Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Рассчетнотехнологическая часть
|
|
3.1 Монтаж электрических машин
Инженерная подготовка монтажа электрического и электромеханического оборудования.
Способы монтажа чрезвычайно разнообразны ввиду очень большого диапазона мощностей, конструктивных решений, типов и форм исполнения оборудования. Кроме того, поскольку монтаж обычно производится у потребителя, а не в сборочных цехах завода, то организация и приемы монтажа отличаются своей спецификой. В частности, это проявляется в том, что работы по монтажу стремятся выполнить наиболее простыми средствами.
В России, как и в других индустриально развитых странах, функционируют специализированные организации по производству электромонтажных работ, обычно действующие по договорам подряда с заказчиком и построенные по территориальному признаку. Эти монтажные организации занимаются не только монтажными и пусконаладочными работами, но и разработкой отдельных научно-технических проектов, изготовлением изделий и конструкций, не выпускаемых промышленностью серийно. На крупных промышленных предприятиях, особенно в периоды реконструкции производства, часто создаются собственные электромонтажные цехи или участки.
Для качественного выполнения электромонтажных работ при минимальных затратах труда и материальных ресурсов необходимо провести инженерную подготовку, включающую разработку:
- технического проекта на базе изучения проектно-сметной документации электрической части соответствующего энергетического объекта;
- экономического обоснования;
- проекта организации работ;
- проекта производства работ (ППР);
- необходимых чертежей, монтажных схем и технологических карт на проведение работ;
- сетевых графиков на проведение монтажных и пусконаладочных работ.
На основании ППР оформляются спецификации и заявки на необходимые монтажные механизмы, оборудование и приспособления, инвентарные устройства, инструменты и монтажные материалы, а также на электромонтажные изделия, электрические конструкции, блоки и узлы, подлежащие изготовлению на заводах и в центральных монтажно-заготовительных мастерских.
Кроме того, в процессе подготовки к монтажу и монтажа необходимо обеспечить:
- комплектование и своевременную доставку на объекты необходимых материально-технических ресурсов;
- контроль над поступлением материалов и комплектующих изделий в монтажно-заготовительные мастерские для изготовления монтажных блоков, узлов и нестандартного оборудования и их комплектование;
контроль над своевременным исполнением заказов на монтажные блоки, узлы и нестандартное оборудование, а также за качеством работ монтажно-заготовительных мастерских;
комплектование и доставку готовой продукции мастерских на монтажные объекты.
Инженерная подготовка производства выполняется специальными группами подготовки производства или инженерно-техническими работниками — прорабами и мастерами, на которых возложено руководство монтажными работами. На группу подготовки производства возлагаются также функции получения, проверки, обработки, учета и хранения проектной и сметной документации по всем объектам монтажа, В случае необходимости группой проводится корректировка проекта с целью максимального повышения уровня индустриализации монтажных работ, а также возможной замены нестандартных конструкций на типовые.
В качестве основного технического документа при производстве электромонтажных работ выступает угвержденньй Проект электроустановки (ПЭ). В строгом соответствии с ним должны производиться все электромонтажные работы. Какие-либо изменения в проект могут быть внесены только по согласованию с проектной организацией автором проекта. К главным документам, в соответствии с требованиями которых производятся работы, относятся действующие ПУЭ и строительные нормы и правила. На их основе разрабатываются ППР, монтажные инструкции и технологические карты, а также заводские инструкции на поставляемое оборудование и материалы. Выполнение электромонтажных работ на объектах без ППР не допускается.
Крупный проект производства работ по монтажу электрооборудования должен содержать:
- локальный сетевой график электромонтажных работ, увязанный с комплексным сетевым графиком строительства объекта;
- график движения рабочей силы;
- строительный генеральный план энергетического объектов расположением постоянных и временных транспортных путей, схем энергоснабжения, водоснабжения, мастерских, складов, бытовых помещений и других сооружений и устройств, необходимых для нужд электромонтажа;
- ведомость физических объемов электромонтажных работ;
- укрупненные калькуляции трудовых затрат;
- ведомость основного электротехнического оборудования с указанием сроков комплектации оборудования;
- ведомость основных вспомогательных материалов;
- ведомость конструкций и изделий, подлежащих изготовлению на заводах монтажных изделий или в монтажно-заготовительных мастерских;
- ведомость монтажных узлов и блоков, подлежащих предварительной укрупнённой сборке в монтажно-заготовительских мастерских;
- ведомость монтажных машин, механизмов, аппаратов, приспособлений, инструментов и инвентарных устройств;
- технологические карты на работы, выполняемые по новой технологии, не получившей широкого распространения;
- схемы такелажа крупногабаритного и тяжеловесного оборудования;
- решения по технике безопасности, требующие проектной разработки;
- краткую пояснительную записку, содержащую необходимые обоснования принятых в ППР основных решений и методов производства работ.
Объем электромонтажных работ при составлении ППР определяется по рабочим чертежам и сметам, а потребность в материальных ресурсах — по спецификациям, составленным по рабочим чертежам и действующим нормативным документам.
Монтажные инструкции - это директивные документы, регламентирующие технологию выполнения работ в общем виде, детально работы описываются в технологических картах трудовых процессов.
Технологические карты предназначены для обеспечения передовой технологии монтажного процесса при выполнении работ по монтажу отдельных элементов электротехнического узла или отдельных узлов электротехнических устройств. Технологические карты на сложные работы и работы, выполняемые новыми методами, не получившими широкого распространения, должны разрабатываться в составе ППГ.
Технологические карты содержат как технологическую последовательность выполнения работ, так и описание приемов и методов труда, перечень механизмов, приспособлений и инструмента, график трудового процесса, калькуляцию затрат труда, схемы организации рабочих мест, число необходимых работников определенной квалификации, нормы времени и расценки на выполнение работ. Таким образом, в технологических картах должны быть разработаны следующие разделы:
технико-экономические показатели монтажных работ (физические объемы работ, трудоемкость работ в человеко-днях, выработка на одного рабочего в день, затраты машино-смен и энергоресурсов);
организация и технология выполнения монтажных процессов (схема организации работ и рабочих мест с указанием фронта работ, расположение частей и деталей подлежащего монтажу электрооборудования, расположение и порядок перемещения машин и механизмов 9 основные указания о последовательности и методах выполнения работ, специальные требования по технике безопасности);
организация и методы труда рабочих (количественный и квалификационный состав бригад с учетом достигнутого и возможного перевыполнения норм, график выполнения работ с указанием трудоемкости на единицу объема и на весь объем работ);
- материально-технические ресурсы (ведомость необходимых монтажных материалов, ведомость монтажных изделий и конструкций, изготавливаемых на заводах монтажных изделий и в центральных монтажно-заготовительных мастерских, ведомость машин, механизмов, приспособлений и инструмента);
- калькуляция трудовых затрат.
В электропромышленности для монтажа оборудования разработаны типовые технологические карты, которые значительно облегчают работу по составлению подобных документов и способствуют внедрению единых форм ведомостей, графиков и таблиц.
Вся проектная техническая документация анализируется заказчиком, который перед передачей ее монтажной организации для производства работ обязан поставить на ней подпись и штамп «Разрешается к производству работ».
Любые виды электромонтажных работ выполняются в два этапа: 1) заготовительные работы в мастерских и подготовительные непосредственно на объектах; 2) электромонтажные работы на объекте. Перед началом электромонтажных работ на объекте обычно проводятся:
- подготовительные работы по освоению монтажной площадки с организацией электромонтажного участка;
- подготовка производственных, складских, бытовых помещений и монтажной площадки (к помещениям и площадкам, необходимым для нормальной работы электромонтажного участка, относятся приобъектная мастерская, материальный склад, склад для горюче-смазочных материалов, инструментальная кладовая, навесы и открытые площадки для хранения металла, механизмов, монтажных приспособлений и инвентарных устройств, кабельное поле, бытовые помещения и помещение для конторы участка);
- организация временного энергоснабжения объектов электромонтажа;
- мероприятия по технике безопасности, охране труда и противопожарной безопасности.
При проведении электромонтажных работ необходимо учитывать не только основные правила устройства энергетических сетей и электропроводок, но и природные и климатические условия местности, виды строений и характеристики помещений, где этот монтаж осуществляется. Например, правила и способы электромонтажа отличаются для зданий и строений, выполненных из различных конструктивных материалов, которые по условиям пожарной безопасности можно разделить на три основные группы (несгораемые, трудносгораемые и сгораемые). Помещения классифицируются по температурным условиям, условиям влажности и другие, а также в отношении опасности поражения персонала электрическим током. Общие требования ко всем помещениям для электрооборудования: помещение должно быть сухим, светлым, прохладным, чистым, свободным от пыли и паров; должно допускать возможность легко внести оборудование при монтаже и вынести его при демонтаже; должна существовать возможность монтировать аппаратуру без снятия и повреждения другого оборудования, находящегося в этом же помещении; должен быть доступ для обслуживания и эксплуатации.
К началу монтажа электрического и электромеханического оборудования строительные работы в помещении, включая отделку, должны быть закончены, так как цементная пыль вредна для оборудования — разъедает обмотки, засоряет подшипники, загрязняет провода, шины, контакты, изоляторы. Если нет возможности отложить монтаж электрооборудования до окончания строительных работ, то монтируемые или уже установленные устройства должны быть отгорожены стенкой или надежно укрыты.
3.1.2 Проверка фундаментов под монтаж
Электрические машины и электроприводы малой мощности обычно устанавливаются на металлических рамах или на технологическом оборудовании (станках, конвейерах и др.), а средней и большой мощности — на бетонных или железобетонных фундаментах. Фундамент должен быть достаточно массивным, чтобы воспринимать статические и динамические нагрузки от работающего оборудования, не допуская сдвигов и вибраций при его работе. Строители должны нанести на фундаменты их главные (продольную и поперечную) оси и отметку верхней поверхности фундамента относительно нулевого репера.
Перед монтажом следует проверить готовые фундаменты на их соответствие проектной документации: правильность положения фундамента по отношению к отдельным элементам конструкции здания и другим фундаментам, а также точность размеров фундамента по основным осям.
Затем приступают к разметке главных осей фундамента. для этого используются оседержатели (рис. 11), состоящие из стойки 1, закрепленной на ней скобы 3, в которой на оси крепится несущий ролик 5. Через ролик перебрасывается стальная струна б с грузом 2, по которой можно перемещать нить 7 с отвесом 8. Схема разметки главных осей показана на рис. 12. После разметки главные оси наносят на фундамент, используя для отметок нити с отвесами.
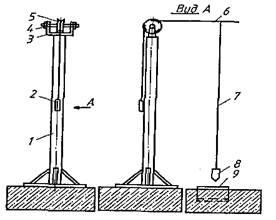
Рис. 11. Оседержатель: 1- стойка; 2- груз; 3- скоба; 4- гайка; 5- несущий ролик; 6- струна; 7- нитка; 8- отвес; 9- осевая плашка
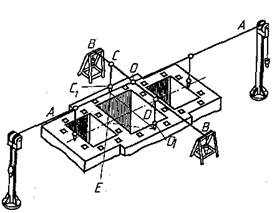
Рис. 12. Схема разметки главных осей фундамента: А-А - главная продольная ось; В-В - главная поперченная ось
По нанесенным на фундамент осям проверяют размеры колодцев под фундаментные болты (рис. 13), а также правильность их выполнения и расположения по отношению к главным осям.
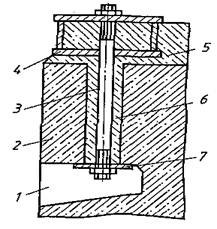
Рис. 13. Колодец в фундаменте для установки фундаментных болтов: 1- ниша; 2- фундамент; 3- фундаментный болт; 4- фундаментная плита; 5- цементная подливка; 6- колодец; 7- анкерная плитка
Правильное выполнение колодцев показано на рис. 14, а. Далее проверке подлежит горизонтальность фундаментов (их верхняя плоскость) и их высота.
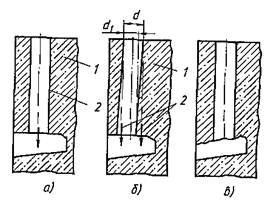
Рис. 14. Правильное (а) и неправильное (б, в) выполнение колодцев под фундаментные болты: 1- фундамент; 2- отвесы
Горизонтальность фундаментов определяется с помощью уровней или нивелира. На практике используют гидростатический уровень, рамный прецизионный уровень, а также уровень с микрометрическим винтом. При больших размерах фундаментов целесообразно применение гидростатического уровня и нивелиров, при малых – рамного прецизионного уровня. Уровень с микрометрическим винтом используется обычно для выверки линий валов и их уклонов.
3.1.3 Сушка обмоток электрических машин
Решение о необходимости сушки обмоток электрических машин принимается, если сопротивление изоляции меньше минимально допустимого. Для электрических машин мощностью 5 МВт и более сопротивление изоляции можно рассчитать по формуле
Где Uн – номинальное напряжение электрической машины, В; Sн – ее номинальная мощность, кВА (кВт); Кп – поправочный коэффициент, учитывающий зависимость сопротивлений изоляции от ее температуры Тн:

В соответствии с Правилами технической эксплуатации электроустановок (ПТЭ) при температуре изоляции, равной температуре окружающей среды, сопротивление изоляции обмоток низковольтных (Ц < 1000 В) двигателей переменного тока должно быть не менее 1,0 МОм, а двигателей постоянного тока — не менее 0,5 МОм.
Измерение сопротивления изоляции крупных электрических машин должно производиться при температуре не ниже +10 °С.
При измерении сопротивления изоляции электрических аппаратов, машин и трансформаторов малой и средней мощности поляризация диэлектрика происходит быстро (несколько секунд), поэтому также быстро устанавливаются показания мегомметра. для устройств большой мощности (свыше 400 кВт) поляризация может происходить в течение десятков минут, поэтому для характеристики изоляции используется коэффициент абсорбции
где R60 и R15 - сопротивления изоляции через 60 и 15 секунд соответственно.
Чем больше коэффициент абсорбции, тем выше качество изоляции. для хорошей изоляции при температуре 10... 30 °С Каб должен быть не менее 1,3. Обмотки роторов крупных электрических машин можно не сушить, если сопротивление изоляции при указанных температурах составляет не менее 0,5 МОм для генераторов и синхронных компенсаторов и не менее 0,2 МОм для двигателей.
Для сушки обмоток применяются следующие методы; индукционный, токовый и внешнего нагрева. В процессе сушки не должна резко изменяться температура изоляции и обмотки, иначе в изоляции могут возникнуть большие термомеханические напряжения, приводящие к ее повреждению. Поэтому режим нагрева выбирают таким образом, чтобы скорость нарастания температуры обмоток не превышала 5... 7 °С в час.
При использовании индукционного метода сушки вокруг сердечника статора при вынутом роторе или вокруг сердечника вынутого ротора, или вокруг корпуса машины наматывается кольцевая намагничивающая обмотка, подключаемая к источнику переменного тока (рис. 15, 16, 6). Создаваемое с помощью этой обмотки переменное магнитное поле вызывает нагрев сердечника статора, или ротора, или корпуса и соответственно нагрев обмоток, за счет чего и происходит их сушка.
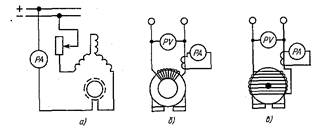
Рис. 15. Схемы подключения электрических машин при сушке током от постороннего источника (а) и индукционным способами (б, а)
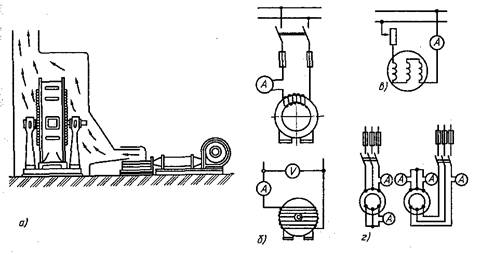
Рис. 16. Способы сушки электрических машин: а- непосредственным нагревом теплым воздухом; б- методом индукционных потерь; в- методом потерь в обмотках; г- токами короткого замыкания
При использовании метода токовой сушки по обмоткам пропускается постоянный или переменный ток от постороннего источника. В связи с резким ухудшением охлаждения электрической машины ограничивается сила тока не более 40—60% от ее номинального значения. К разновидностям токовой сушки относится нагрев обмоток токами короткого замыкания, как показано на рис. 16, г. В последнем случае ротор машины вращают с номинальной скоростью от постороннего двигателя.
При использовании метода внешнего нагрева горячий сухой воздух направляется на металлические элементы конструкции, а не на обмотки во избежание неравномерного нагрева последних. Для улучшения условий сушки у электрических машин защищенного исполнения снимают жалюзи.
Контроль параметров при сушке. При сушке обмоток контролируют их температуру. Она не должна превышать 90... 95 °С для изоляции класса В, 120 °С — для изоляции класса Р, 100 °С — для незапеченных обмоток класса В.
В ходе сушки через каждые 1... 2 ч замеряют сопротивление изоляции. В процессе нагрева сначала оно может даже уменьшаться из-за распаривания изоляции, но затем все равно будет возрастать и установится на определенном уровне. Сушку считают оконченной, когда сопротивление изоляции и коэффициент абсорбции остаются неизменными в течение нескольких часов при неизменной температуре обмоток. Для электрических машин мощностью до 400 кВт коэффициент абсорбции обычно не контролируют.
3.1.4 Монтаж электрических машин
Монтаж электрических машин, электроприводов, трансформаторов и трансформаторных подстанций выполняется в соответствии с требованиями СНиП (строительные нормы и правила), ПУЭ (правила устройства электроустановок) и монтажных инструкций заводов изготовителей. Перед монтажом следует убедиться в соответствии исполнения оборудования условиям его эксплуатации.
Перед началом монтажа следует иметь ясное представление о монтируемом оборудовании, объемах, характере и условиях монтажа. Необходимо подробно ознакомиться с проектом оборудования, данными машин и аппаратов (по каталогу или с натуры), техническими условиями для монтируемой аппаратуры, чертежами и нормами завода-изготовителя, требованиями заказчика, а также с соответствующими стандартами и нормами.
Перед началом монтажа проводят проверки:
- соответствие машины ее проектной документации;
- комплектности машины и сохранности крепежных деталей;
- появления возможных повреждений за время транспортировки и хранения путем предварительного осмотра после расконсервации;
- состояния подшипников, коробки выводов, коллектора, контактных колец, щеточного механизма и других частей;
- сопротивления изоляции обмоток, подшипников и щеточных траверс (если сопротивление изоляции обмоток меньше минимально допустимого, проводят сушку обмоток);
- воздушного зазора между статором и ротором, а также зазоров в подшипниках скольжения и уплотнений валов. Осуществляется с помощью пластинчатых и клиновых щупов (рис. 17).
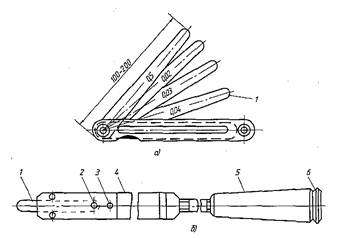
Рис. 17. Пластинчатые щупы (а - раздвижной; б - со сменными пластинами): 1- калиброванные пластины; 2- штифт; 3- винт; 4- накладка-прижим; 5- ручка; 6- пробка
Проверка воздушного зазора возможна лишь для машин открытого и защищенного исполнений, поскольку она проводится без разборки машины;
- на отсутствие задевания ротора о статор. Ротор машины должен свободно вращаться в подшипниках при его повороте рукой (при мощности до 10…15 кВт) или рычагом (для машин большей мощности).
Выявленные в процессе осмотра неисправности следует устранить до начала монтажа. Если нет уверенности в том, что во время хранения и транспортировки машина осталась неповрежденной, проводят ее полную разборку с ревизией отдельных узлов. При необходимости заменяют смазку в подшипниках и затягивают болтовые соединения.
В зависимости от мощности и конструктивного исполнения электрические машины могут поступать на место монтажа в собранном или разобранном виде. В первом случае по известным установочным размерам машины заранее изготавливают крепежные детали и конструкции. Машины устанавливаются на металлических рамах или фундаментах (общих с приводным двигателем или с приводом или отдельных от них). Поскольку установочные размеры имеют допуски, указанные в чертежах, перед монтажом следует заготовить комплект прокладок, перекрывающих поле допусков.
Машины небольшой мощности соединяются с приводным механизмом с помощью муфт различного типа и зубчатых, ременных или фрикционных передач. На рис. 18 показаны наиболее часто встречающиеся типы муфт.
При соединении с помощью муфт на концы валов соединяемых машин насаживают полумуфты, предварительно проверив цилиндричность и соответствие наружного диаметра конца вала машины и внутреннего диаметра полумуфты с помощью измерительных скоб (рис. 19) и нутромеров (рис. 20). Величина натяга при посадке указывается на чертеже, а сама посадка осуществляется в горячем состоянии.
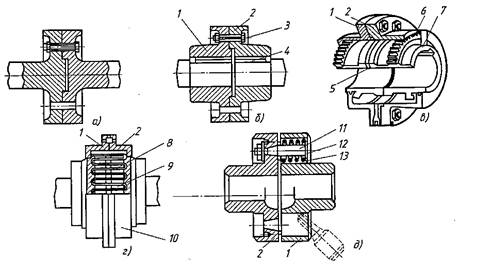
Рис. 18. Соединение валов (а) и муфт (б – жесткой поперечно-сверной; в – зубчатой; г – полужесткой зубчато-пружинной; д – упругой втулочно-пальцевой): 1, 2- полумуфты; 3- точечный болт; 4- шпонка; 5, 7- ступицы; 6- зубчатый венец; 8- ленточная пружина; 9- зубья; 10- кожух; 110 палец-болт; 12- кожная шайба; 13- разрезанное кольцо
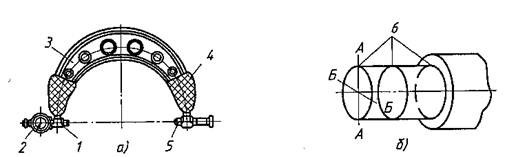
Рис. 19. Скоба с отчетным устройством (а) и определение посадочных размеров конца вала (б): 1, 5- подвижная и переставная пятки; 2- отсчетное устройство; 3- корпус; 4- теплоизоляционная накладка; 6- места измерений
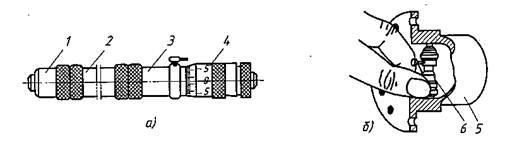
Рис. 20. Микрометрический нутромер (а) и определение им посадочных размеров конца вала (б): 1- измерительный наконечник; 2- удлинитель; 3- трубка; 4- микрометрическая головка; 5- полумуфта; 6- нутромер
При установке валы сочленяемых машин могут иметь радиальное и угловое смещение (рис. 21), что повлечет за собой соответствующее смещение полумуфт (рис. 22). При работе агрегата это приведет к повышенным вибрациям и, следовательно, к быстрому износу подшипников, муфт и болтовых соединений. Поэтому сочленяемые машины должны быть установлены таким образом, чтобы торцевые поверхности полумуфт были параллельны, а оси валов соединяемой машины и механизма находились на одной линии.
Для этого проводят центровку валов с помощью центровочных скоб различной конструкции. Некоторые из них приведены на рис. 23---25. Контроль точности центровки осуществляется по величине радиальных а и осевых b зазоров в четырех точках, равномерно расположенных по окружности муфты, при совместном повороте соединяемых валов на угол 0, 90, 180 и 270°. После получения удовлетворительных отклонений (каждый тип муфт имеет свои допустимые отклонения в радиальных и осевых зазорах) окончательно закрепляют машину на фундаменте и после повторной проверки центровки валов соединяют полумуфты между собой.
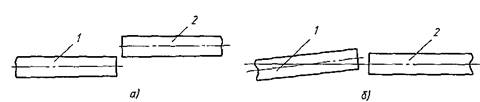
Рис. 21. Смещение валов: а – боковое(радиальное); б – угловое(осевое)
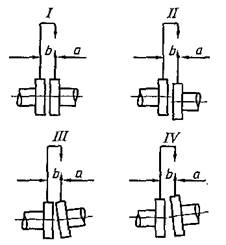
Рис. 22. Взаимное положение валов машин, соединяемых с помощью полумуфт: I- валы расположены на одной прямой, их оси совпадают; II- оси валов параллельны; III- центры валов совпадают, их оси расположены под углом; IV- центры валов сдвинуты, их оси расположены под углом
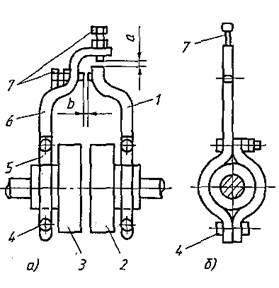
Рис. 23. Центровка валов с помощью радиально-осевых скоб: 1, 6- внутренняя и наружная скобы; 2, 3- полумуфты; 4, 7- болты; 5- хомут
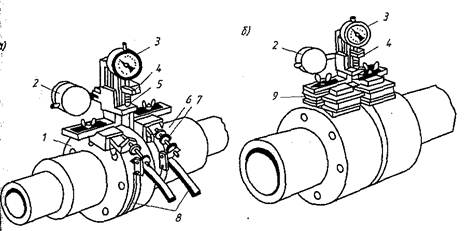
Рис. 24. Приспособления с ленточным (а) и электромагнитным (б) прижимами: 1, 6- полумуфты; 2, 3- индикаторы; 4- держатель; 5- измерительный стержень; 7- натяжное устройство; 8- стальная лента; 9- электромагнит
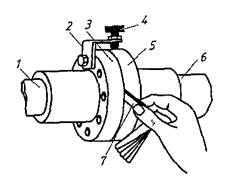
Рис. 25. Центровка валов способом “обхода одной точкой”: 1, 6- валы; 2- скоба; 3, 5- полумуфты; 4- измерительный болт; 7- щуп
При использовании цепной или ременной передачи необходимо совместить средние линии звездочек или шкивов, установленных на ведомом и ведущем валах, и обеспечить натяжение цепи или ремня. Средние линии звездочек и шкивов, как правило, совмещают с помощью натянутой параллельно им струны с использованием обычного измерительного инструмента. Для обеспечения требуемого натяжения машина должна иметь возможность перемещаться в плоскости, образованной осями вращения соединяемых машин. В ряде случаев для создания натяжения используются специальные натяжные ролики.
При использовании цилиндрической зубчатой передачи необходимо обеспечить параллельность валов соединяемых машин и одинаковый зазор между зубьями сопрягаемых шестерен по всей длине зуба. Допуск на несоосность валов в этом случае обычно не превышает 0,5°. Контроль несоосности проводится с помощью индикаторов. После закрепления электрической машины на фундаменте ее корпус заземляется.
Особенность монтажа крупныхэлектрических машин, поступающих в собранном состоянии, состоит в том, что он начинается с установки отдельной фундаментной плиты, на которую устанавливают машину, после чего проводят центровку валов. Ряд машин имеет на конце вала фланец, через который она соединяется с механизмом. Кроме того, при большой длине L ротора под действием его веса Р происходит прогиб вала в вертикальной плоскости (рис. 26). Поэтому при горизонтальном положении соединяемых машин плоскости полумуфт (или фланцев) оказываются расположены под углом друг к другу, как показано на рис. 27, а.
Центровка валов в этом случае заключается в такой установке соединяемых валов, при которой их общая линия представляет в вертикальной плоскости плавную кривую (рис. 3.27, 6), а в горизонтальной — прямую линию. При центровке торцы сопрягаемых полумуфт (или фланцев) устанавливаются параллельно, а осевые линии валов должны быть продолжением одна другой и совпадать у сопрягаемых полумуфт (фланцев). Для этого путем установки прокладок под лапы корпуса добиваются равенства углов наклона шеек вала к горизонтальной линии. Угол наклона проверяется по уровню, установленному горизонтально на выходном конце вала.
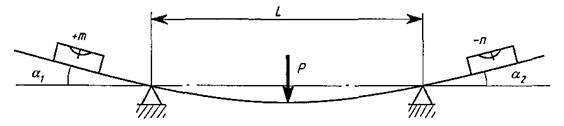
Рис. 26. Схема измерения уклонов шеек вала
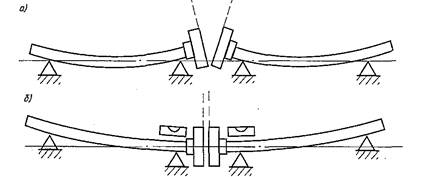
Рис. 27. Положение валов, соединяемых с помощью полумуфт: а – до выверки; б – после выверки линии вала
Если крупнаяэлектрическая машина поступает на сборку в разобранном состоянии (статор и ротор отдельно), то ее собирают в такой последовательности. Сначала на монтажной площадке размещают и осматривают все узлы машины, затем подготавливают фундамент (разметка, колодцы под фундаментные болты и пр.), устанавливают и выверяют фундаментную плиту, монтируют стояковые подшипники, устанавливают статор. Затем в него вводится ротор (рис. 28), а шейки ротора устанавливаются на подшипники.
Центровка валов осуществляется так же, как и в предыдущем случае, но прокладки устанавливаются под корпуса подшипников. После центровки закрепляют корпуса машины и подшипников, пригоняют вкладыши подшипников скольжения и их уплотнения, выверяют зазоры в подшипниках и между статором и ротором электрической машины.
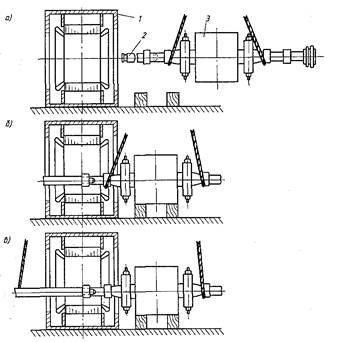
Рис. 28. Схема ввода ротора в статор с использованием удлинителя (а – начало ввода; б – установка ротора на шпалы; в – закрепление стропа на удлинителе): 1- статор; 2- удлинитель вала; 3- ротор
Устанавливают дополнительное оборудование, необходимое для работы машины (системы охлаждения, смазки подшипников и т.д.), производят монтаж и регулировку токосъемных механизмов, соединение электрических цепей, заземляют корпус машины.
При отсутствии грузоподъемных механизмов в помещении сборки электрической машины для ввода ротора в статор можно использовать деревянные стойки 1, на которых установлена балка 2 (рис. 29).
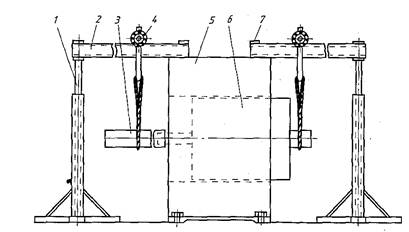
Рис. 29. Схема ввода ротора в статор с применением удлинителя и специального приспособления: 1- стойка; 2- балка; 3- удлинитель; 4- грузовой ролик; 5- статор; 6- ротор; 7- накладка
3.2 Техническое обслуживание электрических машин
В процессе эксплуатации важное место занимает техническое обслуживание машин перед вводом в эксплуатацию, в процессе работы и после остановки, плановое проведение ремонтов и профилактические (межремонтные) испытания.
Профилактические испытания позволяют обнаружить неисправности, которые не всегда можно выявить во время осмотра, поскольку они не имеют внешних проявлений. При этих испытаниях проверяют сопротивление изоляции обмоток электрических машин и пускорегулирующей аппаратуры, правильность срабатывания защиты машин напряжением до 1000 В в сетях заземленной нейтралью и устройство защитного отключения.
При проверке сопротивления изоляции электрических машин в ПУЭ установлены следующие нормы: для измерения сопротивления изоляции обмоток машин постоянного тока следует использовать мегаомметры класса напряжения 1000 В; для измерения сопротивления изоляции обмоток статора машин переменного тока напряжением до 1 кВ также следует использовать мегомметры класса напряжения 1000 В, а для обмоток ротора – мегаомметры класса напряжения 500 В. Для измерения сопротивления изоляции обмоток машин переменного тока, имеющих напряжение выше 1 кВ, следует использовать мегаометры класса напряжения 2500 В.
В связи с большим разнообразием работ по техническому обслуживанию перечислим лишь типовой объем этих работ:
- ежедневный контроль за выполнением правил эксплуатации и инструкций завода-изготовителя (контроль за нагрузкой, температурой отдельных узлов электрической машины, температурой охлаждающей среды при замкнутом цикле охлаждения, за наличием и состоянием смазки в подшипниках, уровнем шумов и вибраций, степенью искрения под щетками и так далее);
- ежедневный контроль за исправностью заземления;
- обтирка, чистка и продувка машины, выявление мелких неисправностей и их устранение, не требующее специальной остановки и проводимое во время перерывов в работе основного технологического оборудования (подтяжка контактов и креплений, замена щеток, регулирование траверс и остальных работ);
- проверка состояния электрических машин с использованием средств технической диагностики, проводимая с целью выявления предельной выработки ресурса их узлов и деталей и предупреждения аварийных ситуаций;
- восстановление отключившегося (в результате срабатывания защиты) оборудования;
- приемо-сдаточные испытания после монтажа, ремонта и наладки электрических машин и систем их защиты и управления;
- плановые осмотры эксплуатируемых машин по утвержденному главным электриком (или главным энергетиком) графику с заполнением карты осмотра.
Для большинства электрических машин основным фактором, влияющим на их работоспособность, является рабочая температура отдельных частей машин (обмоток, подшипников, коллектора и контактных колец). Поэтому в процессе эксплуатации контролю над температурой уделяется особое внимание. На практике применяются два способа контроля над нагревом: непосредственный и косвенный.
При непосредственном методе контроля электрическая машина имеет встроенные в обмотки, подшипники, магнитопровод датчики температуры — термометры сопротивления, терморезисторы, термопары. С помощью этих датчиков и производятся измерения температуры или превышения температуры соответствующих узлов машины над температурой окружающей среды. Измерения могут осуществляться либо дистанционно, либо непосредственно на машине при каждом ее осмотре, соответственно температура может контролироваться либо постоянно, либо периодически. Важным преимуществом непосредственного метода является возможность контроля температуры без отключения машины.
Если непосредственный метод контроля невозможен (отсутствуют встроенные датчики температуры), то применяется косвенный метод контроля над нагревом машины. При использовании этого метода следят не за самой температурой или ее превышением, а за нагрузкой машины и температурой охлаждающей среды. Обычно, если нагрузка не превышает номинальную, а температура охлаждающей среды не превышает допустимую, не следует опасаться недопустимых перегревов. Косвенный метод контроля широко используется при эксплуатации электрических машин малой и средней мощности, для которых, как правило, не предусмотрена установка встроенных датчиков температуры.
Рассмотрим характерные неисправности электрических машин, приводящие к отказу или выходу машины из строя, которые могут наблюдаться при проведении работ по их техническому обслуживанию.
Витковое короткое замыкание вследствие пробоя изоляции между смежными витками обмотки статора или ротора приводит к повышенному перегреву электрической машины даже при нагрузке, не превышающей номинальную. Короткое замыкание между фазами обмотки статора вследствие пробоя межфазной изоляции или пробоя изоляции двух фаз на корпус приводит к сильным вибрациям машины переменного тока, которые прекращаются при отключении машины от сети. Кроме того, наблюдается асимметрия токов в фазах и быстрый нагрев отдельных участков обмотки. При коротком замыкании обмотки фазного ротора (или при пробое изоляции между контактными кольцами и валом) асинхронный двигатель пускается в ход при разомкнутой обмотке ротора, под нагрузкой пуск двигателя происходит медленно, а ротор сильно нагревается даже при небольшой нагрузке.
Обрыв проводников обмотки статора двигателей переменного тока вызывает асимметрию токов и быстрый нагрев одной из фаз при работающей машине. При обрыве фазы (крайний случай обрыва проводников) двигатель не запускается при подаче напряжения, наблюдается сильный шум и быстрый нагрев двигателя.
При обрыве фазы работающего двигателя наблюдается резкая асимметрия токов статора, сильный шум и быстрый нагрев сверх допустимых пределов. Обрыв стержня короткозамкнутой обмотки ротора асинхронного двигателя приводит к повышенным вибрациям, уменьшению частоты вращения под нагрузкой, периодическим пульсациям тока статора во всех фазах.
Недопустимое снижение сопротивления изоляции обмоток может произойти вследствие ее сильного загрязнения, увлажнения или частичного разрушения вследствие износа.
Нарушение электрических контактов, паяных или сварных соединений приводит в асинхронных двигателях к тем же эффектам, что и обрыв витков, стержней обмотки ротора или фазы обмотки в зависимости от нахождения данного электрического соединения. Нарушение контакта в цепи щеток приводит к повышенному искрению последних. Нарушение межлистовой изоляции сердечников магнитопроводов статора машин переменного тока или ротора машин постоянного тока приводит к недопустимому повышению температуры магнитопровода в целом и его отдельных участков. Это в свою очередь приводит к повышенному нагреву обмоток и может вызвать выгорание части магнитопровода.
Ослабление прессовки листов магнитопровода вызывает шум и повышенные вибрации электрических машин, исчезающие после отключения машины от сети. Ослабление крепления полюсов и сердечников статоров приводит к повышенным вибрациям, исчезающим после отключения машины от сети.
Выработка коллектора и контактных колец и ослабление нажатия щеток приводят к повышенному искрению и нагреву контактных колец и коллектора. Износ щеток ускоряется.
Деформация вала приводит к появлению эксцентриситета ротора, больших сил одностороннего тяжения, в результате чего асинхронный двигатель не развивает номинальной скорости, а его работа сопровождается низкочастотным шумом (на оборотной частоте).
Засорение охлаждающих (вентиляционных) каналов и загрязнение корпуса приводят к повышенному нагреву машины или ее отдельных частей при нагрузках, не превышающих расчетных значений.
Выплавка баббита в подшипниках скольжения или чрезмерный износ подшипников качения приводят к нарушению соосности электрической машины и приводного механизма, к появлению эксцентриситета ротора. Первая из этих причин вызывает повышение вибраций, которые не исчезают после отключения машины от сети, проявления второй причины такие же, как и при деформации вала.
Нарушение уравновешенности (балансировки) таких вращающихся частей, как муфты, шкивы и роторы, приводит к появлению повышенных вибраций.
Как видно из анализа проявлений возможных неисправностей и их влияния на рабочие свойства электрических машин, одни и те же физические эффекты могут быть вызваны различными причинами. Это часто не позволяет однозначно определить неисправность машины, можно ограничиться лишь их возможным перечнем. Истинная причина может быть определена в процессе дефектации с целью ее устранения. Если говорить о неисправностях конкретных видов электрических машин, то, как правило, эксплуатационный персонал при работе ориентируется на перечень типовых неисправностей и способов их устранения, который содержится в паспорте каждой электрической машины (или группы однотипных машин). В качестве примера в таблице 1 приведен перечень возможных неисправностей асинхронных двигателей с короткозамкнутой обмоткой ротора серии АИР. Аналогичные перечни содержатся в паспортах, поставляемых
заводами-изготовителями вместе с самими электрическими машинами.
Таблица 1
| Неисправность, внешнее проявление и дополнительные признаки | Вероятная причина | Способ устранения |
| Двигатель при пуске не разворачивается, гудит | Отсутствие или недопустимое уменьшение напряжения питающей сети Перепутаны начало и конец фазы обмотки статора Двигатель перегружен Неисправен приводной механизм | Найти и устранить неисправности сети Произвести подключение фаз согласно схеме Снизить нагрузку Устранить неисправность приводного механизма |
| Остановка работающего двигателя | Прекращение подачи напряжения Неполадки в аппаратуре распредустройства и питающей сети Заклинивание приводного механизма Сработала защита | Найти и устранить разрыв в электрической цепи Устранить неполадки в аппаратуре и питающей сети Устранить неисправности приводного механизма Проверить обмотку статора и устранить причину |
| Повышенный перегрев двигателя | Двигатель перегружен по току Повышено или понижено напряжение в сети Повышена температура окружающей среды Нарушена нормальная вентиляция (загрязнены вентиляционные каналы и корпус двигателя) Нарушена нормальная работа приводного механизма | Снизить нагрузку до номинальной Установить напряжение в соответствии ГОСТ 183-74 Установить допустимую температуру Почистить корпус и вентиляционные каналы Устранить неполадки в работе приводного механизма |
| Обмотка статора перегревается, двигатель сильно гудит и не развивает нормальной частоты вращения | Межвитковое замыкание в обмотке статора Обмотка одной из фаз пробита на корпус (землю) в двух местах Короткое замыкание между фазами Обрыв одной из фазы | Заменить статор Заменить статор Заменить статор Заменить статор |
Продолжение таблицы 1
| Неисправность, внешнее проявление и дополнительные признаки | Вероятная причина | Способ устранения |
| Повышенный перегрев и стук подшипников | Неправильная центровка двигателя с приводным механизмом или ее нарушение Повреждение подшипников | Правильно сцентровать двигатель с приводным механизмом Заменить подшипники |
| Повышенная вибрация работающего двигателя | Недостатки жесткость фундамента Несоосность вала двигателя с валом приводного механизма Не отбалансирован привод или соединительная муфта (шкив) | Увеличить жесткость фундамента Улучшить соосность валов Отбалансировать привод или муфту (шкив) |
| Пониженное сопротивление изоляции обмоток | Загрязнение или отсырение обмоток | Разобрать и почистить двигатель, продумать и просушить обмотку |
Date: 2015-05-04; view: 3558; Нарушение авторских прав