Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Производство строганных погонажных изделий
Все виды профильных погонажных деталей чаще обрабатывают с 4 сторон для разных потребителей: авто-, вагоно-, судо-, обозо-, сельхозмашиностроение, тарная промышленность и т. д. Такие материалы могут иметь плоские и фигурные профили для карнизов, пилястр, плинтусов, поручней и т. д. Перед их фрезерованием пиломатериалы должны быть высушены до требуемой влажности. Для их обработки используют 4-сторонние продольно-фрезерные станки С10-3 наибольшей шириной обрабатываемой доски
100 мм), С16—4А (160 мм) и C25-IA, С25-2А и С26-2М (до 250 мм). Стан-
ки серии С25 имеют пятый шпиндель – калёвочный, на который можно устанавливать вместо фрез пилы. При частоте вращения фрез 5000...7000 об/мин скорость подачи 6...40 м/мин. Производительность этих станков (при Кр, Км и Кс> равных 0,9..0,94) определяют по формуле 2.19.
Качество обрабатываемой поверхности определяется размерами волн, образующихся на ней при обработке вращающимся режущим инструментом. Длину волн, l мм, если считать, что поверхность формируется одним ножом, определяют по формуле

Глубина волн H мм составляет

Максимальная скорость подачи, мтах, м/мин при которой глубина не будет превышать допустимого значения

При радиусе вращения лезвий ножей R значение H выбирают по допустимой величине шероховатости поверхности. Доски торцуют не перед, а после фрезерования их по сечению.
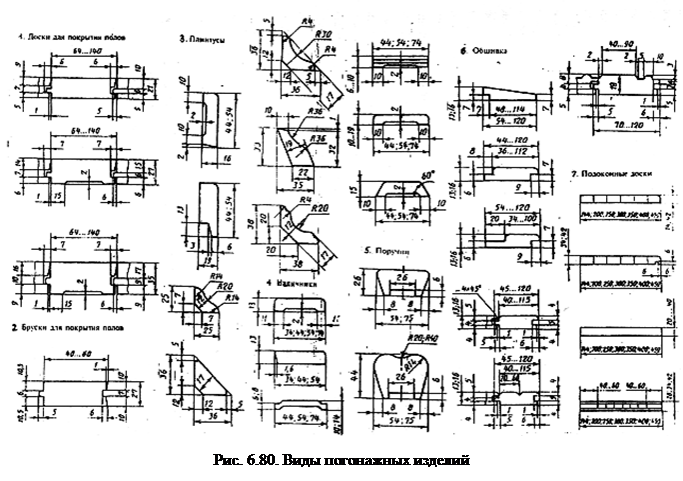
Размерные параметры основных профильных погонажных деталей из древесины для строительства регламентированы ГОСТ 8242-88. На рис. 6.80 дана конфигурация поперечных сечений: 1) досок и 2) брусьев (для покрытия полов) толщиной 21, 27 и 35 мм шириной 64... 140 и 40...60 мм с предельными отклонениями + 1 мм; 3) плинтусов для оформления углов между стенами и полом) шести типов толщиной 16...38, и шириной 25...54 мм; 4) наличников (для оформления дверных и оконных коробок) шести типов сечением от 6x44 мм (из ДВП) до 15x74 мм из древесины хвойных и лиственных пород; 5) поручней (для перил) двух типов сечением от 26x54 до 44x75 мм; 6) обшивки (для обкладывания деревянных домов) четырёх типов сечением от 13x44 до 19x120 мм из хвойных и лиственных пород для внутренней обшивки и из хвойной древесины и осины - для наружной обшивки; 7) подоконных досок четырёх типов сечением от 20x144 (из древесно-стружечных плит (ДСтП) до 42x450 мм из древесины хвойных пород, а также с наружными слоями из сверхтвёрдой ДВП или водостойкой фанеры. Кроме того, выпускают раскладки (для оформления углов в местах соединения панелей) двух типов: с трапециевидным профилем 13x19 и с закруглённым профилем 19x22 мм по радиусу 25 мм. Не допускается изготовление поручней из древесины лиственницы, ели, пихты и тополя, досок для покрытия полов из липы и тополя. Подоконные доски рекомендуют выпускать длиной 700, 850, 1000, 1300, 1450, 1600, 1900, 2200 и 2500 + 3 мм а остальные детали св. 2100 мм.
В древесине профильных строганых деталей не допускаются сучки более 1/3 ширины лицевой поверхности под прозрачное покрытие и 1/2 - под непрозрачное и не более 1/4 их толщины; не допускаются несквозные трещины длиной более 1/5 и 1/3 длины детали, шириной более 1 и 3 мм, глубиной более 1/3 и 1/4 толщины; грибные пятна, заболонные окраски, побурение, ложное ядро, засмолок не допускаются на поверхности под прозрачное покрытие; кармашки и червоточины, вырыв, выхват, запил, вмятина, скол задир, выщербина не допускаются глубиной более 3 мм под непрозрачное покрытие и св. 0,5 мм под прозрачное; острый обзол, гнили, пасынок, прорость, рак, сквозные трещины, бахрома не допускаются. Свилеватость, завиток, крень, водослой, глазки не ограничиваются. Сердцевина не допускается на лицевой поверхности досок пола, подоконных досок и деталей под прозрачное покрытие, где не допускается также более одной заделки пороков пробкой на I м длины деталей, а шпатлевание допустимо только под цвет древесины. Влажность древесины деталей, эксплуатируемых в помещении должна быть 12 + 3, снаружи помещения 15 + 3 %, влажность древесины заделок на 2...3 % меньше.
Шероховатость фрезерованных поверхностей деталей (Rm) под прозрачное покрытие поручн ей не должна превышать 80 мкм других деталей – 120, под непрозрачное покрытие – 200, нелицевых поверхностей – 500 мкм. Длина зубчатого шипа сращиваемых деталей под прозрачное покрытие не должна превышать 10 мм. Ширина склеиваемых заготовок подоконной доски не должна превышать 100 мм (кроме доски шириной 144 мм). Водостойкость применяемых клеёв – не ниже средней по ГОСТ 17005-82. Прочность клеевых соединений должна быть не менее 4 МПа на скалывание вдоль волокон 24 МПа на изгиб при зубчатом соединении, 1500 Н/м листовых облицовочных материалов, 1,8 Н/см поливинилхлоридной декоративной плёнки. Наличники следует изготавливать с законченным отделочным покрытием, в котором не допускается поднятие ворса, просвечивание основы и пропуски покрытия. Качество лакокрасочных покрытий должно быть не ниже IV кл. по ГОСТ 24404-80 с размерами и числом царапин, вмятин, пятен, включений и структурных неровностей не более IV класса. Остальные дефекты не допускаются. Прочность сцепления (адгезия) лакокрасочных покрытий с древесиной должна быть не ниже 2-го балла по ГОСТ 15140-78*. Нижние неокрашенные пласти досок для покрытия полов и подоконных досок должны быть проантисептированы без пропусков. Формирование транспортных пакетов должно соответствовать ГОСТ 21100-93. Пачки должны быть сформированы из деталей одной марки, сечения и длины. Подоконные доски укладывают лицевыми пластями попарно друг к другу с бумажными прокладками между ними. Каждая пачка или пакет должны иметь ярлык, на котором указывают: наименование или товарный знак завода-изготовителя; условное обозначение деталей и вид отделочного покрытия; количество деталей по маркам, сечению, длине (для прирезанных по длине деталей) в метрах (м2, м3) или штуках и виду отделочного покрытия; дату изготовления и штамп ОТК. Транспортная маркировка по ГОСТ 14192-96*. Приёмка ведётся партиями деталей одной марки, сечения, вида прирезки, отделки, оформленными одним документом о качестве. Приёмочный контроль ведут в следующем порядке. Из партии деталей (объёмом до 90, 90...280, 280...500, 500...I200, 1200- 3200, или 3200...10 000 штук) производят выборку методом случайного отбора по ГОСТ 18321-73* (объёмом 8, 13, 20, 32, 50, 80 шт.) Проверяют каждую деталь в выборке на соответствие требованиям настоящего стандарта (и определяют число деталей с допустимыми дефектами. Партию принимают, если число дефектных деталей в выборке меньше или равно приёмочному числу (1, 1, 2, 3, 5, 7 шт.); партию не принимают, если число дефектных деталей в выборке равно или больше браковочного числа (2, 2, 3, 4, 6, 8). Прочность клеевых соединений и сцепления лакокрасочных покрытий проверяют не реже одного раза в квартал или при получении каждой новой партии клея и лакокрасочного материала.
Date: 2015-08-15; view: 717; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |