Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Сборка столярно-строительных изделий
Сборка рамочных конструкций включает операции нанесения клея на шипы и проушины, предварительной их сборки путём вставки шипов в гнёзда и проушины, обжатие соединённых деталей для плотного их соединения, выдержку до отверждения клея, установку дополнительных креплений (винтов, металлических скреп, болтов, нагелей). Их собирают на ваймах с пневматическим обжимным механизмом (рис. 6.64). отличающихся простотой конструкции, плав-ностью работы, лёгкостью управления и регулирования давления сжатия в одном или двух взаимноперпендикулярных направлениях, а также на ваймах ВГК-2, ВГД-2, ВГО-2 с гидравлическим обжимным механизмом. Производительность ваймы П, шт в смену, обратно пропорциональна продолжительности цикла сборки створок (тц 0,75...1 мин) или коробок (1,5...2 мин):

На современных предприятиях рамочные конструкции собирают на специализированных линиях типа АСОП (рис. 6.65). Линия состоит из двух шипорезных станков I и 5 для обработки поперечных и продольных брусков оконных створок, сборочного устройства 2 с подъёмноповоротным столом, подъёмно-накопительного стола 3, двух секций пресса 4 с электронагревателями и пульта управления 6. Предварительно обработанные по профилю и оторцованные бруски укладывают один над другим в магазины шипорезных станков. Упоры штанг захватывают из магазинов нижние бруски, перемещают их на один шаг и возвращаются в исходное положение. Таким образом, продольные и поперечные бруски продвигаются через рабочую зону станка, где фрезеруются шипы и проушины. На следующих позициях, на них наносится клей. Затем продольные и поперечные бруски подаются на поворотный стол выймы, после поворота которого на 180° на него поступает вторая пара брусков. Далее стол с четырьмя брусками поднимается до уровня обжимного устройства, при помощи которого обжимаются сначала поперечные, а затем продольные бруски. Стол опускается в исходное положение, а механизм сталкивания перемещает створку на подъёмный стол, последний опускается на 1 шаг. Механизм доталкивания выравнивает пакет заданной высоты и перемещает до упорного угольника, откуда он загружается в первую секцию пресса. Включаются пневмоцилиндры подвода нагревателей и обжима пакета, в результате чего прочность угловых соединений увеличивается на 25 %. За время выдержки пакета в первом прессе на подъёмном столе накапливается очередной пакет, загружаемый во вторую секцию пресса. Производительность линии АСОП 120 створок в час при обслуживании двумя рабочими. Переналадка линии занимает 10... 15 мин. Линия ДВ206 (рис. 6.66), состоящая из сборной ваймы 1, механизма укладки коробок 2 на подъёмный стол 3 конвейеров 4 и клеенамазывающего станка 5, предназначена для сборки коробок дверных блоков из защипованных брусков на клее с забивкой металлических нагелей по их углам и укладки их в стопы с выдержкой для полимеризации клея.
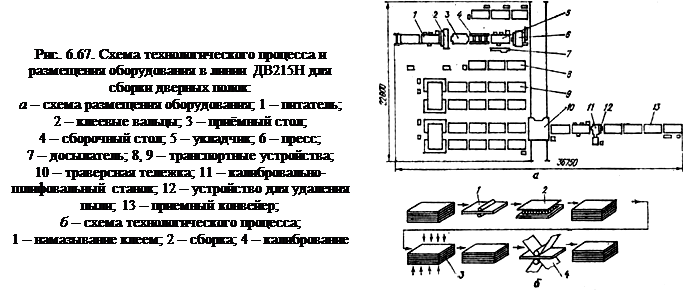
Сборка щитовых конструкций, напр., дверных полотен на линииДВ215Н заключается в нанесении клея на ДВП, укладке брусков обвязки, креплении брусков к ДВП скобами пневмопистолетом, укладке сотового или реечного заполнения и верхнего листа ДВП, сжатии стопы полотен в прессе, фиксации стяжкой сжатой стопы, выдержке для полимеризации на транспортном устройстве, расфиксации стяжки и калибровке на калибровально-шлифовальном станке (рис. 6.67).
Для склеивания применяют кар- бамидоформальдегидные и карбамидополивинилацетатные смолы при 15...20°С с выдержкой под давлением 6...8 час. Производительность линии ДВ215Н при обслуживании 7 рабочими 40 полотен в час.
Установка приборов в процессе сборки оконных и дверных блоков производится по ГОСТ 538-88*. Петли (ГОСТ 5088-94) служат для подвижного соединения оконных створок и дверных полотен с коробками (рис. 6.68), и состоят из двух карт, соединённых осью с зазором в шарнире 0,1...0,Змм. Петли накладные ПН изготовляют пяти размеров от 70 до 150 мм; их используют для соединения дверных коробок с полотнами без наплава, а петли врезные - в оконные створки и балконные двери с наплавом. Высота карт от 75 до 100 мм. Ручки для окон и дверей (ГОСТ 5087-80) выпускают нескольких типов. Внутренние размеры ручек-скоб по длине составляют 80...600 мм, по высоте от 25 до 50 мм. Замки врезные и накладныецилиндровые (ГОСТ 5089-97) отличаются по конструкции и назначению для наружных и внутренний дверей зданий и входных дверей в квартиру. Установку ручек, петель, запирающих и вспомогательных приборов выполняют по схеме на рис. 6.69 на специализированных участках типа ОК213С1-10. включающем стол загрузочный, два агрегата обработки гнёзд и установки фурнитуры, две гидростанции и стол разгрузочный. На участке обрабатывают гнёзда под петли спаривания, планки стяжные, петли-навески, стяжки-завёртки и стержни-рукоятки; устанавливают петли спаривания, петли-навески и стяжки-завёртки. Участок разделён на четыре позиции и обслуживается тремя рабочими, имеющими допуск к работе с электрифицированным инструментам. Производительность участка 170 створок в час.
Сборка дверных блоков. Дверные блоки поставляют потребителю в полной заводской готовности, с окончательной отделкой и установленными приборами. При поставке дверей в неостеклённом виде раскладки для крепления стёкол должны быть отделаны, как и полотна и наживлены в четвертях на шурупах ИЛИ гвоздях. Величину зазора между фальцем коробки и кромками дверного полотна принимают по ГОСТ 6449...82* в пределах 14... 15 квалитетов. Каждое полотно навешивают на две или три петли на расстоянии 250 мм от верха и низа двери до средины петли (рис. 6.69). Для мебельных изделий применяется специальная фурнитура (рис. 6.70). Дверные замки врезают на высоте 1000 мм от нижней кромки дверного полотна. Гнёзда под замки размечают при помощи специального шаблона и выдалбливают электродолбёжником или электросверлилкой за несколько проходов. Замки закрепляют шурупами, которые обязательно завинчивают (но не забивают). Притворные планки углубляют в коробку на глубину их толщины и привинчивают надёжно шурупами. Аналогичным образом собирают и оконные блоки. (В табл. 6.4. приведены примерные стадии и операции технологических процессов изготовления столярных изделий)
Date: 2015-08-15; view: 575; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |