Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Отжиг радиационных дефектов
|
|
Исследования процесса отжига имплантированных структур приводит к выводу о том, что влияния отжига на аморфные слои и на точечные и линейные радиационные дефекты различно.
Одной из основных проблем технологии ионного легирования является определение минимальных температуры и времени отжига, необходимых для полной активации доноров и акцепторов при условии полного устранения остаточных дефектов.
При определенной температуре дефекты можно устранить термообработкой. Для устранения дефектов решетки необходима энергия активации, т.е. осуществляется активизация материала, встраивание атома легированной примеси в кристаллическую решетку основного материала и установление химических связей с соседними атомами. Эта энергия определена для каждой структуры дефектов (рисунок 5). Например, для дивакансий требуется энергия активации 1,25 эВ, в то время как для обычных дефектов 0,33 эВ. Вероятно, многократные дефекты решетки, большие, чем дивакансии, имеют более высокую энергию активации. Обычный отжиг не гарантирует полного 100% избавления от дефектов, более совершенным методом является лазерный отжиг.
Процесс заключается в использовании луча лазера с удельной мощностью равной 500000 Вт/см3. При кратковременном воздействии лазерного луча материал плавиться на очень короткое время затем при перемещении луча зона воздействия лазерного луча кристаллизуется в нормальную кристаллическую решетку. Лазерный отжиг позволяет строго контролировать зону обработки, глубину залегания примеси, а также устранить нарушения кристаллической решетки в объеме пластины. При обработке поверхностей с большой площадью возможна значительная потеря энергии лазерного луча вследствие отражающей способности поверхности. Поэтому стремятся перемещать не луч, а пластину. По этой причине метод лазерного отжига также не совершенен.
Электронно-лучевой отжиг не зависит от оптических характеристик поверхности. Кроме того электронный отжиг позволяет получать пластины с лучшей электронной стабильностью. После электронно-лучевого отжига пластины практически не содержат дефектов. Однако необходимо поддерживать в вакуумной камере давление порядка 0.00001-0.000001мм.рт.ст. Этот тип отжига является самым совершенным из всех.[2]
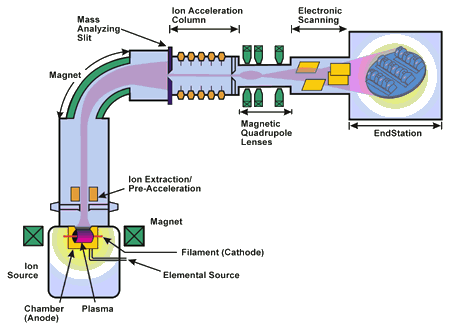
Схема устройства для ионной имплантации
Ионный источник представляет собой вакуумную камеру, в которой поддерживается давление 1,33 10-3 Па. В камере осуществляется ионизация паров легирующей примеси. В качестве ионизируемых используются вещества, содержащие требуемую примесь. Выходящие из источника ионы неоднородны по составу. Для отделения посторонних ионов используется магнитный масс-сепаратор, который отклоняет от основной оси ионы, имеющие другую массу и заряд. Таким образом, ионы с различными массами будут двигаться по различным траекториям. Если в первоначальном пучке кроме ионов основной легирующей примеси присутствовали ионы посторонних примесей, то вследствие сепарирования по массам, происходящего в масс-сепаратор, ионы основной примеси будут собираться в отдельный пучок, в котором присутствие других примесей исключено. Выделенный по массе пучок ионов проходит через диафрагму и направляется в приемную камеру, где располагаются подложки. Сепарирование ионов по массам обеспечивает одно из основных достоинств легирования полупроводников ионным внедрением, а именно исключительно высокую чистоту внедряемой примеси.(рисунок 6)
Возможности математического моделирования процесса ионной имплантации
В течении последних лет, прошедших с момента сообщения (конец 70–х годов) о первой высокоэффективной инженерной программе одномерного моделирования технологических процессов изготовления БИС SUPREM II, данный уровень моделирования БИС стремительно развивался. Сегодня уже можно говорить о нескольких поколениях программ технологического моделирования. К первому поколению относятся упоминавшаяся программа SUPREM II, а также большое количество зарубежных и отечественных программ, так или иначе использующих и развивающих основные идеи и модели, заложенные в программе SUPREM II. Основное внимание в этих программах уделялось моделированию процессов ионного легирования, диффузии, окисления и эпитаксии, ответственных за распределение примесей в полупроводниковых структурах, как правило, в одномерном приближении.
Стремительный прогресс в кремниевой технологии в последние 5 – 10 лет инициировал дальнейшее развитие технологического моделирования. Многие из недавно появившихся программ обладают признаками второго поколения.
В ближайшее время можно ожидать появления первых программ с некоторыми признаками третьего поколения, которые будут отражать дальнейшие тенденции в развитии технологии БИС.
Date: 2016-01-20; view: 773; Нарушение авторских прав