Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Схема перестановки гидравлического прибора при регулировке и разгонке зазоров
Регулировка зазоров производится без разрыва рельсовой колеи в интервалы между поездами. Место работ ограждается сигналами остановки с выдачей поездам предупреждения об остановке у красного сигнала, а при отсутствии его - о следовании без уменьшения скорости.
Работа выполняется гидравлическими приборами РН-01 или РН-02, а в отдельных случаях ударными приборами системы Горьковской дороги или МK-6.
Перед пропуском поезда гидравлический или ударный прибор снимается с рельсов и убирается на габаритное расстояние от пути, ослабленные стыковые болты затягиваются, костыли добиваются.
Регулировка зазоров одним гидравлическим прибором на пути с костыльным прикреплением рельсов к шпалам выполняется бригадой в составе восьми человек и двух сигналистов под руководством бригадира пути. Последовательность выполнения работ следующая: первый рабочий ослабляет болты в стыках на тех половинах накладок, которые обращены в сторону угона; второй рабочий в это время ослабляет клиновые или снимает пружинные противоугоны; третий и четвертый рабочие перемещают гидравлическим прибором рельсы (перемещение может производиться плетями по 2 - 3 рельса); пятый рабочий устанавливает в зазоры передвигаемых рельсов прозорники-прокладки и помогает третьему и четвертому рабочим устанавливать прибор или снимать его для пропуска поездов; шестой рабочий для облегчения перемещения рельсовой плети наддергивает отдельные костыли и постукивает по рельсам деревянной кувалдой. Вслед за этой группой седьмой рабочий закрепляет стыковые болты, а восьмой рабочий устанавливает противоугоны и добивает наддернутые костыли.
Если для регулировки зазоров используется ударный разгоночный прибор, то бригада увеличивается до 10 человек, при этом для работы непосредственно с разгоночным прибором назначается 6 человек. Для регулировки зазоров одним гидравлическим прибором при раздельном скреплении бригада увеличивается до 12 человек в связи с необходимостью ослабления и закрепления клеммных болтов.
Порядок работ при этом следующий: один рабочий ослабляет болты в стыках на половинах накладок, обращенных в сторону угона; трое рабочих ослабляют клеммные болты только на передвигаемой плети; двое рабочих вслед за ними передвигают гидравлическим прибором рельсы; один рабочий устанавливает в зазоры передвигаемой плети прозорники-прокладки и помогает устанавливать прибор и снимать его при пропуске поездов; один рабочий для облегчения перемещения рельсовой плети постукивает по рельсам деревянной кувалдой; один рабочий закрепляет стыковые болты; трое рабочих закрепляют клеммные болты на передвинутых рельсах.
Если величина передвижки рельсов, определяемая по ведомости, требует разрыва рельсовой колеи и применения вкладышей для пропуска поездов в процессе работы, то вместо регулировки производится разгонка зазоров. При разгонке зазоров дополнительно выполняются следующие работы: снятие в стыке разрыва трех болтов (при шестидырных накладках) на той половине, которая обращена в сторону угона; смена типовых накладок на временные инвентарные в стыке разрыва; постановка снятых болтов в стыке разрыва; смена временных инвентарных накладок на типовые в стыке разрыва; перегонка стыковых шпал (при необходимости); подбивка стыковых и пристыковых шпал с последующей засыпкой шпальных ящиков и трамбованием балласта; оправка балластной призмы в местах подбивки шпал. Передвижка рельсов выполняется, как правило, одновременно двумя разгоночными приборами по обеим нитям. При работе одним прибором, чтобы не перекашивались шпалы и не сужалась колея, рельсовые плети перемещаются последовательно - сначала на одной рельсовой нити перемещается одна плеть, затем на другой и т. д.
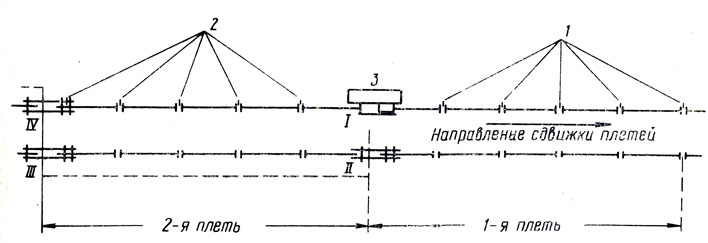
Схема перестановок гидравлического прибора при разгонке зазоров: I, II, III, IV - первая, вторая, третья и четвертая установки соответственно: 1 - основные прозорники; 2 - дополнительные прозорники; 3 - разгоночный прибор
Раздел 4
Date: 2016-06-06; view: 1271; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |