Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Управление входными параметрами
(РАБОЧЕЙ СИЛОЙ, МАТЕРИАЛАМИ И МЕХАНИЗМАМИ)
Руководитель - это человек, ответственный за прямое руководство 20 или около того операторами на рабочем месте gemba, а также за результат. Охват ответственности руководства может отличаться в разных видах промышленности и компаний. Также может меняться название работы такого человека; человек может называться лидером группы, бригадиром, hancho или (в Германии) meister. (Кстати, hancho, изначально японский термин, означающий шефа или босса, означает руководителя, если используется на рабочем месте gemba.)
На рабочем месте gemba руководитель управляет входными параметрами с целью добиться выходных параметров. Входными параметрами являются так называемые три М — а именно рабочая сила, материалы и механизмы. (Иногда методы и измерения добавляются к этим трем, и список в целом называется пять М.) Выходными параметрами являются качество, стоимость и доставка, или QCD. (Иногда рабочий настрой и безопасность добавляются к этим трем пунктам, и список в целом называют QCDMS.)
Руководители компании ответственны за достижение выходных параметров QCD, но они должны управлять основными тремя М — рабочими, материалами и машинами — чтобы обеспечить эти выходные параметры.
В первую очередь руководители должны управлять своими людьми. Хотя руководители часто говорят, «Да, я знаю, что от меня ожидают производства хороших товаров согласно графику, но видите, у наших людей нет мотивации делать хорошую работу; они плохо обучены, и даже не придерживаются установленных стандартов. Это моя проблема!»
Ни у какого руководителя не получится делать бизнес с такими взглядами. Если его люди не имеют мотивации, руководитель должен ввести различные программы с целью создания мотивации. Если люди не следуют стандартам, должны быть выработаны контрмеры. Возможно, что текущие стандарты являются устаревшими и неприменимыми на практике, или операторы не обучены следовать им. Или имеет место слишком много muda, mura и muri в рабочей среде, делая тем самым сложной задачу следования стандартам. Руководители, обвиняющие своих людей, отказываются от своей роли.
На заводе по производству электронных приборов, использующем работу домохозяек во второй половине дня, администрация обнаружила, что частично занятые рабочие производят гораздо больше брака, чем обычные рабочие. Данные показывали, что большинство ошибок случались около 15:00. Когда администрация спросила домохозяек, о чем они думали в это время, обычными ответами были: «Примерно в это время я вдруг вспоминаю, что дети сейчас должны прийти домой из школы, и я начинаю беспокоиться, нашли ли они печенье, которое я оставила в холодильнике» «Я начинаю думать об обеде и о том, в какой из магазинов мне нужно пойти, чтобы купить рыбу. Я хочу знать, какой из магазинов предлагает лучший вариант. Мисс А на следующей линии знает это, и я, наверное, пойду спрошу у нее после работы».
Знания, полученные после опроса частично занятых работников, подсказали администрации создать рядом большую комнату для встреч работников во время их перерыва в 15:00. Администрация сказала работникам, что они могут поговорить о печенье, рыбе, выгодных ценах и других волнующих их предметах, но после перерыва им следует сосредоточиться на работе. В конце концов процент брака заметно упал.
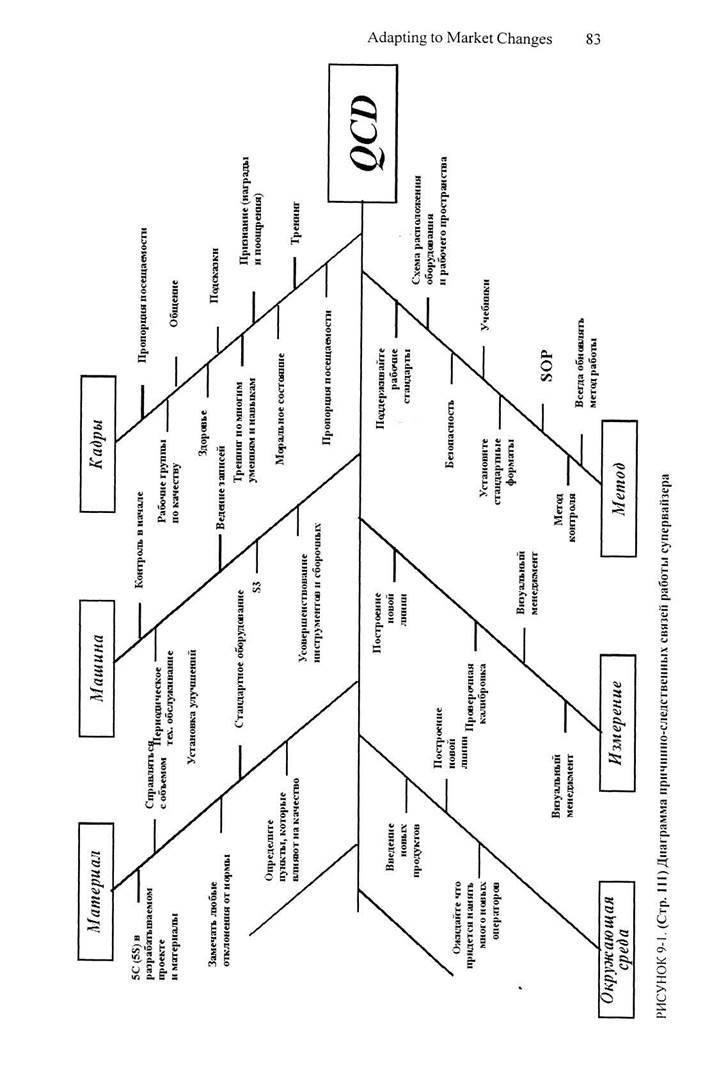
На рисунке 9-1 показан график причины и следствия работы руководителя. Такой тип графиков называется графиком Ишикавы, в честь его разработчика, профессора Каору Ишикавы. По причине своей формы она также называется графиком «рыбий скелет». Следствием (результатом) является качество, стоимость и доставка (QCD). Причиной (процессами) являются материалы, машины, рабочие, измерения и методы (пять М). В зависимости от обстоятельств на график может быть нанесено большее количество причин (в данном случае рабочая среда).
Рис.9-1.
Путем управления причинами руководители могут понять цель своей работы: QCD.
Диаграмма показывает, что насколько руководители должны управлять материалами и машинами на рабочем месте gemba, настолько они должны управлять рабочими. Чтобы сделать это, они должны управлять несколькими боле мелкими «косточками» рыбьего скелета: обучение, общение, рабочие группы по качеству, рацпредложения, премии и поощрения, прогулы и рабочий настрой. Когда бы им ни встречалась проблема, связанная с человеком, они обязаны найти решение.
Компания Ниссан (Nissan) определяет две главных задачи руководителя так: первой задачей является достижение заданного объема производства. В данном случае предполагается, что цели качества и стоимости достигаются вместе с достижением объема. Второй главной задачей является развитие и обучение подчиненных. Чтобы сделать это, руководитель должен быть способен передать свои технические и управленческие способности путем развития подчиненных, которые могут взять на себя его роль в будущем, и с помощью обучения вновь принятых работников.
Консультант по системе решения проблем kaizen Шуичи Иошида (Shuichi Yoshida), управляющий директор Института Kaizen в Японии, посещал курсы МТР перед тем,
|
как его назначили менеджером секции в 1970 на сборочном заводе «Ниссан» в пригороде Токио. «Ниссан Мотор», как и другие японские компании, изменил программу МТР, изначально введенную США, таким образом, чтобы она соответствовала собственным требованиям Ниссан, и использовал программу в качестве одной из квалификационных программ для продвижения рабочих в менеджеры.
Позже Иошида был избран в качестве одного из внутренних инструкторов по МТР в Ниссан. Поскольку более половины этой десятичасовой программы состоит из курсов JIT, JMT и JRT по TWI, Иошида получил лицензию на преподавание курсов TWI в будущем, начал вести обучающие курсы для руководителей после того, как его перевели на завод «Точиги» (Tochigi) «Ниссан Мотор» в 1976 году. В те дни японская автопромышленность сильно зависела от сезонных неквалифицированных рабочих, производивших автомобили, чтобы отвечать быстро растущему национальному и мировому спросу Точно так же, как было в случае с американской промышленностью во время Второй Мировой Войны, японской автомобильной промышленности пришлось обучать неквалифицированных рабочих за короткое время, и методы TWI оказались очень эффективными. Каждый курс состоял из одной недели двухчасовых лекций и практических занятий; после лекций участники возвращались на рабочее место gemba, чтобы применить на практике то, чему они только что научились.
Иошида также бесплатно лрелодавал руководителям английский язык, язык технического жаргона, используемый в японской автомобильной промышленности. Занятия Иошиды в целом назывались YES (Школа Английского Языка Иошиды) курс. В погожие дни Иошида проводил занятия на лужайках.
По мнению Иошиды, руководителям не следует действовать как тюремным надзирателям, так и стремящимся обнаружить ошибку и наказать виновного, они должны действовать как наставники и присматривать за подчиненными. В случае обнаружения ошибок руководители должны осознать, где обучение дало слабину, и найти способ исправить ситуацию. Руководителям нужно использовать и сердце, и разум при работе с людьми, говорит Иошида.
На заводе «Ниссан» роль руководителя определена так:
• Готовить рабочие стандарты.
• Обеспечивать обучение и убеждаться в том, что операторы выполняют свою работу согласно стандартам. (Это является поддержанием работы администрации.)
• Улучшать статус-кво путем улучшения стандартов (это является улучшением
работы администрации.)
• Замечать отклонения и правильно с ними разбираться.
• Создавать хорошую рабочую среду.
Работа с отклонениями на рабочем месте является главной ответственностью руководителя. Ниже приведены условия, которые составляют отклонения:
• Не соблюдается стандартная рабочая процедура.
• У оператора в рабочих процедурах, материалах или деталях замечено отклонение.
• Произошел отказ оборудования, инструментов или сборочных приспособлений.
• Произведены бракованные товары, или наблюдается признак скорого производства бракованных товаров.
• Процесс вышел из-под контроля, или на контрольной карте необычное распределение.
В первую очередь руководитель должен знать, из чего складывается отклонение. Стандарты должны указывать условия отклонений и объяснять шаги, которые следует предпринять, если наличествуют такие условия. Большинство стандартов указывают, как выполнять работу правильно, но оказываются бессильными определить отклонения и подходящие процедуры их устранения.
Если происходит отклонение, руководитель должен сразу же пойти на рабочее место gemba, убедиться, что произошло, основываясь на непосредственных наблюдениях или на данных, и быстро принять меры. Чтобы сделать это, он должен следовать пять принципам рабочего места gemba.
Некоторые компании проводят трехминутные собрания с операторами на рабочем месте gemba. Руководители объясняют недавно случившиеся отклонения, немедленно принятые ими меры и меры, принятые для постоянного устранения проблемы. Иногда менеджер в ходе встречи делает комментарии и предлагает руководство, которое обеспечивает хорошую возможность для обучения руководителей, а также способствует общению между руководителями и их начальниками.
УТРЕННИЙ РЫНОК АСАЙЧИ (ASAICHI)
Утренний рынок asaichi является мероприятием, выполняемым в Японии в качестве части ежедневных мероприятий по снижению процента брака на рабочем месте gemba руководителями и операторами на линии. Утренний рынок берет свое имя от рынков, куда фермеры ежедневно привозили для продажи свои товары. Японское слово "asaichi" также означает «первая вещь утром». Утренний рынок рабочего места gemba показывает брак на табло как первую вещь утром следующего после его возникновения дня, так что можно принять контрмеры сразу же и настолько быстро, насколько целесообразно, основываясь на принципах gemba-gembutsu. В этом мероприятии принимают участие все. Утренний рынок сильно отличается от других типов связанных с качеством мероприятий по разрешению проблем, включающих персонал, в которых руководитель и операторы должны играть главную роль, стремясь более никогда не откладывать те же проблемы на следующий день.
Никто на рабочем месте gemba не производит брак из желания произвести его. Но все же это продолжает происходить. Тому есть несколько причин, включая следующие;
• Внезапная поломка оборудования
• Усилившееся разрушение оборудования, вышедшее за допустимые пределы
• Не следование стандартам
• Несоответствие материалов и деталей спецификациям
• Отсутствие выполнения 5S
• Бездумные и халатные ошибки
Пока администрация не определит корневые причины этих проблем, одну за одной, рабочее место gemba скоро кажется заполненным горами бракованных деталей. Утренний рынок на рабочем месте gemba состоит из следующих шагов:
• Оператор маркирует и помещает в красный ящик все бракованные детали в конкретном процессе и заносит информацию о бракованных деталях в отчет по качеству утреннего рынка.
• На следующее утро ответственный руководитель приносит отчеты и матери
альные объекты gembutsu в уголок утреннего рынка и демонстрирует бракованные детали на столе.
• Руководитель просматривает бракованные детали с операторами и обсуждает контрмеры.
• Брак делится на три категории (типы А, В и С), и контрмеры принимаются на
столько скоро, насколько целесообразно (Рис. 9-2).
Важно, чтобы и руководитель, и рабочие потрогали и подержали материальные объекты gembutsu (в данном случае бракованные детали) сами. Им следует увидеть их, понюхать их, попробовать на вкус (если необходимо) и обсудить, как они были произведены на конкретном рабочем месте (gemba), и какое оборудование (а также материальные объекты gembutsu) было использовано.
| Тип | Природа | Процентная доля | Пример |
| Тип А | Причины возникновения ясны. Контрмеры могут быть предприняты незамедлительно. | 70-80 % | Не соблядался стандарт. Кончились специальные материалы или сырье. |
| Тип Б | Причины возникновения известны, но контрмеры принять не удается. | 15-20 % | Происходит в течение настройки оборудования. Также происходит в течение частых остановок оборудования. |
| Тип В | Причины не определены. | 10-15 % | Ситуация внезапно вышла из-под контроля. |
После того, как решены проблемы типа А, должны быть приняты меры по предотвращению их повторения. Как в случае с проблемами типа В и С, руководитель должен сообщить о них менеджеру секции, который позже проведет встречу для определения решения и предоставит результат менеджеру завода.
Когда компания проводит свой первый утренний рынок, участники могут обнаружить, что присутствует так много бракованных деталей, что они не умещаются на столе. Но если мероприятия «утреннего рынка» продолжаются три месяца, количество бракованных деталей, а также продолжительность встреч, сильно снижается. В то же время производительность и прибыльность завода сильно повысятся.
Менеджер завода должен посещать утренние рынки на разных местах на заводе, чтобы познакомиться с проблемами, испытываемыми на каждом рабочем месте.
| Завод Отдел Менеджер Руководитель Оператор 1. Дата возникновения: 9 октября 1995 года, 14:00 2. Номер детали: 123456-G1002 3. Процесс и машина: процесс изготовления паза (F-3214) 4. Количество возникновений: 4 детали - Количество обработанных за день деталей: 920 - Процент брака: 0.43% 5. Описание брака: (когда возможно, рисуйте чертежи) 6. Причины (подтвержденные/гарантированные/неопределенные): один из четырех болтов в машине был ослаблен, вызывая тем самым вибрацию. 7. Контрмеры: правильный затяг болтов. С тех пор проблема не повторялась. Предотвращение повторения проблемы в будущем: попросили рабочую группу установить новый стандарт. «Удостоверьтесь, что сила затяга болтов оборудов 1 Рисунок 9-3 показывает образец отчета по утреннему рынку. |
На Станкостроительном Заводе «Тойода» каждому оператору выдается буклет, содержащий все необходимые стандарты, непосредственно перед тем, как он заступит
на работу. Буклет - используемый в первую очередь для обучения и в качестве эталона после того, как началось производство — содержит следующие стандарты:
• Схема и карта производства
• Техника безопасности производства (которая также показывает, что произой
дет, если ей не следовать)
• Информация по встраиванию качества в процесс
• Таблица последовательности работ
• Стандартная процедура операций (SOP)
• Процедуры работы с отклонениями (которые включают в себя определение от
клонения, и инструкции по тому, как определить отклонение и кого информировать о возникновении отклонения)
• Определение брака (проблем, связанных с качеством)
• Правила использования ярлыка капbап
В одно время мероприятия по системе решения проблем kaizen на рабочем месте gemba были повсеместно распространены по всем фабрикам Станкостроительных Заводов «Тойода». Позже администрация осознала, что следует пойти дальше философии диаграммы Парето (графический инструмент, используемый для решения проблем): установить приоритеты в выборе проектов kaizen. Таким образом, вместо продвижения системы решения проблем kaizen на рабочем месте gemba во всех областях завода, администрация решила выбрать одну линию в качестве образца и обеспечить ее необходимой помощью и ресурсами из корпоративных офисов, а также от администрации завода. Как только достигался заметный прогресс, улучшения переходили на другие линии. Высшее руководство посещало образцовую линию раз в месяц для того, чтобы посмотреть на ежедневное управление и мероприятия по системе решения проблем kaizen. Осмотр отвечал на следующие вопросы:
• Какие стандарты используются?
• Как следуют стандартам?
• Кто управляет стандартами?
• Кто вовлечен в систему решения проблем kaizen?
• Какие роли играют менеджеры линии?
Поскольку управленческая иерархия включала в себя бригадиров, руководителей и групповых лидеров на фабрике, высшее руководство также следило за ролями этих менеджеров и пунктами, за которые они были ответственны.
ОПРЕДЕЛЕНИЕ ЗАДАЧ
В сегодняшней динамической и конкурентной среде администрация встречается со все более строгими требованиями от клиентов, желающих получить лучшее качество, низкую цену и быструю доставку Только ясный план администрации по постоянному улучшению QCD сможет удовлетворить этот спрос. Поэтому администрация должна продолжать ставить более высокие цели по QCD и стимулировать подчиненных достигать их. Как только достигнута новая цель, администрация должна установить новую, тем самым постоянно направляя подчиненных на «бесконечный путь» улучшений. Успешные компании закрепляют свой успех, потому что менеджеры ведут своих подчиненных таким путем и выстраивают корпоративную культуру решения задач. Такие компании знают, что как только они потеряют свой дух, особенно на уровне рабочего места gemba, у них более не будет будущего. В современных компаниях то, владеет ли администрация таким духом, проводит черту между успехом и неудачей. Такой дух компании должен быть основой рабочего места gemba.
Однако большинство менеджеров сегодня потеряли энтузиазм в достижении целей. В частности, многие руководители рабочих мест gemba довольствуются тем, что пытаются поддерживать статус-кво и шумно и усердно работают, бегая тут и там весь день, не имея никакого представления о том, куда они идут.
Постановка задач является ключевым элементом успешной работы руководителя. Руководитель должен обладать достаточным пониманием текущего процесса для постановки подходящих задач.
Date: 2016-07-22; view: 280; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |