Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Пример выполнения задания. 1 Деталь Шестерня изготавливается из стали 35Л – это литейная сталь; производство детали массовое, габаритные размеры: Ø 120х25 мм; средняя толщина
|
|
1 Деталь Шестерня изготавливается из стали 35Л – это литейная сталь; производство детали массовое, габаритные размеры: Ø 120х25 мм; средняя толщина стенки отливки – 20мм. (рисунок 1).
Поверхности детали, подвергающиеся механической обработке, условно обозначаются знаком  . Остальные поверхности механической обработке не подлежат, на что указывает знак
. Остальные поверхности механической обработке не подлежат, на что указывает знак  () в правом углу эскиза.
() в правом углу эскиза.
Для шестерни обрабатываемыми поверхностями являются: венец зубчатого колеса 1; отверстие 2; зубья 3.
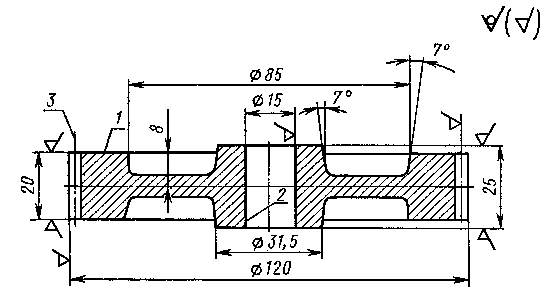
Рисунок 1 – Шестерня:
материал – сталь 35Л, производство – массовое
2 Для изготовления отливки шестерни подходят методы: литье в кокиль и центробежное литье на машинах с вертикальной осью вращения.
1) При литье в металлические формы (кокиль) расплавленный металл заливают в многократные металлические формы под действием сил тяжести расплава.
В качестве материала для металлических форм применяют серый чугун, углеродистую сталь, алюминиевые сплавы. Толщина стенок кокиля составляет от 20 до 100 мм и зависит от толщины стенок отливки.
Литьем в кокиль получают фасонные заготовки из серого, ковкого и высокопрочного чугунов, сталей, алюминиевых, магниевых и медных сплавов в массовом и крупносерийном производстве (блоки и головки блоков двигателей, поршни из алюминиевых сплавов, ступицы колес из ковкого чугуна, станины электродвигателей из серого чугуна, стойки плуга из высокопрочного чугуна, крышки, втулки из медных сплавов и др.).
Достоинства процесса:
- повышенные точность и качество поверхности отливки;
- повышенные механические свойства металла (кроме чугуна). Прочность возрастает на 50-70%, пластичность в 3-4 раза;
- отсутствие формовочных материалов и их переработки;
- резкое уменьшение отходов производства;
- высокая производительность в условиях массового производства: до 50 циклов в час на однопозиционных машинах, до 120 циклов в час на многопозиционных машинах и автоматических линиях;
- возможность полной автоматизации процесса.
- более благоприятные условия труда по сравнению с литьем в песчаные и оболочковые формы.
Недостатки процесса:
- образование отбела при литье серого и высокопрочного чугунов, анизотропность свойств по сечению отливок из других сплавов;
- низкая стойкость кокиля (100 - 2000 заливок) при литье черных сплавов (в то время как при литье цветных сплавов стойкость достигает 100 000 заливок);
- сложность получения тонкостенных отливок вследствие быстрого затвердевания металла;
- ограничение отливок по размерам (до 1000 мм) и массе (до 100 кг).
2) При центробежном способе литья расплавленный металл заливают во вращающуюся форму. Процессы заливки металла, а также его кристаллизации протекают под влиянием центробежных сил.
При необходимости во вращающуюся металлическую форму вставляют песчаные стержни, с помощью которых можно получать сложные наружные или внутренние поверхности отливки.
Для регулирования температуры металлических форм используют водяное, как правило, струйное охлаждение.
Центробежным способом получают тела вращения (кольца, втулки, гильзы цилиндров двигателей, заготовки для поршневых колец, вкладыши для подшипников, трубы, венцы, шестерни, бандажи, колеса, фланцы, шкивы, маховики), а также фасонные отливки из стали, чугуна, алюминиевых, магниевых, медных и цинковых сплавов.
При получении центробежным способом фасонных заготовок используют, как правило, песчано-глинистые, оболочковые формы, а также формы по выплавляемым моделям и др.
Масса литых заготовок при центробежном литье составляет от нескольких десятков грамм (при литье в резиновые формы) до 60т, диаметр - до 1500мм, длина - до 10м.
Достоинства центробежного литья:
- возможность получения пустотелых отливок без стержней;
- экономия металла (до 30 и более процентов) на литниковой системе;
- повышенные механические свойства наружных слоев отливки;
- возможность полной автоматизации и роботизации;
- относительно благоприятные условия труда.
Недостатки центробежного литья:
- низкие точность и качество внутренней поверхности отливок;
- высокая неоднородность структуры металла (ликвация);
- - низкая стойкость изложниц при литье черных сплавов;
- недостаточная производительность при литье небольших отливок на машинах с горизонтальной осью вращения (10…15 отливок в час);
- образование отбела при литье чугуна в металлические вращающиеся формы-изложницы.
3 Исходя из материала детали, типа производства шестерни оптимальным методом производства отливки будет литье в кокиль.
Так как необходимо получить высокую точность и высокое качество поверхности отливки, что возможно благодаря литью в кокиль. Отпадет необходимость в формовочных материалах, уменьшаются отходы производства. Достигается высокая производительность в условиях массового производства, появляется возможность полной автоматизации процесса. Условия труда более благоприятные по сравнению с литьем в песчаные и оболочковые формы.
4 Для обрубки литников, выпоров, прибылей и заливов применим пневматическое зубило, так как масса стальной отливки не велика. Технические данные: Длина с зубилом 300 – 400 мм. Масса ударника 0,2 – 0,6 кг. Частота ударов 1100 – 2120 в минуту. Производительность: До 15 – 20 м на швах толщиной 4 – 6 мм.
Для очистки пригара и улучшении чистоты поверхности отливки применим дробеметный ленточный барабан. Технические данные: Расход дроби 3 – 5 кг/т. Вместимость барабана 0,3 – 0,7 т. Диаметр барабана 0,7 – 1,2м. Производительность: до 4000кг.
Содержание отчета
1 Тема и цель работы;
2 Оснащение;
3 Задание, чертеж детали и ее анализ;
4 Выбор и описание нескольких методов литья для получения данной отливки;
5 Определение оптимального метода в зависимости от типа производства и материала детали;
6 Выбор оборудования для обрубки и очистки отливок;
7 Выводы по работе.
Контрольные вопросы
1 В чем сущность методов литья:
· в песчаные формы?
· в кокиль?
· центробежного?
· по выплавляемым моделям?
· в оболочковые формы?
· под давлением?
2 В чем сущность обрубки отливок, какие методы вы знаете?
3 В чем сущность очистки отливок, какие методы вы знаете?
Литература
1 Никифоров, В.М. Технология металлов и конструкционные материалы: Учебник для средних специальных учебных заведений. – 7-е изд., перераб и доп. / В.М. Никифоров. - Л.: Машиностроение, 1986.
2 Слесарчук, В.А. Материаловедение и технология материалов: учеб. пособие/ В.А. Слесарчук. – Минск: РИПО, 2012.
Таблица 3 – Варианты заданий к практической работе №7
| Вариант | Эскиз детали |
 Деталь – Серьга
Материал – Сталь 30Л
Производство - единичное
Деталь – Серьга
Материал – Сталь 30Л
Производство - единичное
| |
 Деталь – Фланец
Материал – СЧ10
Производство - единичное
Деталь – Фланец
Материал – СЧ10
Производство - единичное
| |
 Деталь – Ступица
Материал – Сталь 40Х
Производство - массовое
Деталь – Ступица
Материал – Сталь 40Х
Производство - массовое
|
Продолжение таблицы 3
 Деталь – Шестерня
Материал – Сталь 40
Производство - серийное
Деталь – Шестерня
Материал – Сталь 40
Производство - серийное
| |
 Деталь – Втулка
Материал – Сталь 25Л
Производство - единичное
Деталь – Втулка
Материал – Сталь 25Л
Производство - единичное
| |
 Деталь – Крышка
Материал – СЧ20
Производство - массовое
Деталь – Крышка
Материал – СЧ20
Производство - массовое
|
Продолжение таблицы 3
 Деталь – Шестерня
Материал – Сталь 45
Производство - серийное
Деталь – Шестерня
Материал – Сталь 45
Производство - серийное
| |
 Деталь – Серьга
Материал – КЧ36-6
Производство - единичное
Деталь – Серьга
Материал – КЧ36-6
Производство - единичное
| |
 Деталь – Колесо
Материал – Сталь 50
Производство - массовое
Деталь – Колесо
Материал – Сталь 50
Производство - массовое
|
Продолжение таблицы 3
 Деталь – Корпус
Материал – Сталь 40Л
Производство - единичное
Деталь – Корпус
Материал – Сталь 40Л
Производство - единичное
| |
 Деталь – Переходник
Материал – СЧ10
Производство - единичное
Деталь – Переходник
Материал – СЧ10
Производство - единичное
| |
 Деталь – Втулка
Материал – Сталь 30
Производство - массовое
Деталь – Втулка
Материал – Сталь 30
Производство - массовое
|
Продолжение таблицы 3
 Деталь – Стакан
Материал – Сталь 40ХН
Производство - массовое
Деталь – Стакан
Материал – Сталь 40ХН
Производство - массовое
| |
 Деталь – Опора
Материал – СЧ25
Производство - массовое
Деталь – Опора
Материал – СЧ25
Производство - массовое
| |
 Деталь – Корпус
Материал – СЧ20
Производство - массовое
Деталь – Корпус
Материал – СЧ20
Производство - массовое
|
| КРИТЕРИИ ОЦЕНКИ РЕЗУЛЬТАТОВ ВЫПОЛНЕНИЯ ПРАКТИЧЕСКОЙ РАБОТЫ № 7 |
| Отметка в баллах | Показатели оценки |
| 1 (один) | Узнавание отдельных объектов изучения программного учебного материала, предъявляемых в виде определений литейного производства, способов литья, литейных свойств материалов, назначения литейной оснастки с низкой степенью осознанности. Затруднение с ответом на наводящие вопросы преподавателя при выполнении практической работы. Отсутствие деятельности по применению знаний при выполнении практической работы. |
| 2 (два) | Различение объектов изучения программного учебного материала, предъявляемых в виде определений литейного производства, способов литья, литейных свойств материалов, назначения литейной оснастки. Бессистемное изложение материала с низкой степенью самостоятельности (при помощи наводящих вопросов преподавателя). Неумение применять знания при выполнении практической работы. |
| 3 (три) | Воспроизведение части учебного материала по памяти с существенными ошибками, приводящими к искажению сущности излагаемого материала. Выполнение практической работы (выбор способов получения отливки и их обоснование, выбор способов обрубки и очистки) по предложенному алгоритму самостоятельно с существенными ошибками. |
| 4 (четыре) | Воспроизведение большей части учебного материала по памяти без глубокого осознания назначения литейного производства, способов литья, назначения литейной оснастки с единичными существенными ошибками. Применение знаний в знакомой ситуации по предложенному алгоритму при выполнении практической работы (выбор способов получения отливки и их обоснование, выбор способов обрубки и очистки) самостоятельно с существенными ошибками или с помощью преподавателя. |
| 5 (пять) | Осознанное воспроизведение большей части учебного материала с объяснением назначения литейного производства, способов литья, назначения литейной оснастки, допуская несущественные ошибки. Применение знаний в знакомой ситуации по алгоритму при выполнении практических работ (выбор способов получения отливки и их обоснование, выбор способов обрубки и очистки) с несущественными ошибками. Овладение навыками самостоятельной работы при выполнении практической работы под руководством преподавателя. |
| 6 (шесть) | Полное знание и осознанное воспроизведение всего учебного материала с выяснением и обоснованием назначения литейного производства, способов литья, назначения литейной оснастки, допуская несущественные ошибки. Применение знаний в знакомой ситуации по алгоритму, на основе методических указаний при выполнении практических заданий по выбору способов получения отливки и их обоснование, по выбору способов обрубки и очистки. Не достаточно прочное владение навыками самостоятельной работы при выполнении практической работы. |
| 7 (семь) | Полное, прочное знание и осознанное воспроизведение всего учебного материала с выявлением, обоснованием назначения литейного производства, способов литья, назначения литейной оснастки, допуская единичные несущественные ошибки. Абсолютно самостоятельное и выполнение предложенных стандартных заданий по практической работе. Прочное владение навыками самостоятельной работы при выполнении практической работы. |
| 8 (восемь) | Полное, прочное, глубокое знание и осознанное воспроизведение всего учебного материала. Развернутое описание и объяснение назначения литейного производства, способов литья, назначения литейной оснастки. Самостоятельное выполнение заданий по практической работе с наличием единичных несущественных ошибок. Прочное владение навыками самостоятельной работы при выполнении практической работы. |
| 9 (девять) | Полное, прочное, глубокое знание и осознанное воспроизведение всего учебного материала. Оперирование учебным материалом в частично измененной ситуации (выраженная способность самостоятельно и творчески пользоваться современной техникой и справочной литературой). Самостоятельная работа на практическом занятии, творческое участие в групповых обсуждениях, высокий уровень культуры исполнения заданий проблемного характера, поиск рациональных путей решения. |
| 10(десять) | Свободное оперирование учебным материалом различной степени сложности, применение знаний и умений в незнакомой ситуации (выраженная способность самостоятельно и творчески пользоваться современной техникой и справочной литературой). Творческая самостоятельная работа на практических занятиях, активное участие в групповых обсуждениях, высокий уровень культуры исполнения заданий проблемного характера, поиск рациональных путей решения. Проявление гибкости в применении знаний, осознанное и оперативное трансформирование полученных знаний для решения проблем в незнакомых ситуациях при выполнении практической работы. Получение новых знаний из различных источников. |
Примечание. При отсутствии результата учебной деятельности обучающихся в учреждении среднего специального образования выставляется «0» (ноль) баллов.
| <== предыдущая | | | следующая ==> |
| Классификация антибактериальных лекарственных средств по механизму и типу действия | | |
Date: 2016-05-16; view: 6641; Нарушение авторских прав