Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
инитя шнъжашж ушшшлж г/та
|
|
Ит/Ьа
Разрой
Гюдп
156 | 11
I Лис mob "7
А юееба Е В
НвяюОв
Проб
Тконтр
ВМТ гр. Х-!> 1
Формат.4}
Карбапопода'
Нконтр
Ш
/ Степень сложности поковки С2. группа стали М2, класс точности П по ГОСТ 7505-89
2 Штамповочный уклон на внутренние поверхности 7°, на наружные поверхности 5°
3. Неуказанные радиусы скруглений Змм
4 Попускается величина остаточного одлоя 09мм
5 Попускаемое смещение по поверхности разъема штампа 0.2мм
6 Попускаемая величина высоты заусенца Змм
7 * Размеры для справок
ДП151001.07.0100.001
Полумуфта
(покодкп)
Ш/ПЯ И9Н1 Ujmii'uM
ваши
[таль kS ГО[Т 1050-88
Копировал
П7

Приложение Р (обязательное)
/Л/ ooitfjy/wicfUL
1 Точиочть отладки Ю-С-0-9 по ГОСТ 2Ш5-85
2 Твердость 269-321НВ. замерять на указанное песте
3 /Ътеиные уклоны Г З'мп
4 Лтпеиные радиусы округлении 3 5т
5 Отклонения по массе t 10 %
6 Заготобка должна быть очищена от пригара!окалиныI обрублена литники и прибыли, заусенцы удалить заподлииа
| .7ni5M0107.0J.00 101 | ||||||||||
| ’7ГТ77 | ||||||||||
| V | , „. | Фланец отпиЬка | ||||||||
| '/WTf | ||||||||||
| СЧ15 ГОСТ U12-85 | BMJ грХ-Н | |||||||||
A-A
mwiomooisiun |

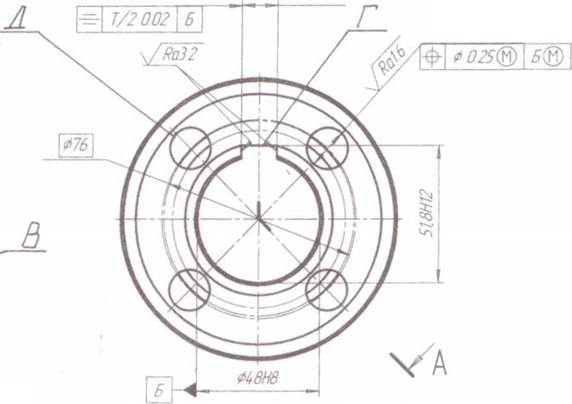
Рисунок 1 -
\/Ra63 Ы)
А
Y
)
Ч
4 отдФ16Н7
Е
S.
%Js9
1h%. НН,±/ТК/2\
- 'Полу муфт а"
2 Маркировать обозначение и наименование детали на бирке
II I—I I I
Лисп
5S ьш. шшштш шъж ыши
+
ДП15Ю01.07М00.001
Формат' ~Ж
n-nupcim
ПРН/1ПХПНИЕ Т(о5язательное!
Таблицу 4 - Выбор технологу маршрута об£аботки
Технологическое
оборудование
П°опер.
Маршрут
обработки
Схема установки
Теоретическая схема базирования
' 3
ПО
8h%
жи (5)
2Н%
а
Ы5°

£ZZA
3 фаски
Т1

Инд. № подл\ Подп и дата I Взам инд №\ Инб~№ дибл I Подп и дата
Токарная с
ПУ
%
\[Ш

зш
57±0.7
fc*

Токарная с
ПУ
п
япг
55h12
Лисп)
№ докцм
Дата
Подп
Изм
Ш1001.07.01.00.001ПЗ
Токарный станок с ЧПУ
ШОФЗО
Токарный станок с ЧПУ 1В34О03П
N--------------------- 1
ZZ
Лист

0Ы5'

Копировал
тютттиц
\/Ra Ш
2‘

\/W08_

1 Материал дер жабки резца - сталь 50 ГОСТ 1050-88
ШЯШШ Ш'ШЖШ
2 Пластина режущая из твердого сплава Т5К10 ГОСТ2209-55
3 Материал припоя - латунь /168 или другой марки ГОСТ 15527-70 Толщина слоя припоя 0.1 мм Разрыв слоя припоя не должен превышать 20% его общей длины
4. Неуказанные предельные отклонения Н%, h%,±/TK/2
5 Маркировать шифр резца шрифтом 5ПР-3 ГОСТ26008-90 ударным способом
Ш51001.07.01.10.000СБ
Резец токарный коновочный Сборочный чертеж
№ доким АлпееЬа ЕВ
0.8 11 I Аистов
Проб
Неганоба
Т.контр
Нконтр Утб
жт
ВИТ гр ХА 1
Каодаполоба
Пастихоб
ibi6 №nodn\ Подп и dam \Взам-инб №\11нв №дибЛ :ЪЗп и дата I j [проб ff I Rent примен
\J Ра 004
s/ro т

47.995
'-0.003
/ 17.982!
Ra 004
| ш | 1 | 114151001.070120ОООЕБ | ||||||
| __ | ___ | Колибр дм контроля допуска | ШЮШ Шм7&Ш 1isWu?A | |||||
| Ппп | Ьст oaS А | N° до к им Алпеева ЕВ LJn рпипАп | Подп | ~~ | -=- Т/20.02 Б | |||
| / IjJUU Тконтр | nccUnUUU | Сборочный чертеж | Лист | 1 Листов i 1 | ||||
| ВМТ гр Х-41 | ||||||||
| Нконтр | Кордаполова | |||||||
| Чтв | Постихов |
Колировал (Формат А 3
9Жшштоо1ш\
------------------------------ 1 ' ПРИЛОЖЕНИЕ Ф
Iспрабочное!
1 * Размер для справок
2 “■ Размер и шероховатость подвергаются периодической поверке 3Маркировать шрифтом 5ПР-3 ГОСТ26.008-90электрографическим способом

ПРИЛОЖЕНИЕ X (справочное)
§
§
i
Vo
gg

В
□
L
u.
H9
m,
h8

A-A О

Лшй
1 ЗшД[
■«г
/ ' Размеры для с пробок
2 ' Размеры и предельные отклонения занести б паспорт
3 Наладка на станок 0Ц1И21
4 Наркиробать шифр приспособления шрифтом 5ПР-3 ГОСТ 26 008-90ударным способом
ДП151001.07ОГЗО.ОООСБ
'krra
Наладка Сборочный чертеж
Гястс
Ж
77~~Т"~ТГ~ IT*' ^ "
\QPOQnOftO0Q
ВМТгр Х-41
Фгрггт А?
ЮГ)
| <== предыдущая | | | следующая ==> |
| Сауалнама | | | От автора. Неизлечимых болезней нет |
Date: 2016-02-19; view: 435; Нарушение авторских прав