Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Особенности организации прерывно-поточных линий (ППЛ)
Такие линии создаются в основном в механических цехах, когда не удается достичь полной синхронизации операций. Для них характерны прерывность в движении деталей (изделий) по операциям, прерывность в работе оборудования и рабочих на операциях.
Основные параметры прерывно-поточной линии определяются также, как и для однопредметной непрерывной поточной линии.
Для расчета и организации ППЛ определяют период оборота, составляют план-график ее работы и определяют величину оборотных заделов.
Период оборота ( ) – это время, через которое работа на ППЛ повторяется в том же порядке. Как правило, в практической деятельности за величину периода оборота принимают одну смену ( =480 мин.) или полсмены ( =240 мин.).
) – это время, через которое работа на ППЛ повторяется в том же порядке. Как правило, в практической деятельности за величину периода оборота принимают одну смену ( =480 мин.) или полсмены ( =240 мин.).
Прежде чем составить план-график работы ППЛ, необходимо определить период оборота, такт ППЛ, расчетное и принятое количество рабочих мест, загрузку рабочих мест и построить график работы оборудования и рабочих в течении выбранного периода оборота. Упрощенный план – график представлен в табл. 3.
Таблица 3.
План – график работы ППЛ.
| № операции | t шт. норма времени (мин.) | W число рабочих мест | № рабочего места | Коэффициент загрузки рабочего места | Рабочие на линии | График работы оборудования и рабочих за период оборота 240 мин. | ||||||
| расчетное | принятое |    | ||||||||||
| 1,0 | А | 240 мин. | ||||||||||
| 1,0 | Б | 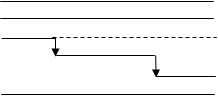 240 мин. 240 мин.
| ||||||||||
| 1,2 | 0,3 | 0,3 | В | 72 мин. | ||||||||
| 2,0 | 0,5 | 0,5 | В |  120 мин. 120 мин.
| ||||||||
| 0,8 | 0,2 | 0,2 | В | 48 мин. | ||||||||
| 1,0 | Г | 240 мин. |
 где - время работы оборудования и рабочих
где - время работы оборудования и рабочих
 - время простоя оборудования;
- время простоя оборудования;

- переходы рабочих с одного места на другое.
Для ППЛ, показанной в таблице r = 4мин.
Рабочие А,Б и Г полностью заняты выполнением своих технологических операций в течение периода оборота. Рабочий В последовательно выполняет в течение периода оборота 2,3 и 4 операции, при этом на 2ой операции он занят 72 мин. (240  0,3), на 3ей операции 120 мин. (240 0,5) и на 4ой операции 48 мин. (240 0,2).
0,3), на 3ей операции 120 мин. (240 0,5) и на 4ой операции 48 мин. (240 0,2).
На смежных операциях вследствие различной их трудоемкости создаются межоперационные оборотные заделы. Величина заделов определяется по формуле:
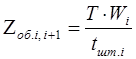

 ;
;
 - величина оборотного задела между i и i +1 операциями, шт.;
- величина оборотного задела между i и i +1 операциями, шт.;
Т – период времени работы на смежных операциях при неизменном числе работающих станков, мин.;
Wi, Wi+1 – число единиц оборудования, работающих на смежных i и i+1 операциях в течении периода времени Т;
 ,
,  - норма штучного времени на этих операциях.
- норма штучного времени на этих операциях.
Величина  может получится со знаком + и со знаком -.
может получится со знаком + и со знаком -.
Если получится со знаком +, то за период времени Т величина оборотного задела будет возрастать, если получится со знаком -, то за период времени Т величина оборотного задела будет убывать.
Расчет межоперационных оборотных заделов представлен в таблице 4.
Таблица 4
График движения межоперационных оборотных заделов.
| № операции и заделы | График работы оборудования и рабочих за период оборота 240 мин. |
| 0 60 120 180 240 · · · · · | |
| 1ая | 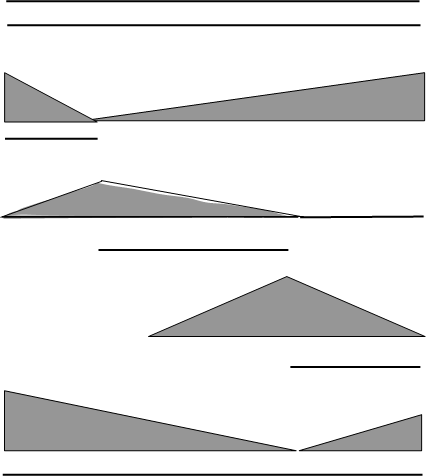
|
| Задел между 1ой и 2ой операциями | |
| 2ая | |
| Задел между 2ой и 3ей операциями | |
| 3ая | |
| Задел между 3ей и 4ой операциями | |
| 4ая | |
| Задел между 4ой и 5ой операциями | |
| 5ая |
Рассчитаем динамику задела между 1ой и 2ой операциями. Между 1ой и 2ой операцией два периода времени, когда на них работает неизменное количество станков – 72 мин. и 168 мин.
В течение 72 мин. на 1ой операции работают два станка, а на второй операции один станок. В течение 168 минут на 1ой операции работают два станка, а на второй операции станок простаивает. Тогда:


Между 2ой и 3ей операцией имеются три периода времени, когда на них работает неизменное количество станков – 72 мин., 120 мин. и 48 мин. В течение 72 мин. на 2ой операции работает один станок, а на 3ей операции станок не работает.
В течение 120 мин. на 2ой операции станок не работает, на 3ей операции работает один станок.
В течение 48 мин. на 2ой и 3ей операциях станки не работают. Определим оборотные заделы.



Аналогично определяют заделы между другими операциями и строят эпюры заделов.
Date: 2015-07-17; view: 436; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |