Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Упрочнение форм и стержней
Система альфа-сет является системой «сплошного отверждения», то есть процесс отверждения происходит с одинаковой скоростью по всему объему стержня/формы. Если применяется твёрдая выбивка, наружная сторона формы также будет твёрдой. Это делает определение «времени извлечения» простым и последовательным.
Скорость реакции определяется видом используемого реагента Sinotherm®, а не его количеством. Всегда используйте то количество реагента, которое рекомендуется для данного вида отвердителя Aktivator®.
Система Sinotherm® подвержена влиянию температуры песка в меньшей степени, нежели другие органические системы связующих. Тем не менее, температура песка всё же влияет на степень реакции и на соотношение времени «работы/извлечения».
ЗАЛИВКА ФОРМ: ОПРЕДЕЛЕНИЕ ТЕМПЕРАТУРЫ ЗАЛИВКИ; ВЫБОР КОВША
Для получения всех контуров отливки в полном соответствии с конфигурацией модели заливаемая в литейные формы сталь должна обладать достаточной жидкотекучестью. При недостаточной жидкотекучести стали возможны образования недоливов, спаев, а также получение неровной поверхности стенок отливок. При изготовлении отливок из углеродистой стали разных марок чаще всего достаточно иметь перегрев стали на 30 - 60⁰ С, чтобы обеспечить хорошую заполняемость литейных форм. Для стали 35Л температура заливки составит 1550 ± 5⁰С [3].
В сталефасонном производстве применяют два вида ковшей: чайниковые (а) и стопорные (б). Для заливки принимаем стопорный ковш емкостью 1т, с числом стопоров – 1.
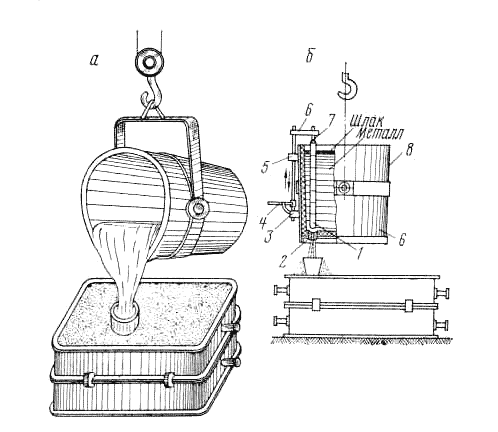 Виды ковшей
Виды ковшей
Рис. 11.
Date: 2015-07-02; view: 621; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |