Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Типи, конструкція та технічні характеристики печей резистивного нагрівання
|
|
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ “ЛЬВІВСЬКА ПОЛІТЕХНІКА”
ОСНОВИ ЕЛЕКТРОТЕХНОЛОГІЙ
Конспект лекцій
Львів 2012
УДК 621
Основи електротехнологій. Конспект лекцій для студентів спеціальності “електротехнічні системи електроспоживання”/ Укладач: Олійник М.Й., Шелех Ю.Л. –Львів: Національний університет “Львівська політехніка”, 2011. -____ с.
ЗМІСТ
1. Вступ.. 4
2. Типи, конструкція та технічні характеристики печей резистивного нагрівання.. 5
3. Енергетичний баланс електротермічних установок.. 10
3.1. Загальні положення. 10
3.2. Способи зменшення теплових втрат через стінки печі 11
3.3. Зменшення втрат через отвори і щілини. 19
3.4. Втрати тепла через теплові короткі замикання. 20
3.5. Розрахунок втрат з газами. 21
3.6. Зменшення втрат на акумуляцію тепла у стінах печі. 21
4. Раціональне використання електроенергії в електричних печах резистивного нагрівання.. 22
4.1. Експлуатаційні характеристики печей. 22
4.2. Заходи з економії електроенергії в резистивних печах. 25
5. Установки індукційного та діелектричного нагрівання.. 26
5.1. Загальні відомості 26
5.2. Канальні індукційні електричні печі 32
5.3. Тигельні індукційні електричні печі 37
5.4. Індукційні нагрівальні устави. 41
5.5. Електропостачання індукційних установок. 44
5.6. Техніко-економічні аспекти застосування індукційного нагрівання. 50
.
Вступ
Використання електричної енергії в електротермічних установках має суттєві переваги порівняно з іншими енергоносіями:
· можливість концентрації великої потужності в робочих об’ємах чи в нагріваних матеріалах, що забезпечує отримання високих температур (до 5000оС при дуговому нагріві та 20 000оС і більше при плазмовому нагріві), які не можуть бути досягнуті з використанням інших енергоносіїв (нафта, газ, вугілля тощо);
· велика швидкість нагрівання (через концентрацію потужності), що забезпечує інтенсифікацію виробництва та високу продуктивність установок;
· зниження питомих витрат матеріалів, енергетичних і трудових витрат;
· можливість використання збіднених руд чи вторинної серовини, перероблення яких в печах з іншими енергоносіями неможливе чи економічно невигідне;
· менші енергетичні витрати, що забезпечує для широкого кола технологічних процесів значну економію первинних енергоресурсів;
· відносна простота здійснення процесу виділення теплової енергії, в тому числі на необхідних ділянках та в потрібних кількостях, що дозволяє автоматично регулювати хід технологічних процесів, здійснювати їх за будь якою програмою і, як наслідок, забезпечує високу і стабільну якість матеріалів, що нагріваються;
· висока рівномірність нагрівання і висока точність забезпечення температурних режимів (нерівномірність температурного поля в прецизійних електропечах може складати 0,5 оС);
· відносна легкість створення різних атмосфер (захисних чи інертних) в робочому просторі;
· відсутність впливу енергоносія на атмосферу робочого середовища, відсутність забруднення виробу продуктами спалювання палива;
· компактність та мобільність установок;
· легкість транспортування енергоносія; відсутність потреби в транспортуванні та збереженні палива і видаленні продуктів його спалення;
· кращі соціальні умови праці.
Спрощений підхід до аналізу енерговикористання під час електронагріву може наштовхнути на хибну думку про ніби-то гірше використання первинних енергоресурсів в цих установках внаслідок дворазового перетворення енергії (спочатку теплової енергії палива в електричну на електростанції, потім – електричної в теплову). Ретельніший аналіз показує, що, у більшості випадків, застосування електронагріву забезпечує економію первинних енергоресурсів. Це зумовлено такими чинниками:
· вищим ККД електронагріву порівняно з полуменевим (ККД електричних печей 55-85%; полуменевих 16-40%);
· застосування для отримання електроенергії відносно дешевого палива (низькосортне вугілля тощо);
· можливість здійснення локального нагрівання у процесі термічного оброблення деталей;
· можливість проведення технологічного процесу без застосування дорогих та дефіцитних ресурсів (наприклад коксу).
Зауважимо, що сказане стосується, у певній мірі, не лише промислового, а й побутового нагрівання, в тому числі й електроопалення.
Типи, конструкція та технічні характеристики печей резистивного нагрівання
Електричні печі резистивного нагрівання за способом виділення тепла поділяються на дві групи:
· прямого нагрівання,
· непрямого (опосередкованого) нагрівання.
У печах (установках) прямого нагрівання тепло виділяється безпосередньо у деталях, через які пропускають електричний струм. Технологічна операція нагрівання стосується тільки цих деталей.
У печах опосередкованого (непрямого) нагрівання тепло виділяється у тепловидільних нагрівачах і передається до садки (деталей) відомими видами теплопередачі.
За робочою температурою печі поділяють на низько-, середньо- і високотемпературні, термічні (нагрівні) і плавильні.
За способом термічної обробки поділяють на печі періодичної і неперервної дії. У печах неперервної дії (методичних) садка рухається неперервно від завантажувального отвору до місця вивантаження, перебуваючи у різних температурних зонах. У печах періодичної дії вироби (садка) завантажують у простір печі і вони перебувають у ній протягом тривалості технологічного процесу термообробки.
На рис. 2.1. наведені типи електричних печей непрямого нагрівання періодчиної дії, а на рис. 2.2. – методичної дії.
Печі резистивного нагрівання періодичної дії відрізняються між собою способом завантаження садки у робочу камеру печі, а печі неперервної дії – способом переміщення садки у просторі печі. Камерні печі можуть бути герметизовані для створення необхідної контрольованої атмосфери технологічного оброблення садки.
У контрольованих атмосферах відбувається термохімічна поверхнева обробка деталей – азотування, цементація, нітроцементація, що має на меті підвищення їх зносостійкості та міцності. У ряді технологічних процесів використовується водневе середовище.
Камерні печі прості і універсальні за використанням. Робочий простір має форму камери, утвореної з вогнетривких матеріалів (шамот), на стінках якої розташовані нагрівні елементи. Другий шар футеру – теплоізоляційний. Зовні піч захищена металевим кожухом. У печах з температурою до 1250°С використовують нагрівні елементи з високоомних сплавів, а при більших температурах – з карборунду SiC чи з дисиліциду молібдену MoSi2.
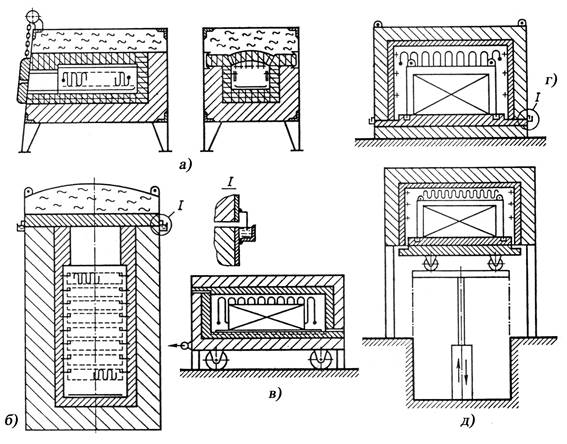
Рис. 2.1. Типи резистивних печей періодичної дії:
а – камерна; б – шахтна; в – камерна з висувною подиною;
г – ковпакова; д – елеваторна
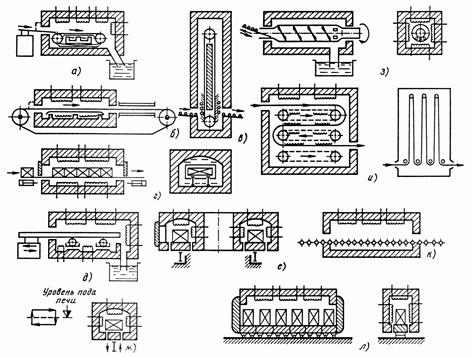
Рис. 2.2. Типи резистивних печей неперервної дії:
а – конвеєрна з внутрішнім конвеєром; б – конвеєрна з зовнішнім конвеєром;
в – з вертикальним конвеєром; г – штовхальна;
д – з пульсівним подом; е – карусельна; ж – з крокуючою подиною;
з – барабанна; и – протяжна; к – рольгангова; л – тунельна
Різновидностями камерних печей є печі з висувною подиною та елеваторна.
Шахтні печі виконують у вигляді шахти круглого, квадратного чи прямокутного перерізу з завантаженням через верхній отвір, що закривається кришкою з ущільненням. Нагрівні елементи розташовують на бокових стінках.
Печі ковпакові, елеваторні та з висувною подиною є модифікацією камерної печі, у якій механізовані процеси завантаження і вивантаження садки.
Конвеєрні печі – найпоширеніший тип печей методичної дії. Використовуються при температурах до 1150°С. Термічне оброблення може здійснюватись у повітряній (окиснювальній) або у контрольованій атмосфері.
Штовхальні печі мають зовнішній штовхальний механізм, який проштовхує по жаростійких напрямних піддони з садкою. Використовуються для оброблення дрібних і великих деталей при температурі до 1150°С.
Печі з пульсівним подом застосовуються для термооброблення різних деталей до температури 900°С. Переміщення здійснюється зворотньо – поступальним рухом подини: повільно вперед і швидко назад.
У карусельних печах нагріваються масивні деталі до температури 1300°С. Переміщення їх в просторі печі здійснюється обертанням подини, що має форму кільця.
У печах з крокуючим подом переміщення здійснюється футерованою балкою, яка періодично піднімає садку над подиною і переносить її на крок до 0.5 м, опускає садку на подину і повертається у вихідне положення. Робоча температура у просторі печі – до 1300°С.
Барабанні печі використовують для нагрівання дрібних деталей кулеподібної форми та порошкових матеріалів. Переміщення садки здійснюється внаслідок обертання барабана навколо осі; на внутрішній поверхні барабана виконані гвинтоподібні напрямні. Температура – до 1000°С.
Протяжні печі використовуються для термооброблення дроту чи стрічки при температурі до 1300°С. Вироби протягуються у просторі печі за допомогою намотувально-розмотувальних механізмів.
Рольгангові печі універсальні за застосуванням. У просторі печі садка переміщається обертанням рядів роликів, які мають спільний зовнішній привід. Температура у робочому просторі до 1200°С. Ширина печі від 400 мм до 4500 мм, довжина до 80 м і більше.
Тунельні печі використовуються для відпалювання керамічних виробів при температурі до 1300°С. Вироби розташовують на візках, які проштовхують у просторі печі.
Специфічним типом резистивних печей є електричні ванни. Це конструктивно різноманітна група печей, серед яких основними видами є такі:
· електричні соляні ванни (рис. 2.3);
· соляні та оливні ванни з зовнішнім або внутрішнім обігріванням.
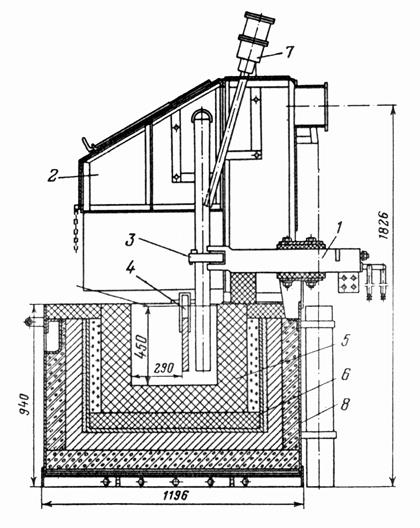
Рис. 2.3. Соляна електродна ванна:
1 – струмопровід; 2 – ковпак; 3 – електродна група; 4 – перегородка;
5 – футер; 6 – внутрішній кожух; 7 – пірометр; 8 – зовнішній кожух
В електродних соляних ваннах теплова енергія виділяється у розтопленій солі (суміші солей) від проходження по ній струму. Нагрівання деталей (садки) здійснюється зануренням їх у розтоплену сіль, де тепло передається шляхом конвекції. Нагрівання здійснюється до 1300°С. На електроди соляної ванни подається напруга від понижувальних трансформаторів (U2 =6.5-20 В) потужністю до 160 кВА.
Ванни з зовнішнім обігріванням виконують у вигляді металевих тиглів, що підігріваються зовні. У тиглях може бути розігріта сіль, луг чи олива, іноді – свинець. Температура термооброблення до 900°С. Такі ванни випускаються потужністю до 30 кВт із живленням від мережі напругою 220 чи 380 В.
Технічні характеристики деяких типів печей резистивного нагрівання наведені у табл. 2.1.
Таблиця 2.1.
Технічні характеристики резистивних печей
| Типорозмір печі | Робоча температура, °С | Потужність, кВт | Маса садки, кг | Габарити робочого простору, мм | Застосування |
| СНО | 30–40 | 500×500×500 | Сушіння електродів | ||
| СНА | 650×2200×100 | Азотування | |||
| СНО | 700×630×1000 | Відпалювання скла, термооброблення | |||
| СНО | 300×600×200 | ||||
| СНО | ЗО | 300×400×250 | Нагрівання для гартування штампування | ||
| СШЗ | 37,2 | Діаметр 600, висота 600 | Відпал сталевих виробів | ||
| США | 42,5 | Діаметр 500, висота 750 | Азотування | ||
| СГЗ | Діаметр 1600, висота 1600 | Дифузний відпал | |||
| СДО | 79,4 | 1000×1250×1000 | Підігрів штампів, прес-форм | ||
| СДО | 1400×2000×1000 | Нагрівання | |||
| СКЗ | 149,5 | (100–160) | 400×2000×100 | Гартування | |
| СКЗ | 387,3 | (400–600) | 800×4000×100 | ||
| СКО | 134,2 | (400–640) | 1400×7500×400 | Відпал | |
| СТЦ | (400) | 1000×10000×500 | Цементація | ||
| СРО | 388,8 | (1500) | 1100×7860×500 | Відпал листів | |
| САО | (250) | діаметр 2100/900, висота 400 | Термообробка сплавів | ||
| САЗ | (100) | 300×250×400 | Гартування | ||
| СИЗ | 88,6 | (160) | 400×2000×ЮО |
Примітка: У позначенні С – резистивна піч, Н – камерна, Ш – шахтна, Г – ковпакова,
Д – з висувною подиною; К – конвеєрна; Т – штовхальна; Р – рольгангова;
А – карусельна; И – пульсуючий під.
Третя буква – атмосфера (О – окисна, З – захисна; А – азотна; Ц – цементація)
У чисельнику – розміри простору у дм; у знаменнику – темпераутра у сотнях °С.
Date: 2015-06-06; view: 1553; Нарушение авторских прав