Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Погрешность базирования
|
|
Точность обработки на станках зависит от многих факторов. Один из факторов это неправильный выбор баз, в результате чего возникает погрешность базирования. Под погрешностью базирования понимается разность предельных положений измерительной базы относительно технологической базы или настроенного на размер инструмента. Т.е., исходя из определения, погрешность базирования возникает тогда, когда технологическая и измерительная базы не совпадают
Для того, чтобы повысить точность обработки необходимо применять такую схему базирования, чтобы получать непосредственно заданный конструктором размер. Это принцип единства или совмещения баз, т.е. при базировании детали необходимо совмещать технологическую и измерительную базы с конструкторской. При выполнении этого принципа исчезает погрешность базирования.
Пример:
На фрезерном станке производиться обработка шпоночного паза в валике с размерами А, В, С. Установка валика производиться по двум плоскостям: вертикальной и горизонтальной. Возможно 2 схемы простановки размеров. Необходимо рассчитать погрешность базирования..
Схема 1:
Размер А:
Для обеспечения размера А технологической базой - вспомогательной будет точка контакта цилиндрической поверхности валика с вертикальной плоскостью (т.1). Измерительной базой будет т.2. То есть вспомогательная технологическая база и измерительная база не совпадают. В соответствии с определением в этом случае будет иметь место погрешность базирования.

Размер В:
Для размера В технологической базой - вспомогательной будет линия контакта цилиндрической поверхности валика с горизонтальной плоскостью (т.3). измерительной базой будет ось детали. Несовпадение технологической и измерительной баз приводит к возникновению погрешности базирования, величина которой равна:

Размер С:
Для размера С наличие погрешности базирования будет зависеть от схемы обработки. Возможны два варианта:
1. обработка инструментом - фрезой (концевой или дисковой) с размером равным С.
2. обработка размера С инструментом - фрезой, имеющим меньший размер, чем С, т.е. обработка будет производиться за несколько проходов.
В первом случае погрешность базирования отсутствует, т.к. ширина паза обеспечивается за один проход инструментом, координированным на размеры В и С. Во втором случае погрешность базирования присутствует. Настройка станка должна будет производиться координацией инструмента для обработки боковой поверхности 4 шпоночного паза на размер С. В этом случае для размера С боковая стенка 4 станет измерительной базой. Остановка обработки (на n – переходе) должна будет обеспечивать размер С. В этом случае погрешность базирования на размер С будет равна колебаниям положения т.2.
Схема 2:
Размер А:
В данном случае технологическая и измерительная база (т.1) для размера А совпадают, следовательно погрешность базирования отсутствует:

Размер В:
Для размера В также технологическая и измерительная база совпадают, а следовательно погрешности базирования нет.

Размер С:
Если обработка размера С производится инструментом - фрезой, имеющим меньший размер, то настройка станка производится координацией инструмента для обработки боковой поверхности 3 шпоночного паза на размер С. В этом случае для размера С боковая стенка 3 является измерительной базой, и погрешность базирования на размер С будет равна колебаниям положения т.1. Т.к. т.1 занимает неизменное положение, то следовательно погрешность базирования для размера С равна 0.
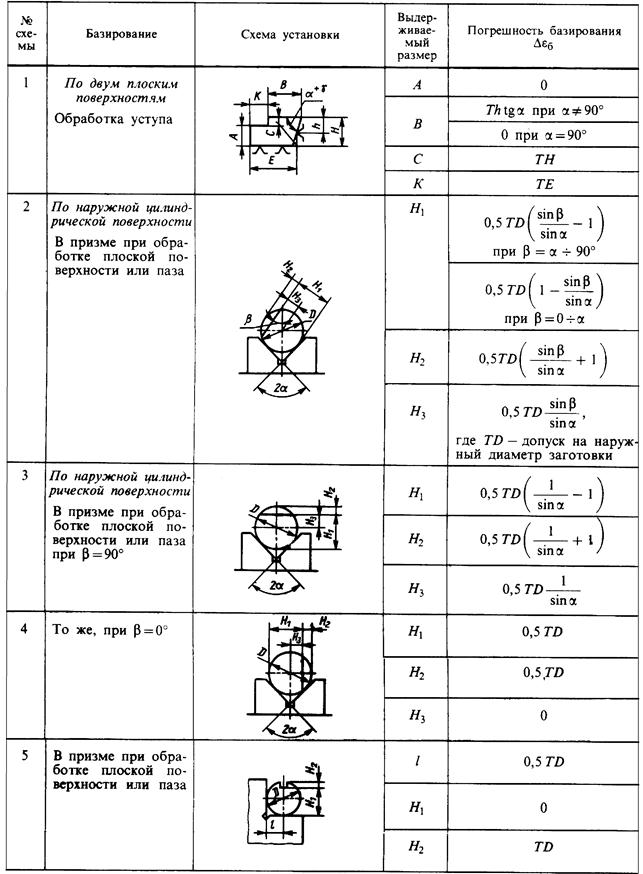
Примеры определения погрешности базирования приведены в Таблице 1
Таблица 1
продолжение Таблицы 1
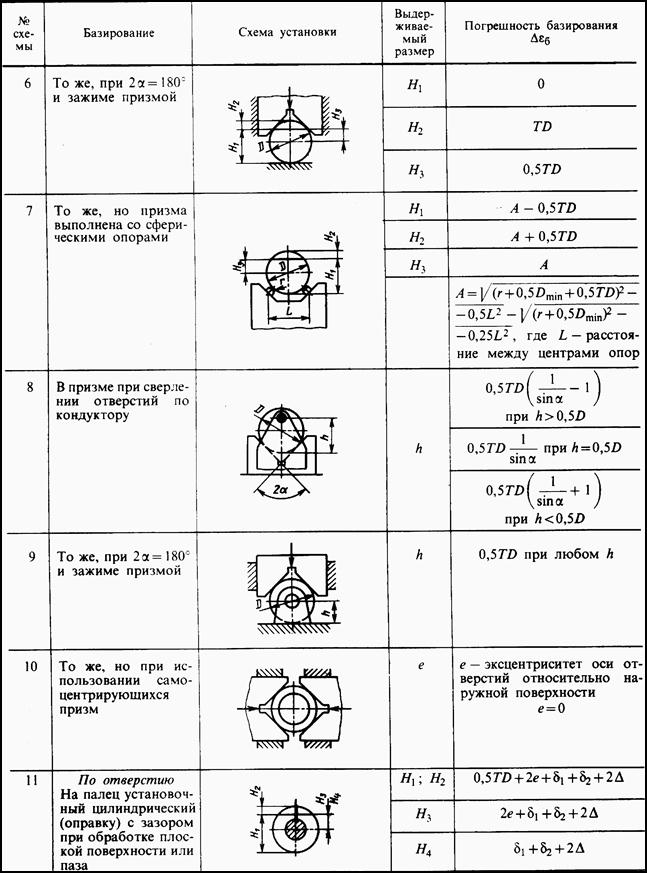
продолжение Таблицы 1
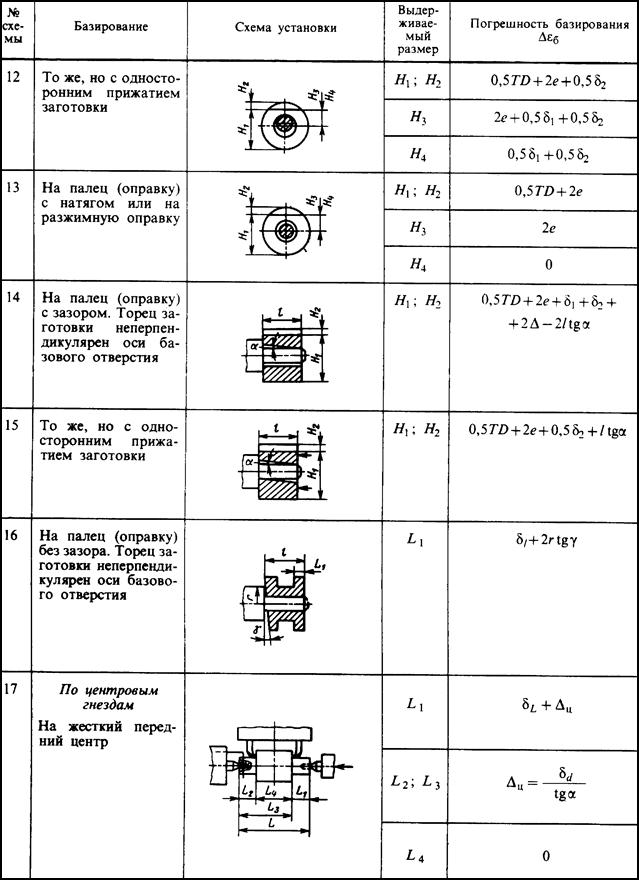
продолжение таблицы 1
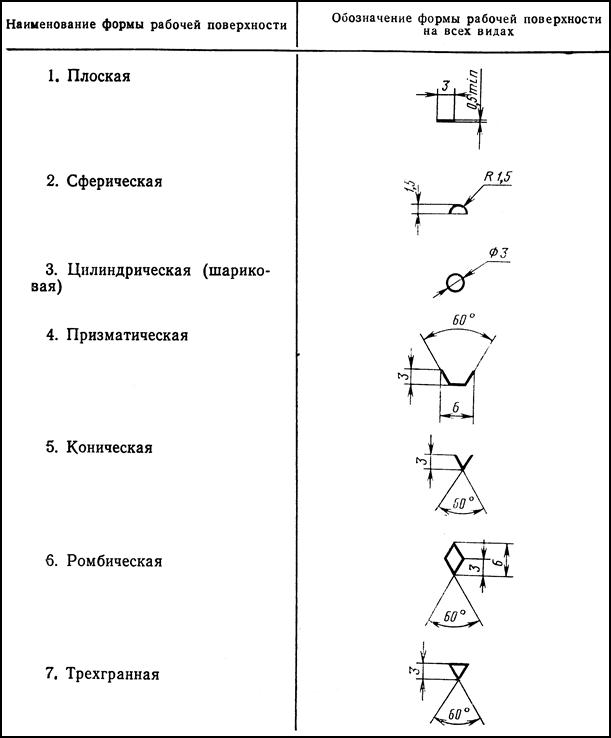
При оформлении рабочей технологической документации (операционные карты) для упрощения и сокращения работы технолога рекомендуется вместо теоретических схем базирования наносить на операционные эскизы условные обозначения опор, зажимов и установочных устройств, соответствующих ГОСТ 3.1107-81 (Таблица 2), которые характеризуют в реальных приспособлениях идеальные опорные точки. Для указания формы рабочей поверхности опор, зажимов и установочных устройств следует применять обозначения в соответствии с Таблицей 3.
Таблица 2

продолжение таблицы 2

продолжение таблицы 2
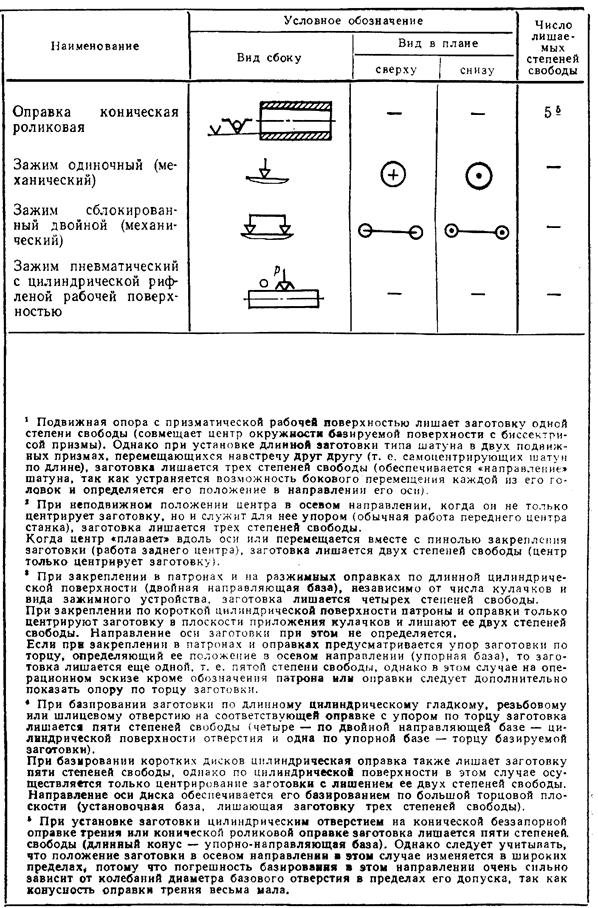
Таблица 3
Date: 2015-05-04; view: 4242; Нарушение авторских прав