Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Принципы процесса, характеристики дуги.
Среди различных существующих способов механизированной сварки с применением флюса наибольшее распространение получила электродуговая сварка под флюсом. Сварочная дуга горит между изделием и торцом сварочной проволоки. По мере расплавления проволока автоматически подается в зону сварки. Дуга закрыта слоем флюса. Сварочная проволока перемещается в направлении сварки с помощью специального механизма (автоматическая сварка) или вручную (полуавтоматическая сварка). Под влиянием тепла дуги основной металл и флюс плавятся, причем флюс образует вокруг зоны сварки эластичную пленку, изолирующую эту зону от доступа воздуха. Капли расплавляемого дугой металла сварочной проволоки переносятся через дуговой промежуток в сварочную ванну, где смешиваются с расплавленным основным металлом. По мере перемещения дуги вперед металл сварочной ванны начинает охлаждаться, так как поступление тепла к нему уменьшается. Затем он затвердевает, образуя шов. Расплавляясь, флюс превращается в жидкий шлак, который покрывает поверхность металла и остается жидким еще некоторое время после того, как металл уже затвердел. Затем шлак затвердевает, образуя на поверхности шва шлаковую корку.
При сварке под флюсом (Рис.2) дуга горит между сварочной проволокой и свариваемым изделием под слоем гранулированного флюса. Ролики специального механизма падают в электродную проволоку в зону дуги. Сварочный ток (переменный или постоянный прямой или обратной полярности) подводится к проволоке с помощью скользящего контакта, а к изделию – постоянным контактом. Сварочная дуга горит в газовом пузыре, который образуется в результате плавления флюса и металла. Кроме того, расплавленный металл защищен от внешней среды слоем расплавленного флюса. По мере удаления дуги от зоны сварки расплавленный флюс застывает и образует шлаковую корку, которая впоследствии легко отделяется от поверхности шва.
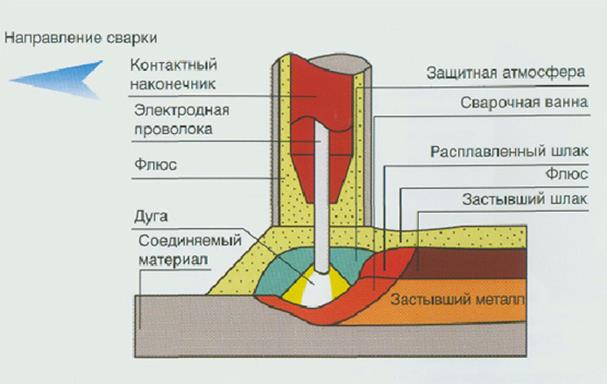 Рис.2.
Рис.2.
Схема автоматической сварки под флюсом.
Особенностью процесса электродуговой сварки по флюсу является значительно меньшая толщина слоя флюса, чем при сварке под флюсом. На металлической подкладке уложены свариваемые пластины, засыпанные тонким слоем флюса. Дуга горит в условиях свободного доступа воздуха. Расплавляемый металл проволоки при переходе через дуговой промежуток не имеет шлаковой защиты. Металл сварочной ванны при остывании образует шов. Металл сварочной ванны и шов покрыты тонким слоем шлака. При сварке по флюсу металл значительно хуже защищен от воздуха, чем в процессе сварки под флюсом. Кроме того, излучение дуги и интенсивное выделение дыма и паров оказывают вредное действие на обслуживающий персонал.
Процесс электродуговой сварки с магнитным флюсом основан на явлении электромагнитной индукции. Во время горения дуги между свариваемым изделием и проволокой проходящим по ней электрическим током возбуждается магнитное поле. Под его действием к проволоке притягивается магнитный флюс. Вместе со сварочной проволокой он подается в дугу, расплавляется там и поступает в сварочную ванну. Капли расплавленного электродного металла переходят через дуговой промежуток покрытые шлаком, образовавшимся при плавлении флюса. Магнитный флюс обеспечивает также некоторую газовую защиту зоны сварки. При затвердевании металла сварочной ванны образуется сварной шов, покрытый шлаковой коркой. Процесс электродуговой сварки с магнитным флюсом сходен со сваркой самозащитной порошковой проволокой, а покрытая магнитным флюсом проволока подобна бесконечному плавящемуся электроду с покрытием.
В рассмотренных способах сварки с применением флюса источником тепла служит сварочная дуга. На ином принципе основана электрошлаковая сварка. При этом способе превращение электрической энергии в тепловую происходит в шлаковой ванне, являющейся проводником электрического тока. При прохождении электрического тока через жидкий шлак в последнем выделяется тепло, частично идущее на плавление металла.
При электрошлаковой сварке в пространстве между кромками свариваемого изделия и формирующими устройствами находится ванна расплавленного шлака, в которую погружен металлический электрод. Проходя между электродом и основным металлом, электрический ток нагревает шлак в ванне. Превращение электрического тока в теплоту происходит в шлаке, на контактных поверхностях шлак - металл и в самом металле. При этом расплавляются как погруженная в шлак часть электрода, так и кромки изделия. Расплавленные основной и электродный металлы собираются на дне шлаковой ванны в виде металлической, ванны. При ее затвердевании образуется шов, соединяющий кромки изделия.
Электрод, по мере его расплавления, подается в шлаковую ванну, а уровень металлической ванны постепенно повышается. При этом зона сварки перемещается вверх до тех пор, пока изделие не будет полностью сварено. При электрошлаковой сварке металл сварочной ванны и расплавляемый электродный металл защищены от действия воздуха слоем жидкого шлака. Об эффективности защиты зоны сварки от действия воздуха в случае сварки стали можно судить по содержанию азота в металле шва. Среднее содержание азота в швах сваренных на углеродистой стали электродуговой сваркой под флюсом, составляет 0,02%, электродуговой с магнитным флюсом - 0,02 - 0,03 и электрошлаковой - 0,01%.
Date: 2016-08-29; view: 291; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |