Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Технология аргонодуговой сварки неплавящимся электродом
|
|
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
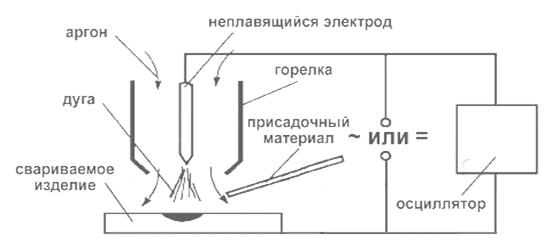
Рисунок 1. Аргонодуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
Сварка в защитном газе (аргон)
Стыковое соединение, форма подготовленных кромок – со скосом кромок, характер сварного шва – односторонний на остающейся подкладке.
S = 5 мм.


Применяем электродную проволоку СВ – 01Х19Н9 диаметром 2 мм.

Вылет электрода 20 мм.

Скорость сварки Vсв, м/ч вычисляют по формуле (2).  = 17 г/А.ч.
= 17 г/А.ч.


Массу наплавленного металла Gн, г рассчитываем по формуле.


Время сварки t cв, ч изделия устанавливаем по формуле (4).
Расход электродной проволоки с учетом потерь на угар металла и разбрызгивание составляет 2…3 % от массы наплавленного металла и равен 13,26 г.
Расход флюса равен массе наплавленного металла и составляет 663 г.
Вопрос №3
Поверхность №1
Обработка поверхности ведётся проходным отогнутым резцом. (обработка торцевой поверхности, перпендикулярной оси вращения заготовки). Материал рабочей части - пластины - твердый сплав ВК6; материал корпуса резца – сталь 45; сечение корпуса резца 16 х 25 мм; длина резца 150 мм.
Скорость резания
Глубину резания назначаем на чистовую механическую обработку 1,0 мм.
Глубина резания

55 проходов.
Припуск на обработку 28мм.
Поверхность №2
Обработка поверхности идёт в следующей последовательности
- Рассверливание
- Зенкерование
- Развёртывание
- Нарезание внутренней резьбы
Скорость резания
Для осуществления операции выбрано сверло спиральное d = 12 мм с материалом режущей части из быстрорежущей стали Р6М5, двухсторонней заточки с подточенной перемычкой. Хвостовик нормальный конический по ГОСТ 10903-77. Операция осуществляется за один проход. Поскольку позволяет достичь заданные параметры.
Глубина резания t при сверлении равна половине диаметра сверления
Припуск на обработку 1,4 мм.
Поверхность №3
Определяем тип фрезы - выбираем торцовую фрезу с многогранными твердосплавными пластинками по ГОСТ 26595-85Обработку поверхности проводят встречным фрезерованием

Глубина резания принимаем 1 мм при чистовом фрезеровании.
При назначении глубины резания в первую очередь из общего припускавыделяется та его часть, которая остаётся для проведения чистовой обработки - t2 = 1 ммПрипуск на обработку 8 мм.
Список литературы
1. Лахтин Ю.М. Металловедение и термическая обработка металлов. Учебник для вузов. М.: «Металлургия», 1983. – 360 с.
2. Дальский А.М., Арутюнова И.А., Барсукова Т.М. Технология конструкционных материалов. Учебник для машиностроительных специальностей вузов. М.: Машиностроение, 1985. – 448 с.
3. ГОСТ 7348-81 (СТ СЭВ 5728-86) Проволока из углеродистой стали для армирования предварительно напряженных железобетонных конструкций.
4. ГОСТ 4784-97 Алюминий и сплавы алюминиевые деформируемые. Марки.
5. ГОСТ 7293-85 Чугун с шаровидным графитом для отливок. Марки.
6. ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия.
7. ГОСТ 380-88 Сталь углеродистая обыкновенного качества. Марки.
8. Моцохин С.Б. Контроль качества сварных соединений и конструкций. Учебник для техникумов. М.: Стройиздат, 1985. – 232 с.
Date: 2016-06-07; view: 455; Нарушение авторских прав