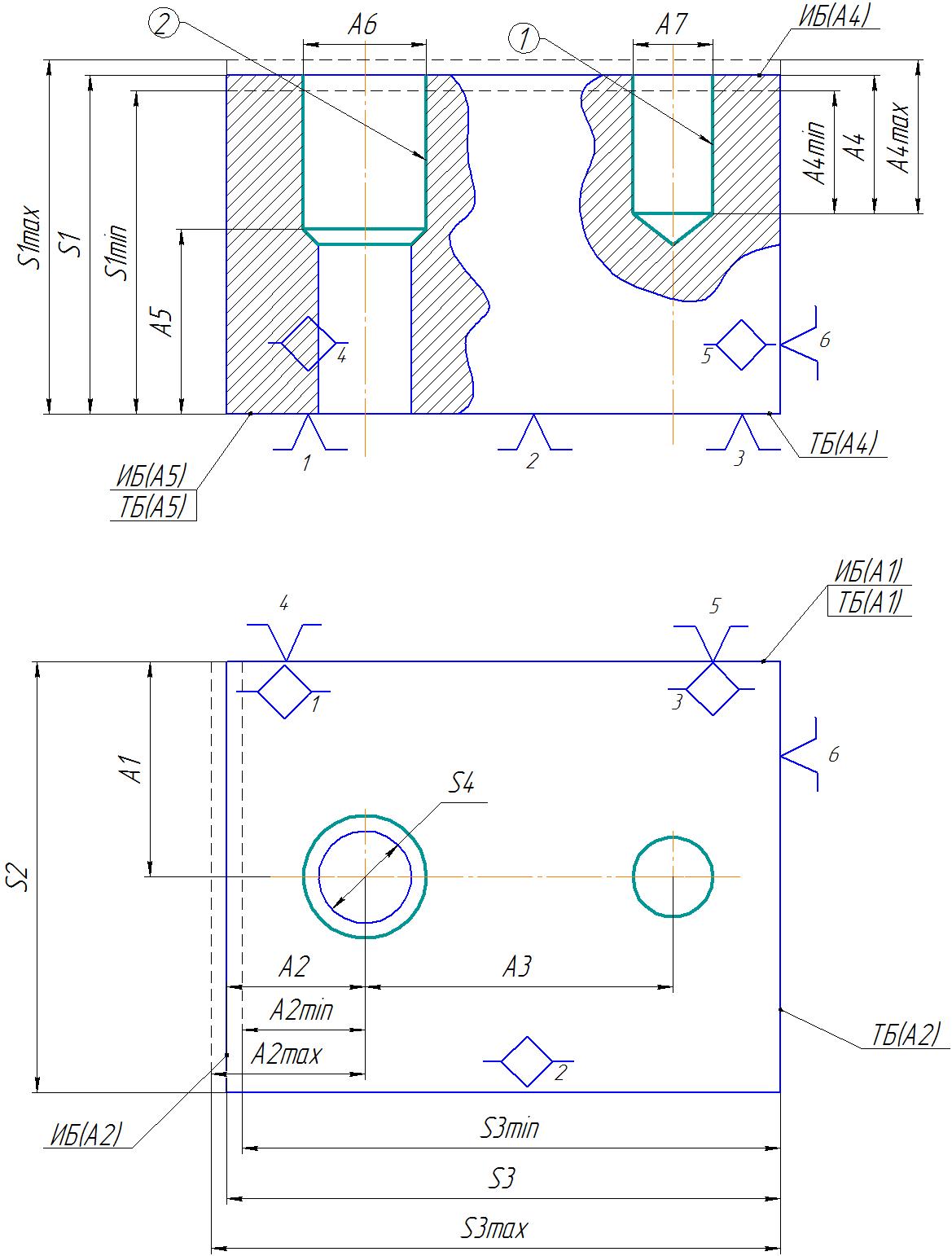
Рисунок 2. Схема определения погрешности базирования для размеров А1-А7 на основе чисто геометрического подхода
Таблица расчета погрешности базирования EбАi
Задачи П.3.2
| Выдерживаемый Размер Аi | Значение погрешности Базирования EбAi мм | Обоснование результата |
| А1 | ЕбА1 = 0 | ИБ(А1) и ТБ(А1) совпадают |
| А2 | ЕбА2 = 0,46 мм | ИБ(А2) и ТБ(А2) не совпадают |
| А3 | ЕбА3 = 0 | ИБ(А3) ось КЭ(А6) что обусловит нулевую погрешность |
| А4 | ЕбА4 = 0,35 мм | ИБ(А4) и ТБ(А4) не совпадают |
| А5 | ЕбА5 = 0 | ИБ(А5) и ТБ(А5) не совпадают |
| А6 | ЕбА6 = 0 | |
| А7 | ЕбА7 = 0 |
Таблица расчета погрешности базирования EбАi
Задачи П.3.4
| Выдерживаемый Размер Аi | Значение погрешности Базирования EбAi мм | Обоснование результата |
| А1 | ЕбА1 = 0,55 мм | ИБ(А1) и ТБ(А1) не совпадают |
| А2 | ЕбА2 = 0 | ИБ(А2) и ТБ(А2) совпадают |
| А3 | ЕбА3 = 0 | А3 является КЭ |
| А4 | ЕбА4 = 0 | ИБ(А4) и ТБ(А4) совпадают |
| <== предыдущая | | | следующая ==> |
| | | Особенности комплекса торгового маркетинга |
Date: 2016-05-18; view: 568; Нарушение авторских прав