Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Методы достижения точности
|
|
Цель работы
Научиться использовать различные методы достижения точности замыкающего звена при решении задач, возникающих в процессе изготовления изделий.
Оснащение
1. Диски с номинальным значением А 1.
2. Диски с номинальным значением А 2.
3. Микрометр МК 0-25 ГОСТ 6507 с ценой деления 0,01 мм.
4. Стойка.
1. Общие сведения
Любая машина (изделие) выполняет свое служебное назначение с помощью кинематических и размерных связей, описываемых соответствующими цепями.
При изготовлении машины (изделия) необходимо обеспечить требуемую точность кинематических и размерных цепей.
Существует 5 методов достижения точности замыкающего звена размерной цепи:
1) полная взаимозаменяемость;
2) неполная взаимозаменяемость;
3) групповая взаимозаменяемость;
4) регулировка:
– с подвижным компенсатором;
– с неподвижным компенсатором;
5) пригонка.
Каждый метод достижения точности имеет свои достоинства и недостатки. Выбор метода зависит от конструкции и требуемой точности изделия, масштаба выпуска, точностных возможностей используемого оборудования и т. д. Правильный выбор метода достижения точности обеспечивает высокие технико-экономические показатели изготовления изделия.
Каждый метод достижения точности требует проведения соответствующих расчетов и проверки соблюдения условий применимости. Для пяти методов достижения точности замыкающего звена существует только два метода расчета полей допусков:
а) метод расчета на максимум-минимум
 |
(3.1)
где т – количество звеньев в размерной цепи;
ζ ai – передаточное отношение;
Т i – поле допуска i-ro составляющего звена размерной цепи;
б) теоретико-вероятностный метод
 |
(3.2)
где t – коэффициент, учитывающий процент (%) риска; Ш
λ – коэффициент, учитывающий закон рассеяния.
Первый метод расчета допусков применяется при реализации следующих 4-х методов достижения точности:
1) полной взаимозаменяемости;
2) групповой взаимозаменяемости;
3) регулировки:
– с неподвижным компенсатором;
– с подвижным компенсатором.
4) пригонки.
Второй метод применяется только для метода неполной взаимозаменяемости.
Кроме расчета полей допусков необходимо определить координаты середин полей допусков:
 (3.3)
(3.3)
где п – количество увеличивающихся звеньев в размерной цепи;
∆ оаi – координата середины поля рассеяния i-ro составляющего звена;
т – количество звеньев в размерной цепи.
В методе групповой взаимозаменяемости необходимо рассчитать количество групп.
Методы регулировки (с подвижным компенсатором) и пригонки требуют расчета величины компенсации:
 (3.4)
(3.4)
 |
где – требуемая точность замыкающего звена размерной цепи;
 |
– полученная точность замыкающего звена размерной цепи.
Метод регулировки с неподвижным компенсатором требует расчета не только величины компенсации, но и числа ступеней компенсаторов:
 (3.5)
(3.5)
где Т изг – точность изготовления компенсатора.
2. Порядок выполнения работы
Лабораторная работа выполняется на модели сборочной единицы (изделия), которая собирается из дисков (рис. 3.1), изготовленных заранее. Поэтому лабораторная работа связана с решением не прямых, а обратных задач. В процессе выполнения работы необходимо решить задачу обеспечения требуемой точности замыкающего звена размерной цепи тремя методами достижения точности: полной взаимозаменяемости, неполной взаимозаменяемости и групповой взаимозаменяемости. Для методов регулировки и пригонки провести лишь расчеты величины компенсации и количества компенсаторов.
Лабораторную работу необходимо выполнять в следующем порядке:
1. Измерить изготовленные заранее диски с номиналами А 1 и А 2 Результаты занести в таблицу (табл.3.1).
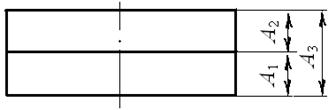 |
Рис. 3.1. Модель сборочной единицы
Таблица 3.1
Date: 2015-05-08; view: 1163; Нарушение авторских прав