Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Основные характеристики установок сверления
|
|
Отверстия, изготовляемые сверлением, получают на установках сверления (часто и фрезерования) с числовым программным управлением. Это связано с огромным количест-вом отверстий на плате, особыми требованиями к точности взаимного расположения от-верстий и производительности.
Приводы осей X и Y
Перемещение в горизонтальной плоскости происходит с помощью ходовых винтов, приводимых шаговыми двигателями. Следовательно их качество и состояние будет сильно влиять на точность позиционирования шпинделя. Чистота среды вокруг установки опреде-ляет, как часто необходимо проводить чистку и смазывание, для предотвращения износа винтов. Большинство производителей рекомендует проводить эту операцию каждые 6 ме-сяцев. При смазке ходовых винтов необходимо обеспечивать тонкий слой соответствующе-го масла. Долгий (непрерывный) поиск заданной координаты является следствием проблем с ходовыми винтами или шаговыми двигателями. Если это происходит, то индикаторы ко-ординат изменяются даже при отсутствии запрограммированного перемещения.
Привод оси Z
В основном применяются механические приводы для оси Z. Это обусловлено большим ходом и распространенностью. Существуют установки (например LPKF ProtoMat) вертикальный ход инструмента которых обеспечивается электромагнитным или пневмоприводом.
Электрошпиндели
Электрошпиндель должен обеспечивать достаточную частоту вращения сверла, и достаточный передаваемый момент на сверло. Большая частота вращения обеспечивает большую производительность. Так как электрошпиндель перемещается с помощью ходовых винтов и шаговых двигатель, его габариты должны быть соответствующими.
Электрошпиндели можно разделить на три группы в зависимости от выполняемых технологических операций:
· Свеpх-высокоскоpостные электрошпиндели для сверления плат печатного монтажа с частотой вращения 110 000 - 180 000 об/мин. В качестве опор обычно используются газовые (аэростатические и аэродинамические) опоры.
· Высокоскоростные электрошпиндели для сверления и фрезерования плат печатного монтажа с частотой вращения 80 000 -100 000 об/мин. В качестве опор обычно используются газовые (аэростатические и аэродинамические) опоры.
· Высокоскоростные электрошпиндели для фрезерования плат печатного монтажа с частотой вращения 35 000 - 45 000 об/мин. В качестве опор обычно используются опоры качения.
Установка инструмента
Установка может, производится как в ручную, так и автоматически. Инструмент во втором случае устанавливается из специальных кассет. При установке инструмента вручную, производительность намного ниже, чем при автоматической.
В некоторых современных установках используется так же устройства контроля за состоянием сверла.
Режимы сверления
Под режимами сверления будем подразумевать скорость вращения шпинделя (скорость резания) и подачу. Скорости резания и подачи должны выбираться так, чтобы получить оптимальные соотношения между высокой производительностью, стойкостью сверл и хорошим качеством отверстий. Оптимальная скорость резания подбирается для каждого типа материала и каждого типа конструкции ПП и тщательно, потом поддерживается в процессе производства. При оценке параметров резания следует иметь в виду, что скорость вращения сверла - величина непостоянная: в зависимости от момента инерции шпинделя он получает то или другое замедление по мере врезания сверла в тело платы, при пересечении различных слоев материала шпиндель получает разное замедление.
Скорость подачи выбирается из тех соображений, что слишком малая подача увеличивает нагрев сверла и стенок отверстия, большая подача ограничена геометрией сверла - главный задний угол, а должен быть всегда больше, чем угол реза.
Точность сверления
Современное автоматическое оборудование позволяет высверливать отверстия с точностью, большей достигаемой обычно в условиях производства. Причина этого заключается в том, что на точность сверления оказывает влияние ряд факторов, связанных с неточностями геометрии сверл и особенностями стеклотекстолитов.
Чем острее и прочнее сверло, тем меньше его доля в суммарной ошибке. Та или иная степень разбалансировки, присущая любому сверлу, всегда приводит к эксцентриситету. Прочные стеклянные волокна стеклоткани отклоняют сверло, ему легче ввинчиваться в мягкую смолу. Ясно, что точность сверления будет выше в материале, армированном тонкой стеклотканью. Поэтому точность сверления повышается с уменьшением толщины стекловолокна, плотности переплетения, увеличения диаметра сверла и содержания связующего. По мере увеличения стопы ПП отклонение сверла становится все более заметным в нижних платах. Центрирование сверла можно намного улучшить, используя головку прижима или короткие сверла. При сверлении прецизионных ПП использование головки прижима обязательно, при этом запрещается сверление более одной ПП в пакете.
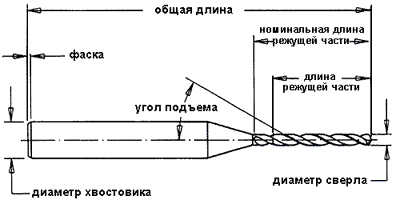
Сверла.
Сверло - основной инструмент используемый, для получения отверстий в производстве печатных плат. Общий вид сверла представлен на рисунке.
Date: 2016-01-20; view: 417; Нарушение авторских прав