Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Теоретические сведения. Припуски и допуски поковок, определяют по ГОСТ 7505-74 с учетом тех же факторов, что и при штамповке на молотах и прессах
Припуски и допуски поковок, определяют по ГОСТ 7505-74 с учетом тех же факторов, что и при штамповке на молотах и прессах. Штамповочные уклоны на участках поковки, формуемых в полости пуансона, принимают: наружные  ; внутренние
; внутренние  . Для участков, формуемых в матрице, наружные уклоны не предусматривают, а внутренние уклоны принимают
. Для участков, формуемых в матрице, наружные уклоны не предусматривают, а внутренние уклоны принимают  .
.
Объем высаживаемой части прутка при штамповке с поперечным кольцевым заусенцем
 ,
,
где  - объем поковки;
- объем поковки;  - объем поперечного заусенца;
- объем поперечного заусенца;  - угар металла, %.
- угар металла, %.
Длина высаживаемой части прутка, см,
 ,
,
где  - площадь поперечного сечения прутка (заготовки).
- площадь поперечного сечения прутка (заготовки).
Полная длина заготовки при штамповке поковки со стержнем
 ,
,
где  - длина стержня (рис. 29).
- длина стержня (рис. 29).
Объем поковки
 ,
,
где  - диаметр поковки.
- диаметр поковки.
Объем поперечного заусенца (рис. 29)
 ,
,
где  - ширина поперечного заусенца;
- ширина поперечного заусенца;  - толщина заусенца (табл. 16).
- толщина заусенца (табл. 16).
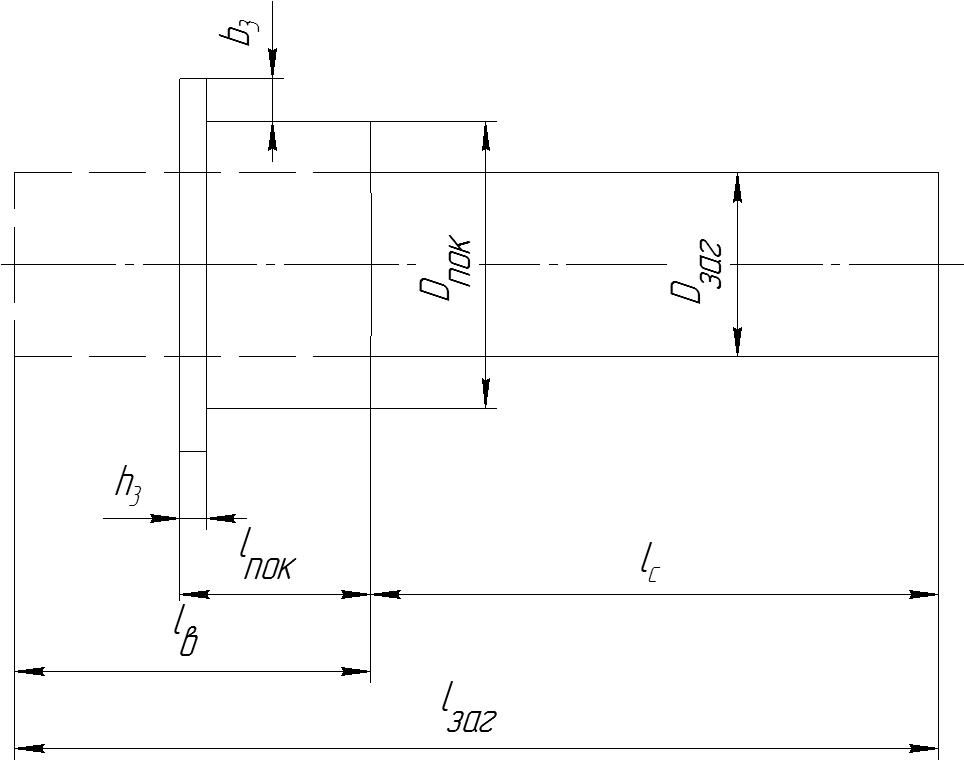
Рисунок 29 – Цилиндрическая поковка с высаженным утолщением и поперечным заусенцем
Таблица 16 - Размеры поперечного заусенца
| , мм
| , мм
| , мм
|
| <20 20-50 50-80 80-120 120-160 | 5-8 8-10 10-12 12-14 | 1,5 2,5 3,5 |
Объем заготовки
 ,
,
где  - объем стержня.
- объем стержня.
Форма ручьев, применяемых для набора металла, представлена на рис. 30.
1. Условие высадки выступающего конца заготовки за одну операцию (рис.30, а). Длина конца прутка LВ не должна превышать 2.5Dзаг.
2. Предельный диаметр матрицы  , мм (рис.30, б), если
, мм (рис.30, б), если  :
:
при 
 ;
;
при 
 ,
,
где  - длина части заготовки, находящейся вне полости ручья штампа.
- длина части заготовки, находящейся вне полости ручья штампа.
3. Предельный больший диаметр  конической полости пуансона, мм (рис. 30, в), если
конической полости пуансона, мм (рис. 30, в), если  :
:
при 
 (
( );
);
при 
 (
( );
);
при 
где  - средний диаметр конической полости пуансона,
- средний диаметр конической полости пуансона,
 .
.
4. Если высаживаемая часть прутка  не выступает за пределы матрицы (рис. 30, г), то диаметр утолщения
не выступает за пределы матрицы (рис. 30, г), то диаметр утолщения  можно не ограничивать при условии, что длина утолщения
можно не ограничивать при условии, что длина утолщения  .
.
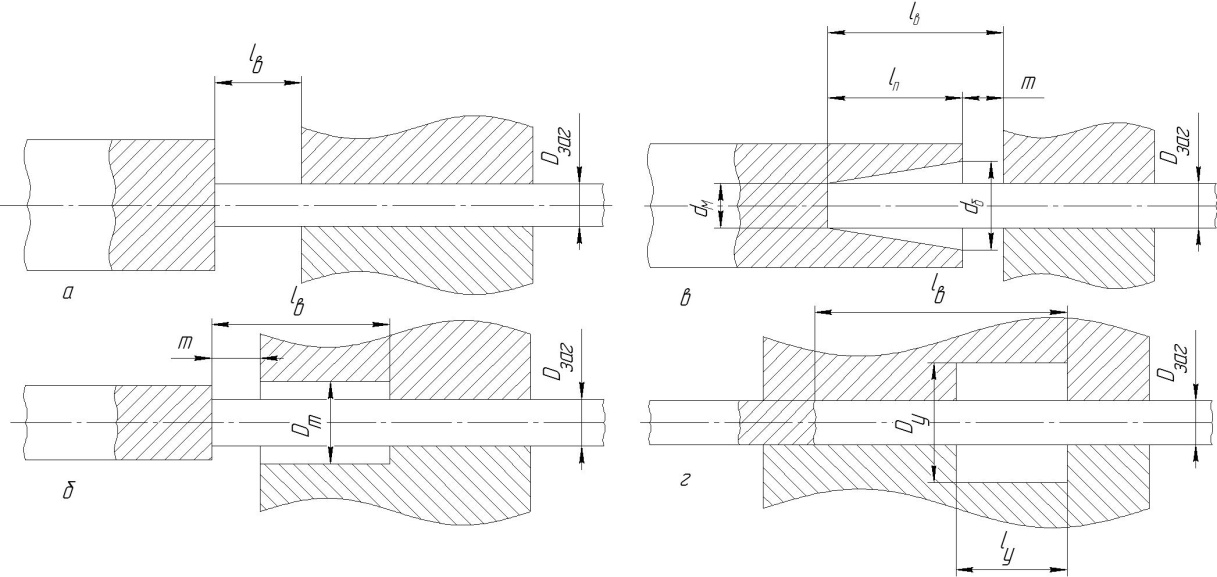
Рисунок 30 – Форма ручьев для набора металла и расположение заготовки в ручье: а – конец заготовки не зажат; б – в цилиндрической матрице; в – в коническом пуансоне; г – конец заготовки не выступает за пределы матрицы
Чередование наборных ручьев круглого и квадратного сечений (по А.Н. Брюханову и А.В. Ребельскому):
переход с круга на квадрат
при 
 ;
;
при 
 ;
;
переход с квадрата на круг
при 
 ;
;
при 
 ,
,
где  - сторона квадратного сечения матрицы, мм;
- сторона квадратного сечения матрицы, мм;  - диагональ поперечного сечения заготовки, мм;
- диагональ поперечного сечения заготовки, мм;  - диаметр матрицы последующего ручья, мм.
- диаметр матрицы последующего ручья, мм.
Расчет конической высадки по методу Н.В. Гусева. Если конусная форма перехода нужна как средство набора металла, то соотношение  и
и  принимают исходя из максимального объема полости. При
принимают исходя из максимального объема полости. При  и
и  (рис. 34) объем конической полости глубиной
(рис. 34) объем конической полости глубиной  составит
составит
 .
.
Полагая, что объем заготовки равен объему поковки, а последний является объемом конической полости пуансона, получим
 ,
,
тогда  .
.
При указанных соотношениях размеров свободная длина прутка  . Тогда
. Тогда  или
или  , откуда
, откуда  . При этом
. При этом  . Аналогичным расчетом при
. Аналогичным расчетом при  и при
и при  получим
получим  , откуда
, откуда  .
.
Масса металла, приходящаяся на одну поковку, с учетом отхода на некратность раскроя и зажим в матрице прутка
 ,
,
где  - масса заготовки,
- масса заготовки,  - длина отхода от прутка;
- длина отхода от прутка;  - масса 1 м прутка;
- масса 1 м прутка;  - число поковок, получающихся от прутка.
- число поковок, получающихся от прутка.
Число заготовок получающихся из прутка:
 ,
,
где  - длина прутка; - длина отхода по некратности и зажиму прутка в матрице;
- длина прутка; - длина отхода по некратности и зажиму прутка в матрице;  - длина заготовки.
- длина заготовки.
Усилие высадки поковок
 ,
,
где  - коэффициент, зависящий от отношения размера наиболее тонкого элемента поковки
- коэффициент, зависящий от отношения размера наиболее тонкого элемента поковки  к диаметру заготовки
к диаметру заготовки  , от толщины тонкого элемента поковки или от характера производимой операции, определяют по табл. 17;
, от толщины тонкого элемента поковки или от характера производимой операции, определяют по табл. 17;  - диаметр пуансона или полости матрицы;
- диаметр пуансона или полости матрицы; 
 - предел прочности материала при температуре окончания штамповки (табл. 14).
- предел прочности материала при температуре окончания штамповки (табл. 14).
Усилие сквозной прошивки
 ,
,
где  - коэффициент определяемый по табл. 17, =1,7;
- коэффициент определяемый по табл. 17, =1,7;  - периметр контура прошиваемого отверстия, мм;
- периметр контура прошиваемого отверстия, мм;  - диаметр прошиваемого отверстия, мм;
- диаметр прошиваемого отверстия, мм;  - толщина прошиваемой части поковки, мм;
- толщина прошиваемой части поковки, мм;  - предел прочности материала при температуре прошивки (см. стр. 35, горячая обрезка заусенца).
- предел прочности материала при температуре прошивки (см. стр. 35, горячая обрезка заусенца).
После расчета усилия высадки следует выбрать по ГОСТ 7023-70 горизонтально- ковочную машину с ближайшим большим усилием (табл.18).
Горизонтально- ковочные машины с вертикальным разъемом матриц согласно ГОСТ 7023-70 выпускают номинальным усилием 100, 160, 250, 400, 630, 800, 1000, 1250, 1600, 2000, 2500, 3150 тс (0,98-31,1 МН).
Таблица 17 - Коэффициент  для определения усилий высадки и прошивки поковок
для определения усилий высадки и прошивки поковок
| Условия высадки | Эскиз высадки или прошивки | 
| 
|
| Высадка фланца плоским пуансоном. | 
| 0,4 0,8 1,2 1,6 | 1,7 1,2 |
| Высадка тонкостенных полых деталей. | 
| 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 | 6,5 2,5 1,9 |
| Высадка в конусной полости пуансона. | 
| - | 4,0 |
| Сквозная прошивка, сопровождающаяся срезом. | 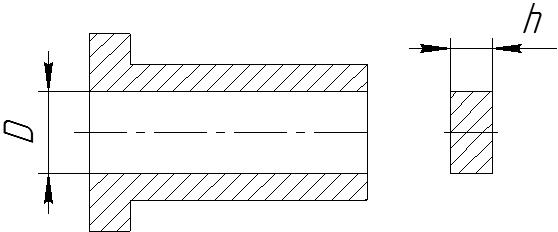
| - | 1,7 |
| Прошивка, сопровождающаяся раздачей материала в стороны. | 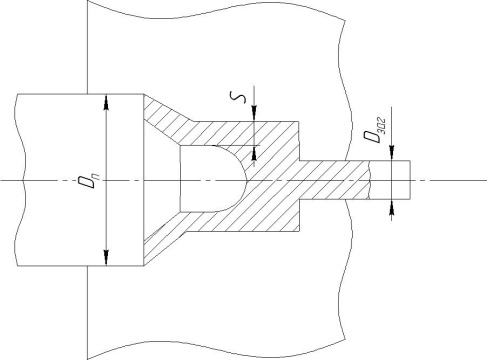
| 
|
|
| 6,5 5,5 4,6 4,1 3,8 3,5 |
Таблица 18 - Основные параметры и размеры горизонтально - ковочных машин с вертикальным разъемом матриц
| Параметры и размеры | Номинальное усилие, развиваемое пуансоном, тс (МН) | |||||
| 1.0 | 1.60 | 2.50 | 4.00 | 6.30 | 8.00 | |
| Ход, мм: подвижной матрицы; | ||||||
| высадочного пуансона; | ||||||
| высадочного ползуна после закрытия матриц; | ||||||
| обратный, высадочного ползуна при закрытых матрицах. | ||||||
| Число ходов ползуна в минуту | ||||||
Наибольшие размеры (длина  высота ширина) матрицы, мм высота ширина) матрицы, мм
|
220 250 100
|
280 320
160
|
350 380
140
|
450 480
160
|
560 590
200
|
590 660
200
|
| Параметры и размеры | Номинальное усилие, развиваемое пуансоном, тс (МН) | |||||
| 10.00 (0,98) | 12.50 (1,57) | 16.00 (2,45) | 2.0 (3,92) | 25.00 (6,17) | 31.50 (7,83) | |
| Ход, мм: подвижной матрицы | ||||||
| высадочного пуансона | ||||||
| высадочного ползуна после закрытия матриц | ||||||
| обратный, высадочного ползуна при закрытых матрицах | ||||||
| Число ходов ползуна в минуту | ||||||
| Наибольшие размеры (длина высота ширина) матрицы, мм
|
640 740
240
|
700 820
260
|
770 920
290
|
850 1030
320
|
930 1150
350
|
1020 1300
390
|
2.6.2 Задачи и упражнения
1. Поковка массой 3 кг высаживается из стального прутка диаметром 50 мм. Заусенец отсутствует, а угар металла 2%. Найти длину высаживаемой части прутка. Ответ 199 мм.
2. Объем поковки 2000  , а заусенца 20
, а заусенца 20  . Найти объем высаживаемой части прутка, если угар металла 3%. Ответ 2081 см3
. Найти объем высаживаемой части прутка, если угар металла 3%. Ответ 2081 см3
3. Найти наибольшую массу предусматриваемого поперечного заусенца, если высаживаемая поковка имеет диаметр 100 мм. Ответ 99г.
4. Можно ли высадить за одну операцию незажатый конец заготовки, если течение металла в стороны не ограничено, длина незажатого конца заготовки 180 мм, а диаметр заготовки 50 мм? Ответ - высадить нельзя.
5. Поковка высаживается в цилиндрическом ручье матрицы из прутка диаметром 40 мм. Длина высаживаемой части прутка больше трех диаметров заготовки. Длина заготовки, находящейся вне полости ручья штампа, равна ¾ диаметра заготовки. Найти предельный диаметр ручья матрицы. Ответ 60 мм.
6. Поковка конической формы высаживается из прутка диаметром 60 мм. Длина его высаживаемой части более трех диаметров заготовки. Длина прутка, находящегося вне полости ручья штампа, равна 2,5 диаметрам заготовки. Найти предельный размер большего диаметра конического ручья. Ответ 75 мм.
7. Квадратная часть заготовки, диагональ которой равна 30 мм, высаживается на круг. Длина ее части, находящейся вне полости ручья штампа, равна диагонали поперечного сечения заготовки. Найти диаметр цилиндрического ручья. Ответ 45 мм.
8. Определить массу металла, требуемого на одну поковку с учетом отхода на некратность раскроя и зажим в матрице, если масса заготовки 2 кг, длина отхода прутка 250 мм, масса 1 м прутка равна 8 кг, а из прутка получается 7 поковок. Ответ 2.3 кг.
9. Сколько заготовок можно получить из прутка длиной 1 м, если длина заготовки 170 мм, а длина отхода 150 мм? Ответ 5 заготовок.
10. На круглой заготовке диаметром 50 мм высаживается плоским пуансоном фланец диаметром 90 мм, толщиной 20 мм. Найти усилие высадки, если предел прочности материала при температуре высадки 98 МПа. Ответ 3.12 MH.
11. Найти усилие высадки полой детали путем прошивки поковки с раздачей материала в стороны. Фланец поковки подготовлен в предыдущем ручье. Диаметр пуансона 100 мм, а толщина стенки полой детали 8 мм. Предел прочности материала при температуре высадки принять равным 98 МПа. Ответ 4.2 MH.
12. Для высадки поковки требуется горизонтально - ковочная машина усилием 1100 тс (10,8 МН). Пользуясь табл. 18, подобрать модель машины по номинальному ее усилию. Ответ 12,25 MH.
Date: 2015-07-23; view: 739; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |