Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Основные теоретические положения
Освоение производства – это период изготовления продукции, начинающийся выпуском первых изделий и заканчивающийся достижением проектных технико-экономических показателей (проектного выпуска изделий в единицу времени, проектной трудоемкости, проектной себестоимости). Этот период характерен для серийного и массового типа производства, где номенклатура продукции стабильна в течение определенного времени. Продолжительность этого периода может быть различной, от нескольких недель до нескольких лет.
Период освоения новой техники t осв – период времени от начала освоения изделия до достижения нормативного уровня затрат, характерного для установившегося серийного производства.
1.1. Методы перехода на выпуск новой продукции
Прекращение выпуска устаревших изделий, освоение и развертывание выпуска новой продукции составляют процесс перехода на выпуск новой продукции. На выбор метода перехода на производство новых изделий влияет целый ряд факторов, которые обычно приходится учитывать. Это факторы:
· имеющиеся в распоряжении предприятия ресурсы, которые могут быть использованы для организации освоения новой продукции (капитальные вложения и их материализация в виде производственных помещений, оборудования, технологического оснащения, а также людские ресурсы);
· различия в степени прогрессивности осваиваемого и снижаемого с производства изделия;
· степень подготовленности предприятия к освоению новой продукции (комплектность и качество технической документации, степень готовности технологического оборудования
и оснащения, уровень квалификационной подготовки персона-
ла, наличие дополнительных производственных площадей
и т.д.);
· конструкторско-технологические особенности продук-
ции;
· тип производства;
· спрос на продукцию, производимую предприятием;
· уровень унификации осваиваемой и снимаемой с производства продукции.
Основные методы перехода
Последовательный метод перехода характеризуется тем, что производство новой продукции (машины, приборы, и т.д.) начинается после полного прекращения выпуска продукции, снимаемой с производства. Прерывно-последовательный вариант предполагает, что после прекращения выпуска старого изделия на тех же производственных площадях, где это изделие изготовлялось, выполняются работы по перепланировке и монтажу технологического оборудования и транспортных средств, и лишь по их завершении начинается освоение производства нового изделия. Продолжительность этих работ и определяет минимальную величину времени остановки производства.
Параллельный метод перехода характеризуется постепенным замещением снимаемой с производства продукции вновь осваиваемой. В этом случае одновременно с сокращением объемов производства старой модели происходит нарастание выпуска новой.
Параллельно-последовательный метод перехода достаточно широко применяется в условиях массового производства при освоении новой продукции, существенно отличающейся по конструкции от снимаемой с производства. При этом на предприятии создаются дополнительные участки, на которых начинается освоение нового изделия – отрабатываются технологические процессы, проводится квалификационная подготовка персонала, организуется выпуск первых партий новой продукции; в этот начальный период освоения в основном производстве продолжается выпуск изделий, подлежащих замене. После завершения начального периода освоения происходит кратковременная остановка как в основном производстве, так и на дополнительных участках, в течение которой осуществляется перепланировка оборудования в основном производстве и на временных участках, при этом оборудование последних передается в основное производство. По завершении этих работ организуется выпуск новой продукции в основном производстве
Во всех случаях завершением освоения производства новых изделий считается достижение заданного объема выпуска и установившихся нормативных значений основных технико-экономических показателей производства.
1.2. Динамика технико-экономических показателей
производства в период освоения новой продукции
В течение периода освоения происходит существенное снижение трудоемкости продукции. Установлено, что закономерность изменения трудоёмкости в период освоения, описывается уравнением
 (1)
(1)
В качестве аргумента “ x ” может использоваться как временной параметр (продолжительность с начала освоения), так и натуральный (порядковый номер изделия). В последнем случае уравнение будет иметь вид:
 (2)
(2)
где Т i – трудоёмкость изготовления i -го номера изделия, н-час; Tн - начальная трудоёмкость изделия, н-час; b – показатель степени, отражающий интенсивность снижения трудоёмкости изделия в период освоения (0 < b < 1).
Использование уравнения(2) позволяет обоснованно планировать технико-экономические показатели в период освоения: трудоемкость и себестоимость изделий, приемлемые для предприятия цены на продукцию, ожидаемую прибыль, потребную численность рабочих, необходимые фонды оплаты труда и т.д. Если по выбранному предприятием плану освоения новой продукции обоснована проектная трудоёмкость изготовления изделия Тосв , начальная трудоёмкость Тн , а также динамика снижения трудоёмкости /величина “ b ”/, уравнение (2) примет вид:
 (3)
(3)
что позволяет определить порядковый номер изделия, освоенного производством N осв:
 (4)
(4)
Изготовление предприятием изделия с порядковым номером N осв характеризует собой окончание периода освоения. Однако для целей планирования удобнее определять продолжительность периода освоения во временном масштабе (в месяцах, годах). Это оказывается возможным, если запланирован среднемесячный выпуск изделий в период освоения N мес . Тогда,
 (мес) =
(мес) =  (лет) (5)
(лет) (5)
где t осв – продолжительность периода освоения (месяцев, лет).
Если период освоения t осв оказывается равным нескольким годам, использование значения N мес оказывается недостаточным для того, чтобы обоснованно планировать выпуск изделий и их трудоёмкость по отдельным годам периода освоения: неизбежны искажения при расчёте этих величин. Рассмотрим типовые случаи, отличающиеся соотношением среднемесячного выпуска изделий в период освоения N мес и проектного среднемесячного выпуска N мес.осв.
С л у ч а й 1

Это соотношение соответствует равномерному, т.е. пропорциональному времени освоения, нарастанию месячного выпуска изделий (рис.1). Очевидно, что общее количество изделий, изготовленных за период освоения t осв (т. е. N осв) равно площади треугольника ODL, а также площади прямоугольника OACL (т.к. BC есть средняя линия треугольникаODL ). Поскольку фигура ОВСL принадлежит как треугольникуODL, так и прямоугольнику OACL,то, следовательно, площади треугольников OAB иВDС равны между собой. Среднемесячный выпуск изделий за время D = t 2 – t 1 будет равен средней величине N мес1 и N мес2, т.е.
 (6)
(6)
С л у ч а й 2

Графически этот случай представлен на рис. 2. Он соответствует неравномерному в период освоения нарастанию месячного выпуска – замедленному в начале и ускоренному в конце периода освоения. Площадь под кривой OBD (т. е. фигуры OBDL), как и площадь прямоугольника OKFL, равна общему количеству изделий N осв, т. e. SOBDL = SOKFL. А поскольку фигура OBFL является общей для каждой из этих фигур, то, следовательно, площади заштрихованных фигур ОКВ и ВDF также равны между собой. Уравнение кривой ОB неизвестно, поэтому воспользуемся линейной аппроксимацией: участки кривой OВ и BD заменим соответствующими отрезками. Абсцисса точки В (т. е. величина отрезка ОЕ на оси t) определяется из равенства площадей треугольников ОКB и BDF:

или:

Откуда:


В итоге:
 (7)
(7)
Зная положение точки B (т. е. величину ОЕ), можно обоснованно планировать изменение месячного выпуска изделий в период освоения, рассчитывать среднемесячный выпуск за время D t.
С л у ч а й 3

Графически этот случай показан на рис. 3. Он соответствует неравномерному во времени нарастанию месячного выпуска - интенсивному в начале периода, замедленному в его конце. Количество изделий(N осв), изготовленных за период t осв , соответствует площади под кривой ОВD, т. е. фигуры OBDL, а также площади прямоугольника OKFL. поскольку для них фигура OBFL является общей, то, следовательно, площади заштрихованных фигур ОКВ и ВDF равны между собой. Дальнейшие рассуждения полностью аналогичны случаю2, положение точки Е на оси t определяется по той же формуле, что и для случая 2 (см. формулу 7).
Суммарная трудоемкость изделий Т сум , изготовленных за период освоения:
 [н-час] (8)
[н-час] (8)
Средняя трудоёмкость изготовления изделия, в период освоения:
 [н-час] (9)
[н-час] (9)
Аналогично определяется T сум j и T ср j (соответственно суммарная и средняя трудоёмкость изделий, изготовленных в каком-либо j-ом году периода освоения):

 [н-час] (10)
[н-час] (10)
где Nn - порядковый номер изделия, изготовленного в начале
j -гогода; Nm - порядковый номер изделия, изготовленного в конце j -го года.
 [н-час] (11)
[н-час] (11)
где N сум j - суммарное количество изделий, изготовленных в j -ом году.
Определяющим фактором, влияющим на динамику снижения трудоёмкости изделий в период освоения (т. е. на величину “ b ” в формуле 2), является значение коэффициента готовности k Г, который рассчитывается как:
 (12)
(12)
где Кпр – стоимость активной части основных средств (технологического оборудования, оснастки, технологического транспорта), необходимых для обеспечения проектного выпуска продукции; Кн – стоимость активной части основных средств, планируемых к началу освоения.
При малых значениях коэффициента готовности (k Г=
= 0,2...0,3) первые изделия имеют повышенную трудоемкость и себестоимость, период освоения растягивается во времени на многие месяцы, а то и на годы. При значениях коэффициента готовности, близких к единице, удаётся свести к минимуму продолжительность периода освоения, довольно быстро выйти на проектные технико-экономические показатели.
Предприятия, изготавливающие конкурентоспособную продукцию и имеющие высокую репутацию у потребителей, стремятся начинать выпуск продукции при высоких значениях коэффициента готовности. Такая стратегия обеспечивает очевидные выгоды за счёт сокращения периода освоения, однако требует привлечения значительных инвестиций к началу производства. При такой стратегии высока степень экономического риска, поскольку объём продаж может оказаться ниже потенциально возможного выпуска продукции, а это приводит к убыткам для предприятия.
При малых значениях коэффициента готовности требуется меньшая величина капвложений к началу производства, имеется больше шансов на адаптацию продукции на рынке товаров, однако предприятие может нести убытки из-за высокого уровня трудоёмкости и себестоимости изделий; кроме того, затянувшийся во времени период освоения может оказаться соизмеримым со сроком морального старения продукции.
Таким образом, коэффициент готовности предопределяет величину возможного выпуска продукции в единицу времени ( за год, за месяц и т.д.), а, следовательно, соотношение выпуска с прогнозируемым объёмом продаж. Рассчитанная по формуле (11) величина средней трудоёмкости изготовления Т ср позволяет определить себестоимость единицы продукции в какой-либо отрезок времени периода освоения, используя метод укрупнённой калькуляции:

 р./изд. (13)
р./изд. (13)
где М - затраты на основные материалы и комплектующие, руб./изд.; Lj - затраты по основной зарплате основных рабочих, руб/изд; k ц, k оп, k вп - соответственно цеховые, общепроизводственные и внепроизводственные расходы, %%;
a - дополнительная зарплата основных рабочих, %%;
b - единый социальный налог, %%.
Величина Lj в формуле (I3) рассчитывается по формуле:
 [р./изд.] (14)
[р./изд.] (14)
где l час - средняя часовая тарифная ставка оплаты труда основных рабочих, р./час.
Проектная себестоимость (себестоимость освоенного изделия) рассчитывается по формулам, аналогичным (I3) и (I4), только вместо значения Т ср j учитывается значение проектной трудоемкости Т осв .
Затраты предприятия на изготовление изделий в j -ом году:
 [р./год] (15)
[р./год] (15)
где N год j - планируемый годовой объём производства в j -ом году, шт./год.
Выручка от реализации продукции в j -ом году:
 [р./год] (16)
[р./год] (16)
где Ц пл j - отпускная цена изделия, р./изд; q пл j - ожидаемый объем продаж, изд./ год.
Прибыль предприятия от производства и реализации продукции в j -ом году:
 [р./год] (17)
[р./год] (17)
Рассчитанные значения трудоёмкости продукции позволяют планировать требуемую численность основных рабочих и фонды оплаты труда для любого года периода освоения.
Требуемая среднегодовая численность основных рабочих в
j -ом году:
 [чел./год] (18)
[чел./год] (18)
где F д - действительный годовой фонд рабочего времени одного рабочего, час (можно ориентироваться на величину F д= 1935 часов), k в - средний коэффициент выполнения норм.
Общий фонд оплаты труда основных рабочих в j -ом году:
 [р./год] (19)
[р./год] (19)
|

|
|

|

|
|
|
|
|
|
|
|
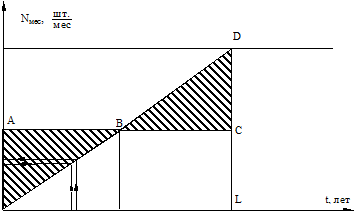
Рис. 1.
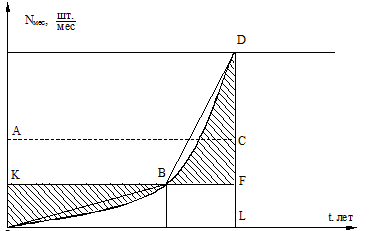
Рис. 2
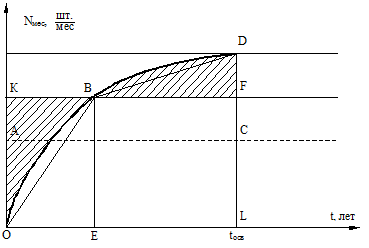
Рис. 3
Date: 2015-09-05; view: 317; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |