Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Штамповка на кривошипных горячештамповочных прессах
2.5.1 Теоретические сведения
Припуски и допуски для прессовых поковок из черных металлов регламентированы ГОСТ 7505-74. Штамповочные уклоны прессовых поковок, извлекаемых из штампа с помощью выталкивателей, могут быть 2, 3, 5 и 7°.
Для поковок, изготовляемых осадкой в торец или комбинацией осадки с выдавливанием, объем заготовки
 ,
,
где  - объем поковки, определяемый как сумма объемов элементарных геометрических фигур, из которых состоит поковка; Vпер - объем перемычки; Vз объем заусенца
- объем поковки, определяемый как сумма объемов элементарных геометрических фигур, из которых состоит поковка; Vпер - объем перемычки; Vз объем заусенца  - угар металла, %.
- угар металла, %.
Угар при индукционном нагреве принимают равным 1%, а в газовой печи- 2%.
Расчетный диаметр и сторона квадрата исходной заготовки, см,
 ;
;  ,
,
где  - отношение длины к диаметру или стороне квадрата, рекомендуется принимать
- отношение длины к диаметру или стороне квадрата, рекомендуется принимать  =1,6÷2,5.
=1,6÷2,5.
Полученные размеры  и
и  принимают ближайшими большими по сортаменту проката, предусмотренному ГОСТами.
принимают ближайшими большими по сортаменту проката, предусмотренному ГОСТами.
Длина заготовки круглого сечения
 ,
,
где  - площадь поперечного сечения заготовки
- площадь поперечного сечения заготовки
При изготовлении поковки удлиненной формы объем заготовки
 .
.
Объем заусенца поковок удлиненной формы
 ,
,
где  - периметр контура поковки;
- периметр контура поковки;  - ширина мостика, (рис. 26; табл. 13);
- ширина мостика, (рис. 26; табл. 13);  - толщина заусенца по мостику (табл. 13);
- толщина заусенца по мостику (табл. 13);  - толщина заусенцев по магазину,
- толщина заусенцев по магазину,  =2 ; В- ширина заусенца по магазину.
=2 ; В- ширина заусенца по магазину.
Ширина заусенца по магазину в зависимости от массы поковок:
Масса, кг …………... <0,5 0,5-2 >2
В, см ……………….. 1 1,5 2
Если поковки сложной формы и заусенец получается в предварительном штамповочном ручье то, ширину В удваивают.
Объем заусенца при штамповке выдавливанием.
1. Объем торцового заусенца
 ,
,
где  - диаметр поковки; - толщина заусенца; - ширина заусенца; обычно =3÷5 мм.
- диаметр поковки; - толщина заусенца; - ширина заусенца; обычно =3÷5 мм.
Толщина заусенца для головки диаметром в зависимости от диаметра головки:
, мм ………………………<40 40-70 70-100 >100
, мм ……………………….. 0 1 1,5 >1,5
2. Объем поперечного заусенца
 ,
,
где  - наружный диаметр заусенца; - ширина заусенца.
- наружный диаметр заусенца; - ширина заусенца.
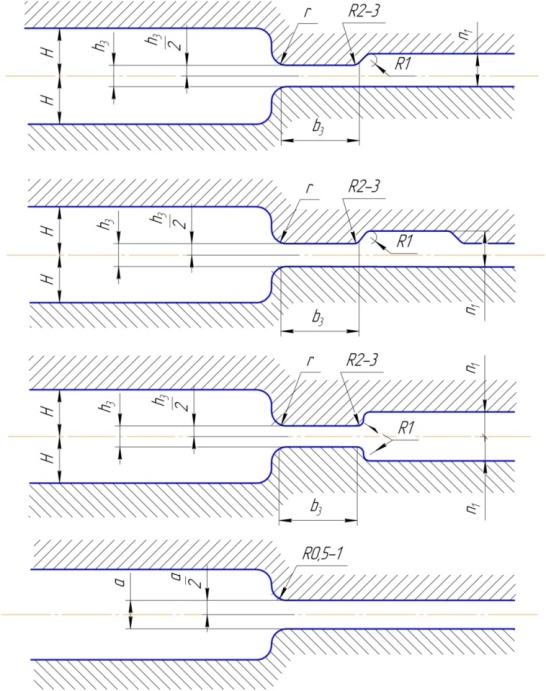
Рисунок 26 – Канавки для заусенца.
Объем заготовки с учетом угара при штамповке поковок без заусенца выдавливанием
 .
.
Объем заготовки с учетом заусенца, подрезки и угара металла при изготовлении поковок типа стержней с утолщением выдавливанием
Таблица 13 - Размеры канавок для заусенца в мм
| Усилие пресса, тс (МН) |
|
| 
| 
| 
| 
|
| 630 (63) | 1-1,5 | 4-5 | 1-3 | 0,5 | ||
| 1000 (10) | 1,5-2 | 4-6 | 3-8 | |||
| 1600 (16) | 2-2,5 | 5-6 | 8-20 | 1,5 | ||
| 2000 (20) | 2,5-3 | 6-8 | 20-30 | |||
| 2500 (25) | 2,5-3 | 6-8 | 30-60 | |||
| 3150-4000 (31,5-40) | 3,5-4 | 6-8 | 60-80 | 3,5-4 | ||
| 5000-6300 (50-63) | 4,5-5 | 8-12 | 9-12 | Св. 80 | 5-6 |
 ,
,
где  - объем утолщенной части поковки;
- объем утолщенной части поковки;  - объем стержня;
- объем стержня;  - объем потерь на подрезку стержня.
- объем потерь на подрезку стержня.
При изготовлении поковки со стержнем выдавливанием в закрытых штампах учитывают потери металла на удлинение стержня. Эти потери устанавливают из расчета, что после штамповки длина стержня на 15-25 мм больше номинальной (для устранения сферичности торца резанием).
Масса заготовки, кг,
 ,
,
где  - плотность металла заготовки.
- плотность металла заготовки.
Площадь сечения исходной заготовки при штамповке поковок удлиненной формы с незначительной разницей в площадях поперечных сечений,  ,
,
 ,
,
где  - длина заготовки см.
- длина заготовки см.
Длину заготовки следует выбирать так, чтобы она легко укладывалась в ручей штампа и перекрывала отдельные его впадины. Поковки с различными площадями поперечных сечений вдоль главной оси штампуют по две штуки с расположением их в ручье «валетом». При этом разница площадей поперечных сечений становится незначительной. Тогда площадь сечения заготовки можно определить по формуле
 ,
,
где  - наибольшая площадь поперечного сечения совокупности двух поковок,
- наибольшая площадь поперечного сечения совокупности двух поковок,  ;
;
 - площадь сечения заусенца в том же сечении, бу – потери на угар, %
- площадь сечения заусенца в том же сечении, бу – потери на угар, %
Средняя ширина поковки в плоскости разъема штампа (в плане),
 ,
,
где  и
и  - площадь и длина поковки в плане
- площадь и длина поковки в плане
Глубина пережимного ручья на участках обжатия металла поковки, см,
 ,
,
где  - площадь поперечного сечения поковки с учетом заусенца
- площадь поперечного сечения поковки с учетом заусенца
Глубина пережимного ручья на участках подъема металла поковки

 .
.
Приведенный диаметр поковки некруглой формы в плане
 .
.
Диаметр полости матрицы для штамповки прямым выдавливанием (рис. 27),
 ,
,
где  - добавочный размер,
- добавочный размер,  =2÷10 мм.
=2÷10 мм.
Рисунок 27 – Круглая матрица для штамповки поковок прямым выдавливанием
Диаметр рабочего отверстия (очка) матрицы для штамповки прямым выдавливанием
 ,
,
где  - диаметр стержня поковки с учетом усадки металла и верхнего отклонения допуска.
- диаметр стержня поковки с учетом усадки металла и верхнего отклонения допуска.
Приведенный диаметр полости матрицы для поковки некруглой формы
 ,
,
где  - площадь сечения полости матрицы, перпендикулярная к движению пуансона.
- площадь сечения полости матрицы, перпендикулярная к движению пуансона.
Приведенный диаметр рабочего отверстия (очка) матрицы для поковки некруглой формы
 ,
,
где  - площадь сечения рабочего отверстия (очка) матрицы, перпендикулярная к движению пуансона.
- площадь сечения рабочего отверстия (очка) матрицы, перпендикулярная к движению пуансона.
Параметры процесса выдавливания.
Коэффициент вытяжки
 = / .
= / .
При  =7,5÷7,8 выдавливание протекает без торцового заусенца,
=7,5÷7,8 выдавливание протекает без торцового заусенца,
при =7,8÷15 при выдавливании получается торцовый заусенец,
при >15 выдавливание не рекомендуется.
Относительное обжатие, %
 .
.
При штамповке выдавливанием литой заготовки из цветных металлов  ,
,
для остальных поковок  .
.
Скорость выдавливания металла из рабочего отверстия (очка) матрицы
 ,
,
где  - скорость движения пуансона, равная скорости рабочего хода ползуна пресса, м/с, в момент начала деформации
- скорость движения пуансона, равная скорости рабочего хода ползуна пресса, м/с, в момент начала деформации  м/с.
м/с.
Усилие при штамповке прямым выдавливанием в матрице, представленной на рис.30
 ,
,
где  - предел текучести, принимаемый с учетом температурно – скоростных факторов деформации, при штамповке на КГШП можно принять =(2÷2,5)
- предел текучести, принимаемый с учетом температурно – скоростных факторов деформации, при штамповке на КГШП можно принять =(2÷2,5)  (
( - предел прочности при температуре окончания штамповки,
- предел прочности при температуре окончания штамповки,  , табл.14).
, табл.14).
Усилие штамповки прямым выдавливанием круглых в плане поковок по приближенной формуле А.В. Ребельского
 ,
,
где  - коэффициент при штамповке на кривошипных горячештамповочных прессах; при числе ходов в минуту <40 =12,5, а при числе ходов в минуту >40 =15;
- коэффициент при штамповке на кривошипных горячештамповочных прессах; при числе ходов в минуту <40 =12,5, а при числе ходов в минуту >40 =15;  - диаметр утолщенной части поковки, полученной после выдавливания;
- диаметр утолщенной части поковки, полученной после выдавливания;  - диаметр стержня, полученного выдавливанием.
- диаметр стержня, полученного выдавливанием.
Для определения усилия при штамповке поковок некруглой формы нужно в последней формуле и заменить соответственно на  и
и  (приведенные диаметры), тогда
(приведенные диаметры), тогда
 .
.
При одновременной штамповке прямым выдавливанием в предварительном и окончательном ручьях общее усилие пресса составит
 =
=  +
+ 
где  - усилие предварительной штамповки;
- усилие предварительной штамповки;  - усилие окончательной штамповки.
- усилие окончательной штамповки.
Таблица 14 - Предел прочности при растяжении стали при температуре окончания штамповки
| Сталь |  МПа при штамповке МПа при штамповке
| ||
| на КГШП | на молотах | на ГКМ | |
| Низкоуглеродистая с содержанием <0,25% С (10, 15, 20, Ст2, Ст3, Ст4 и др.) | |||
| Среднеуглеродистая с содержанием >0,25% С (30, 40, 50, Ст5, Ст,6); низколегированная с содержанием <0,25% С (15Х, 20Х, 20ХН, 18ХН, 15ХФ и др.) | |||
| Низколегированная с содержанием >0,25% С (40Х, 35СГ, 40ХН, 45ХН, 40ХС, 40ХФА |
Усилие обрезки заусенца определяют так же, как и при штамповке на молоте. Для штамповки с заусенцем в открытом штампе расчетное усилие пресса определяют по формулам А.Н. Брюханову и А.В. Ребельского.
Для круглых в плане поковок
 ;
;
для некруглых в плане поковок
 ,
,
где  - диаметр (максимальный) круглой в плане поковки;
- диаметр (максимальный) круглой в плане поковки;  - площадь проекции поковки (без заусенца) на плоскость разъема штампа; - приведенный диаметр поковки, имеющей в плане некруглую форму,
- площадь проекции поковки (без заусенца) на плоскость разъема штампа; - приведенный диаметр поковки, имеющей в плане некруглую форму,  ;
;  - максимальная длина некруглой в плане поковки;
- максимальная длина некруглой в плане поковки;  - средняя ширина поковки в плане,
- средняя ширина поковки в плане,  . Определив расчетную величину Р, следует выбрать по ГОСТ 6809-70 пресс с ближайшим большим усилием.
. Определив расчетную величину Р, следует выбрать по ГОСТ 6809-70 пресс с ближайшим большим усилием.
Кривошипные горячештамповочные прессы, согласно ГОСТ 6809-70, имеют номинальное усилие 630, 1000, 1600, 2500, 4000, 6300 тс (6,17-61,7 МН) (табл. 15).
При переходе со штамповки на молоте ориентировочно пресс выбирают по соотношению P=G, где Р- усилие пресса, тс; G- масса падающих частей молота.
Таблица 15 - Основные параметры и размеры кривошипных горячештамповочных прессов
| Параметры и размеры | Номинальное усилие, тс (МН) | |||||
| (63) | (10) | (16) | (25) | (40) | (63) | |
| Ход ползуна, мм | ||||||
| Число ходов ползуна в минуту | ||||||
| Расстояние между столом и подштамповой плитой ползуна в его крайнем положении, мм | ||||||
| Размеры стола, слева направо (В), спереди назад (L); BxL, мм | 640х820 | 770х990 | 940х1200 | 1200х1400 | 1570х1620 | 1900х1950 |
| Размеры ползуна, слева направо (В), спереди назад (L); BxL, мм | 600х600 | 720х720 | 860х910 | 1070х1120 | 1420х1420 | 1680х1680 |
2.5.2 Задачи и упражнения
1. Поковку типа шестерни штампуют путем осадки и выдавливания металла одновременно. Объем заготовки, предназначенный для поковки равен 2000  . Найти диаметр заготовки, если коэффициент
. Найти диаметр заготовки, если коэффициент  . Ответ 10.8 см.
. Ответ 10.8 см.
2. Найти приведенный диаметр поковки некруглой в плане формы, если площадь проекции ее на плоскость разъема штампа 144  . Ответ 13,56 см.
. Ответ 13,56 см.
3. Определить объем заготовки, если объем поковки 3000 , объем перемычки 100 , объем заусенца 200 , а угар металла составляет 2%. Ответ 3366 см3
4. Поковка, имеющая утолщение диаметром 100 мм и стержень диаметром 40 мм, штампуется выдавливанием металла без заусенца. Объем поковки 4000 , а угар металла 1%. После штамповки длина стержня на 20 мм больше номинальной. Определить объем исходной заготовки. Ответ 4065 см3
5. Найти объем заусенца поковки удлиненной формы, если масса ее >2 кг. Периметр контура поковки 600 см, ширина мостика 6 мм, толщина заусенца по мостику 3 мм. Ответ 828 см3
6. Круглую в плане поковку штампуют с поперечным заусенцем. Определить объем заусенца, если наружный диаметр его 30 см, диаметр поковки 27 см, а толщина заусенца 4 мм. Ответ 53,7 см3
7. Поковку, имеющую удлиненную форму и поперечные сечения, отличающиеся по площади незначительно, штампуют без применения заготовительных ручьев. Найти площадь заготовки, если ее объем 585 , а длина 200 мм. Ответ 30 см2
8. Поковки типа шатуна, имеющие значительную разницу в площадях поперечных сечений, штампуют по две штуки с расположением их в ручье штампа «валетом». Определить площадь сечения исходной заготовки, если наибольшая площадь поперечного сечения совокупности двух поковок равна 40  , площадь сечения в том же месте заусенца 2
, площадь сечения в том же месте заусенца 2  , а угар металла составляет 1%. Ответ 42.4 см2
, а угар металла составляет 1%. Ответ 42.4 см2
9. Определить массу стальной заготовки, предназначенной для изготовления поковки типа шестерни, если объем исходной заготовки 1300 . Ответ 10.2 кг.
10. Чему равна средняя масса торцовного заусенца, если изготовляемая выдавливанием стальная поковка со стержнем имеет головку диаметром 80 мм? Ответ 11.8 г.
11. Определить глубину пережимного ручья на участках обжатия металла поковки, если площадь поперечного сечения поковки с учетом заусенца равна 36 . Ответ hоб= 4.8 см; hпер= 6.6 см.
12. Поковку круглого сечения изготовляют способом прямого выдавливания металла. Определить наибольшие диаметры полости матрицы и рабочего отверстия (очка) матрицы, если диаметр исходной заготовки 120 мм, а диаметр стержня поковки с учетом усадки металла и верхнего отклонения допуска 52 мм. Ответ D0= 130 мм; d0= 52 мм.
13. Поковку некруглой формы в плане изготовляют способом прямого выдавливания металла. Определить приведенные диаметры полости матрицы и рабочего отверстия (очка) матрицы, если площади сечения полости матрицы и рабочего отверстия (очка) соответственно равны 121 и 49 . Ответ Dпр= 124 мм; dпр= 79мм.
14. Чему равны коэффициент вытяжки и относительное обжатие металла при штамповке прямым выдавливанием, если площадь сечения исходной заготовки 480 , а площадь сечения выдавленной поковки 60 ? Ответ KB= 8; ∂= 87,5%.
15. Определить скорость прямого выдавливания металла из рабочего отверстия (очка) матрицы, если диаметры полости и рабочего отверстия матрицы составляют соответственно 15 и 5 см. Скорость движения пуансона в момент начала деформации равна 0,5 м/с. Ответ 4.5 м/c.
16. Пользуясь упрощенной формулой, найти усилие горячего прямого выдавливания поковки круглого сечения из стали 20, если диаметр утолщенной части поковки, полученной после выдавливания, равен 120 мм, а диаметр стержня поковки, оформленный выдавливанием, 40 мм. Число ходов ползуна пресса в минуту >40. Ответ 19.2 MH
18. Поковку шестерни (рис. 28) из стали 40 изготовляют в открытом штампе. Определить усилие пресса. Ответ 18,45 MH.
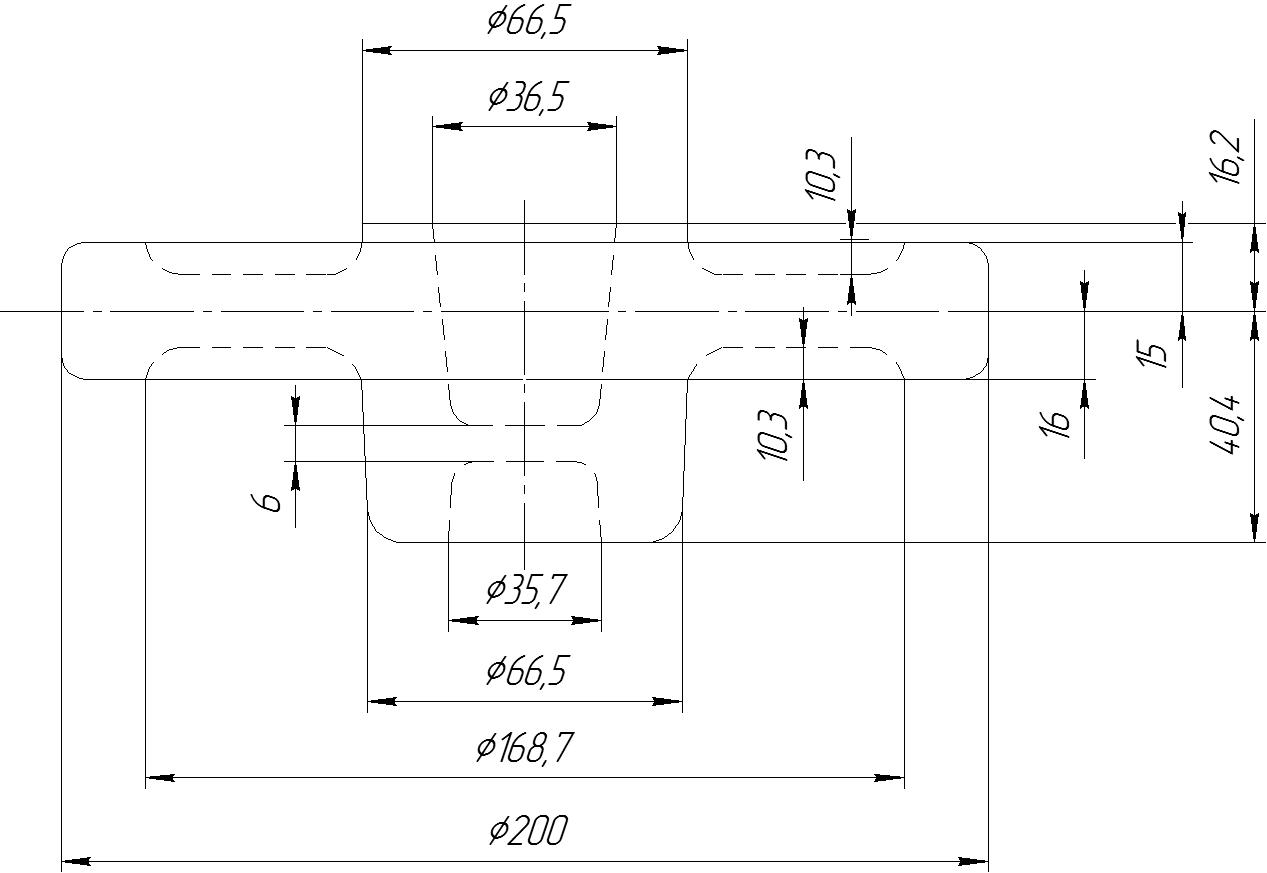
Рисунок 28 – Поковка шестерни
Date: 2015-07-23; view: 2133; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |