Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Доводка внутренних поверхностей

Притиры для доводки отверстий изготавливают в виде втулок, насаженных на оправки Применяют регулируемые и нерегулируемые притиры. Нерегулируемые притиры с постоянным наружным диаметром применяются для доводки отверстий малых диаметров, конических и резьбовых поверхностей. Регулируемые притиры имеют разрезную рубашку с внутренним конусом и разжимное устройство, которое при осевом перемещении внутри рубашки притира (рис. 8, а, б) может увеличивать его диаметр.
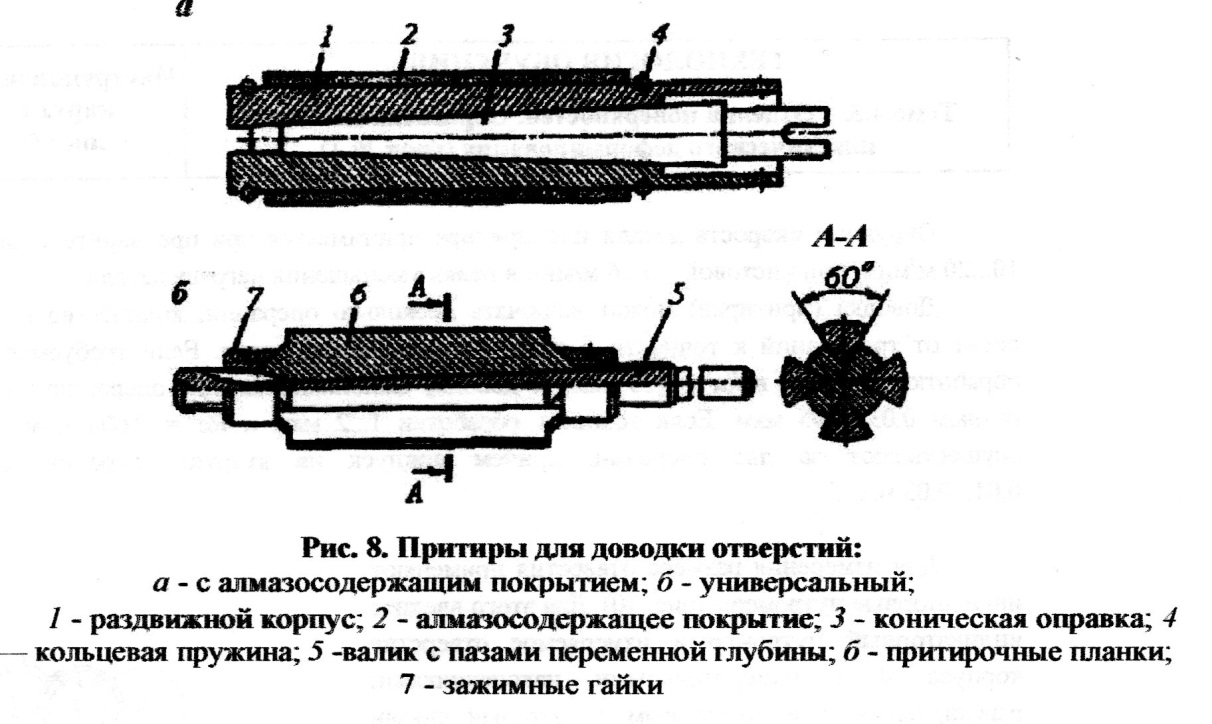
Начальный диаметр притира обычно на 0,005...0,03 мм меньше обрабатываемого отверстия. Длина рабочей части поверхности притира составляет для сквозных отверстий 1,2... 1,5 глубины обрабатываемого отверстия, а для глухих - меньше его глубины. При обработке точных отверстий биение притира на оправке должно быть не более 0,01...0,2 мм, а отклонение от цилиндричности - не более 0,005...0,01 мм.
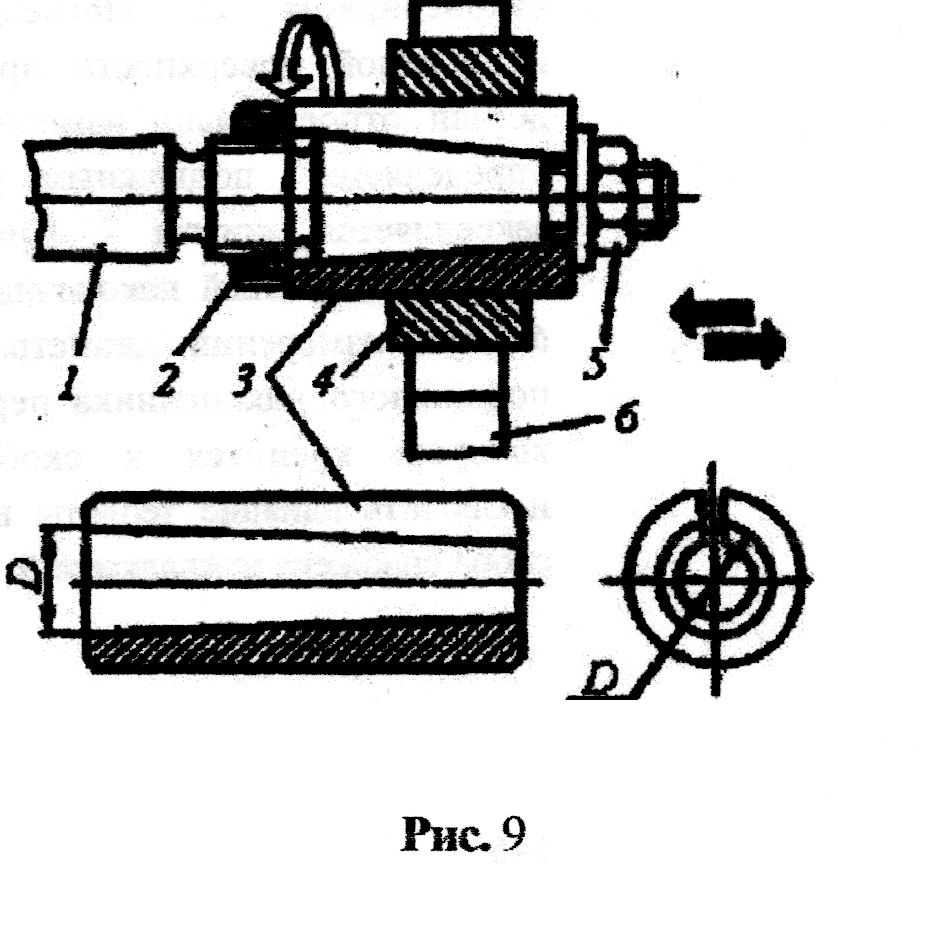
Для притирки внутренней поверхности детали 4 (рис. 9) применяется разжимной притир 3. Для разжима притира гайку б необходимо навинчивать при одновременном отвинчивании гайки 2. Таким образом притир будет сдвигаться по конической оправке и разжиматься. Оправку 1 притира установите в шпиндель станка.
Притираемую деталь насадите на оправку, предварительно покрытую абразивной пастой, состоящей из мелкозернистого абразивного порошка и масла. Установите на детали жимок 5, как и при притирке наружной поверхности детали.
Настройте, а затем включите станок. Совершая возвратно-поступательное движение жимка произведите притирку внутренней поверхности детали.
 Дополнительно притир можно насыщать абразивным порошком либо пастой той же или более крупной зернистости. Предварительную и чистовые доводки выполняют различными притирами.
Дополнительно притир можно насыщать абразивным порошком либо пастой той же или более крупной зернистости. Предварительную и чистовые доводки выполняют различными притирами.
Окружная скорость детали или притирка принимается при предварительной доводке 10...20 м/мин, при чистовой - 5—6 м/мин в цепях уменьшения нагрева детали.

|
Доводка (притирка) может включать несколько операций, количество которых зависит от требований к точности и шероховатости поверхности. Если требуемая точность обработки 3...5 мкм и Ra = 0,16 мкм, то доводку выполняют за одну операцию с припуском равным 0,03—0,05 мкм. Если точность обработки 1—2 мкм иRа — 0,008 мкм - доводку осуществляют за две операции, прячем припуск на вторую операцию составляет 0,01...0,03 мм.
Дня измерения размера отверстия применяют индикаторные нутромеры (рис. 10). Для этого введите индикаторный нутромер в измеряемое отверстие корпуса 4 с измерительными наконечниками: регулируемым 5 и подвижным I, который связан рычагом внутри держателя 2 с индикатором 3. При измерении индикаторный нутромер следует покачивать, с тем чтобы найти наименьшее показание, соответствующее размеру отверстия в измеряемом сечении детали.
Для измерения наружного диаметра детали применяют рычажные скобы. Индикаторную скобу 9 (рис. 11) установите на детали так, чтобы измеряемая поверхность располагалась между пяткой 12 регулируемого измерительного наконечника, который фиксируется винтом 10 и защищается колпачком 11, и подвижным измерительным наконечником 2. Последний прижимается к измеряемой поверхности пружиной 3. Положение детали относительно измерительных наконечников определяется подвижным упором 1, который закрепляется винтом 7. При установке скобы на деталь подвижный наконечник отводится арретиром 6. При измерении диаметра детали перемещение подвижного наконечника передается индикатору 4, который крепится к скобе винтом 5. Чтобы, исключить влияние теплоты на результат измерения, скоба снабжена накладками 8.
Date: 2015-09-23; view: 3135; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |