Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Глава 3. Производство простых сухарей
Виды изделий
Сухари простые представляют собой высушенные ломти хлеба, пригодные для длительного хранения. Это позволяет широко применять их в армии, в научно–изыскательских экспедициях, особенно при длительных полевых работах, рыбаками, а также туристами во время многодневных походов.
В настоящее время простые сухари вырабатываются в следующем ассортименте: сухари армейские (пять видов), сухари–гренки (два вида), а также изделия из простых сухарей: панировочные сухари и сухарные брикеты.
Сухари армянские в зависимости от сорта муки, из которой выпечен хлеб, используемый для производства сухарей, выпускаются следующих наименований: сухари ржаные обойные; сухари ржано–пшеничные обойные; сухари пшеничные обойные; сухари пшеничные II сорта; сухари пшеничные I сорта.
Таблица 18 -Физико–химические показатели простых сухарей
| Показатели | Сухари | ||||
| из ржаной обойной муки | из ржано-пшеничной обойной муки | из пшеничной обойной муки | из пшеничной муки II сорта | из пшеничной муки I сорта | |
| Влажность, % | 10,0 | 10,0 | 10,0 | 12,0 | 12,0 |
| Кислотность в пересчетена сухое вещество, град, не более | 21,0 | 20,0 | 15,0 | 9,5 | 7,5 |
| Намокаемость, мин, не более | |||||
| для сухарей из формового хлеба | 5,0 | 5,0 | 5,0 | 4,0 | 4,0 |
| для сухарей из подового хлеба | 8,0 | 8,0 | 8,0 | 6,0 | 6,0 |
Для производства армейских сухарей используется товарный хлеб, вырабатываемый промышленностью по установленным рецептурам и технологическим схемам производства.
Так, для сухарей ржаных обойных применяется хлеб ржаной простой из ржаной обойной муки, отвечающий требованиям ГОСТ 2077–54, за исключением нормы влажности мякиша, которая должна быть не более 49%.
Для сухарей ржано–пшеничных обойных применяется хлеб из смеси ржаной (60%) и пшеничной (40%) обойной муки, отвечающий требованиям ГОСТ 2079–59, за исключением нормы влажности мякиша, которая должна быть не более 48%.
Для сухарей пшеничных обойных применяется хлеб из пшеничной обойной муки, соответствующий требованиям ГОСТ 2078–55, за исключением нормы влажности мякиша хлеба, которая должна быть не более 46%.
Сухари пшеничные I и II сортов в1лрабатываются из хлеба из пшеничной муки I и II сортов, отвечающей требованиям ГОСТ 8055–56.
По техническим условиям качество армейских сухарей должно отвечать требованиям ГОСТ 686–55.
По внешнему виду сухари должны быть без сквозных трещин, посторонних включений, подгорелости, иметь окраску, свойственную высушенному хлебу из ржаной или пшеничной муки, темно–коричневую (для обойной муки) н светло–желтую (для пшеничной муки I и II сортов).
Вкус и запах сухарей должны быть свойственны хлебу, из которого они выработаны, без горечи, посторонних привкуса и запаха.
По физико–химическим показателям армейские сухари должны соответствовать нормам, приведенным в табл.18.
Как отмечено выше, хлеб для армейских сухарей всех наименований вырабатывается но установленным рецептурам (табл. 19).
Таблица 19 -Рецептуры приготовления хлеба для производства простых сухарей
| Сырье | Хлеб | ||||
| ржаной простой | ржано-пшеничный | пшеничный | пшеничный из муки II сорта | пшеничный из муки I сорта | |
| Мука, кг | |||||
| ржаная обойная | 100,0 | 60,0 | – | – | – |
| пшеничная обойная | – | 40,0 | 100,0 | – | – |
| пшеничная II сорта | – | – | – | 100,0 | – |
| пшеничная I сорта | – | – | – | – | 100,0 |
| Соль поваренная, кг | 1,5 | 1,5 | 1,3 | 1,3 | 1,3 |
| Дрожжи прессованные, кг | 0,06 | 0,06 | 0,4 | 0,5 | 0,7 |
| Масло растительное, на смазку форм, кг | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 |
Технологические схемы производства
Процесс производства простых сухарей состоит из следующих этапов: подготовка сырья к производству; приготовление теста и выпечка хлеба; выдержка хлеба после выпечки; резка хлеба на ломти; укладка ломтей в кассеты или на листы; сушка ломтей хлеба; охлаждение сухарей; отбраковка и упаковка сухарей в тару; хранение сухарей.
Качество основного и дополнительного сырья, применяемого для выработки хлеба для армейских сухарей, должно отвечать требованиям соответствующих ГОСТов, приведенных в главе 1.
Для производства ржаных и ржано-пшеничных сухарей из обойной муки тесто готовится несколькими способами: на густых или жидких заквасках.
Независимо от принятой технологической схемы приготовления теста для получения хлеба, отвечающего ГОСТу, конечная кислотность теста должна быть в пределах 9 – 10 град.
Для хлеба из ржаной обойной муки тесто готовится головочным способом по сокращенному производственному циклу. Продолжительность брожения исходной головки составляет 4,5 – 5 ч и теста – около 2 ч. При этом конечная кислотность исходной головки достигает 13 – 14 град, а теста – 9 – 10 град.
Продолжительность выпечки формового хлеба массой 1,3 кг составляет 58 – 60 мин, массой 1,5 кг – 60 – 65 мин и массой 2 кг – 65 – 70 мин при температуре среды в пекарной камере 200 – 270° С.
В последнее время на многих хлебозаводах применяется ленинградский способ получения теста из ржаной обойной муки на жидкой закваске, приготовленнойначистых культурах молочнокислых бактерий и дрожжей. Этот способ удобен при непрерывно–поточном производстве в тестоприготовительных агрегатах.
Ниже приведены рецептура и режим производственного цикла приготовления теста из 100 кг муки с использованием жидкой закваски влажностью 70 н 75% согласно унифицированной инструкции, разработанной ЛО ВНИИХПа для ржаного теста (табл. 20).
Жидкая закваска разводится в четыре стадии и вводится непрерывно. Каждые 3 – 4 ч отбирают половину закваски и добавляют такое же количество питательной смеси. Последнюю готовят из муки (28%) и воды (72%). Влажность закваски 75%.
Тесто для ржано–пщеничного хлеба приготовляют комбинированным способом на густой закваске и жидких дрожжах. Закваску и жидкие дрожжи обычно готовят па ржаной обойной муке, а пшеничную обойную муку используют при замесе теста. В зависимости от условий производства жидкие дрожжи можно приготовлять на пшеничной муке.
Таблица 20 -Рецептура и режим приготовления теста для хлеба из ржаной обойной муки
| Сырье и режим приготовления | Питательная смесь | Жидкая закваска, % | Тесто | |
| Мука ржаная обойная, кг | 6,25 | – | 87,5 | |
| Вода, кг | 15,65 | – | По расчету | |
| Питательная смесь, кг | – | 21,9 | – | |
| Закваска, кг | – | 21,9 | 43,8 | |
| Соль поваренная, кг | – | – | 1,5 | |
| Начальная температура, °С | 32 – 34 | 33 – 35 | 33 – 35 | |
| Продолжительность брожения, ч | – | 3 – 4 | 2 – 3 | |
| Конечная кислотность, град | – | 9 – 11 | 9 – 9,5 | |
| Подъемная сила, мин | – | 30 – 35 | – | |
| Продолжительность расстойки, мин | – | – | ||
На приготовление закваски расходуется муки 40%, жидких дрожжей – 4% от количества, предусмотренного по рецептуре. Разводочный цикл и освежение закваски ведутся по технологической схеме приготовления густых заквасок, принятой в хлебопекарной промышленности для выработки ржаного теста.
Расстойка тестовых заготовок производится в конвейерных шкафах в течение 30 – 55 мин. Продолжительность выпечки составляет 58 – 60 мин при температуре среды в пекарной камере 220 – 260°С.
Тесто для хлеба из пшеничной обойной муки готовится па опаре с использованием жидких дрожжей или на жидких заквасках. Для улучшения качества теста из пшеничной обойной муки технологической инструкцией рекомендуется:
использовать для приготовления теста улучшители типа поверхностно–активных веществ, фосфатидных концентратов в количестве 0,3 – 0,5% к массе муки или одного из эмульгаторов типов Т–1, Т–2, ТФ в количестве 0,1 – 0,25%;
применять усиленную механическую обработку теста в процессе его замеса.
Таблица 21 -Технологический режим приготовления теста на дрожжах или их смеси из пшеничной муки II сорта
| Дрожжи | Продолжительность брожения, ч | Конечная кислотность, град |
| Прессованные | ||
| опара | 4,0 – 4,5 | 4,0 – 5,0 |
| тесто | 1,0 – 1,5 | 3,5 – 4,5 |
| Жидкие | ||
| опара | 3,5 – 4,5 | 5,0 – 6,0 |
| тесто | 0,75 – 1,25 | 4,5 – 5,5 |
| Смесь | ||
| опара | 3,5 – 4,5 | 5,0 – 6,0 |
| тесто | 0,75 – 1,0 | 4,5 – 5,5 |
Фосфатидный концентрат (ФК, лецитин) или эмульгаторы применяются в виде эмульсий. Эти препараты предварительно измельчают, заливают водой температурой 60 – 70°С и размешивают в эмульсаторе или кремосбивалыюй машине до получения однородной массы. Соотношение эмульгатора и воды 1:30, лецитина и воды 1:8.
Продолжительность окончательной расстойки в зависимости от производственных условий составляет 30 – 50 мин.
Тесто для хлеба из пшеничной муки II сорта готовится опарным способом на прессованных, жидких дрожжах или на их смеси. Начальная температура опары 28 – 29°С, теста 29 – 30°С. Продолжительность брожения и конечная кислотность приведены в табл. 21. Продолжительность окончательной расстойки теста составляет 35 – 55 мни.
Тесто для хлеба из пшеничной муки I сорта приготовляется опарным или безопарным способом на прессованных дрожжах. Начальная температура опары 28 – 30°С, теста 29 – 31°С. Продолжительность брожения и конечная кислотность опары и теста соответственно: 3,5 – 4,5 и 1,25 – 1,75 ч, 3,0 – 4,5 и 3.0 – 3,5 град.
Продолжительность окончательной расстойки теста составляет 40 – 60 мин.
Хлеб для производства простых сухарей выпекается преимущественно в формах массой 1,5 – 2 кг. Размер форм (по ГОСТ 17327–77) приведен в табл. 22. Некоторые виды сухарей вырабатываются из подового хлеба продолговатой батонообразной формы.
Таблица 22 -Размер хлебопекарных форм для выпечки хлеба
| № формы | Масса хлеба, кг | Размер форм, мм | |||
| ржаного | пшеничного | поверху | понизу | высота | |
| 1,66 – 1,73 | 1,15 – 1,5 | 250х135 | 220х100 | ||
| 1,42 – 1,47 | 0,98 – 1,27 | 270х120 | 230х80 | ||
| 2,2 – 2,3 | 1,5 – 2,0 | 290х150 | 230х120 |
Для смазки хлебных форм применяется растительное масло, предусмотренное рецептурой.
На современных высокомеханизированных поточных линиях для производства формового хлеба в расстойно–печных агрегатах формы для выпечки хлеба обрабатываются полимерными покрытиями, что позволяет исключить расход растительного масла на смазку форм.
Антиадгезионное полимерное покрытие представляет собой тонкую пленку оксиметилсилоксана, обладающую высокой термостойкостью и антиадгезионными свойствами. Это позволяет испекать хлеб в формах без смазки их растительным маслом или другим жиром в течение нескольких месяцев. При этом на формах не образуется нагара, улучшаются внешний вид хлеба и условия труда на производственном участке выпечки хлеба.
ВНИИХПом разработаны оборудование для покрытия форм, инструкции для подготовки хлебных форм к этой операции, приготовления грунта и полимерного состава, а также технологический режим и контроль производства.
Хлеб для армейских сухарей выпекается в соответствии с технологическими инструкциями по выработке хлебобулочных изделий. Режим выпечки зависит от вида выпекаемых изделий и конструктивных особенностей печей.
Вкусовые и ароматические свойства хлеба зависят в значительной степени от длительности выпечки и скорости прогрева теста – хлеба в печи. Продолжительность выпечки зависит от массы и формы изделий, теплового режима, плотности посадки изделий на поду и других факторов (табл. 23),
Качество хлеба, из которого вырабатываются простые сухари, должно отвечать требованиям, приведенным в табл. 24.
Так же как в производстве сдобных сухарей, выдержка хлеба необходима для предотвращения деформации его в момент резки, отслаивания верхней корки и сминания поверхности ломтей, что вызывает образование трещин и крошковатость, замазывание режущих органов резальных машин.
Таблица 23 -Продолжительность выпечки формового хлеба для армейских сухарей в зависимости от температуры среды и массы хлеба
| Хлеб | Масса хлеба, кг | Температура среды, °С | Продолжительность выпечки, мин |
| Из ржаной обойной муки | 1,3 | 200 – 210 | 58 – 60 |
| То же | 1,5 | 200 –210 | 60 – 65 |
| » | 2,0 | 200 – 210 | 65 – 70 |
| Из ржано–пшеничной муки | 1,5 | 220 – 260 | 58 – 60 |
| Из пшеничной обойной муки | 1,5 | 240 – 260 | 60 – 65 |
| Из пшеничной муки II сорта | 1,5 | 220 – 250 | 40 – 50 |
| Из пшеничной муки I сорта | 1,5 | 220 – 240 | 40 – 50 |
Продолжительность выдержки хлеба зависит от условий хранения. Так, при повышенной температуре в помещении хлеб черствеет медленнее, что требует более длительного времени. Вместе с тем чрезмерная выдержка хлеба после выпечки ведет к ухудшению качества сухарей (ломти становятся более хрупкими и шероховатыми), что вызывает образование трещин на сухарях. При этом установлено, что продолжительность выдержки хлеба не влияет на скорость сушки сухарей.
Таблица 24 -Физико–химические показатели качества хлеба для производства простых сухарей
| ГОСТ | Хлеб | Влажность, %, не более | Кислотность, град | Пористость мякиша, %, не менее |
| 2077–54 | Простой из обойной ржаной муки | |||
| 2079–59 | Из ржано–пшеничной обойной муки | |||
| 2078–55 | Пшеничный из обойной муки | |||
| 8055–56 | Пшеничный из муки II сорта | |||
| 8055–565 | Пшеничный из муки I сорта |
Специальными опытами, проведенными Опытной станцией Московского треста хлебопечения, определено, что наиболее оптимальной является продолжительность выдержки хлеба от 18 до 24 ч. В этом случае обеспечивается лучшая работа хлеборезальных машин при высоком стандартном качестве сухарей.
При температуре воздуха в помещении склада 10 – 12°С продолжительность выдержки хлеба сокращается до 10 –12 ч.
На специализированных предприятиях резка хлеба, производится в основном на хлеборезальных машинах разных систем, описание которых приведено ниже. Однако на предприятиях небольшой и малой мощности хлеб режут вручную специальными ножами или приспособлениями на ломти толщиной 20 – 24 мм (см. с. 96).
Толщина сухарей но верхней корке должна быть в пределах от 2 до 2,5 см, при выработке сухарей из горбушек формового хлеба – от 1,5 до 2,5 см. При изготовлении сухарейиз горбушек подового хлеба толщина их должна быть от 1,5 до 3,5 см.
Установлено, что оптимальной толщиной ломтей, при которой процесс сушки протекает интенсивно, является толщина 22 мм. При этой толщине ломтей сухари получаются ровные, непокоробленные и механически прочные.
При резке особое внимание следует обращать па достижение одинаковой толщины ломтя во всех его частях. Так, в клинообразных ломтях сушка происходит неравномерно, и в более толстой части сухари получаются недосушенными.
Укладка ломтей в кассеты или на листы производится одновременно с операцией по отбраковке нестандартных по размерам, клинообразных и поврежденных ломтей. Отбракованные ломти вместе с крошкой, получающейся при резке, поступают на переработку.
В зависимости от того, какое оборудование применяется для сушки, ломти хлеба укладываются в кассеты, описание которых приведено ниже, или на листы.
Таблица 25 -Основные параметры процесса сушки ломтей хлеба
| Показатели | При входе продукта | При выходе продукта | Вариант сушильного процесса |
| Направление движения продукта | 
| ||
| Направление движения продукта | 
| С рециркуляцией воздуха Движение воздуха по принципу противотока | |
| Влажность хлеба–сухарей, % | |||
| Температура воздуха, °С | 70 – 80 | 120 – 130 | |
| Относительная влажность j, % | 25 – 35 | 5 – 10 | |
| Скорость подачи воздуха, м/с | 3,5 | 3,5 | |
| Продолжительность сушки, ч | 7 – 8 |
Для сушки простых сухарей используются те же листы, что и для выработки булочных и мелкоштучных изделий и сдобных сухарей. Наиболее распространены листы размером 620Х350 и 930Х350 мм. На первых из них укладывается плашмя от 12 до 18, а на вторых – от 18 до 24 ломтей.
Сушка хлеба – сложный теплофизический процесс, в результате которого хлеб влажностью 46 – 49% отдает значительное количество влаги, превращается в сухарь влажностью 10 – 11%, пригодный для длительного хранения при сохранении своих потребительских качеств.
А. С. Гинзбург приводит следующие основные параметры режима сушки простых ржаных сухарей:
– при конвективной системе сушки ломтей хлеба максимально допустимая температура воздуха для всего процесса сушки должна составлять 120 – 125°С;
– в начале процесса ломти хлеба целесообразно сушить при пониженной температуре воздуха и значительном влагонасыщении (j). Во второй стадии повышение температуры воздуха ускоряет сушку хлеба при хорошем качестве сухарей;
– целесообразно сушильный процесс проводить с рециркуляцией части отработанного воздуха;
– скорость воздуха у поверхности ломтей хлеба в живом сечении должна быть 3,0 – 3,5 м/с.
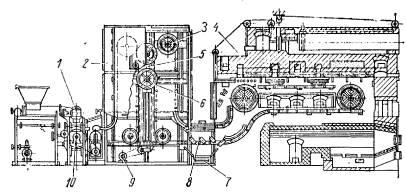
Рис. 51. Расстойно–печной агрегат ВНИИХП–2–59М:
1 – делительно–посадочный автомат ДПА; 2 – конвейерный шкаф окончательной расстойки; 3 – блок конвейера шкафа;
4 – печь ФТЛ–2–66; 5 – передвижная каретка; 6 – блоки каретки; 7 – ленточный транспортер доя хлеба;
8 – механизм для выгрузки хлеба из форм; 9 – механизм для перемещения каретки; 10 – приводной вал агрегата
В табл. 25 приведены основные параметры режима сушки ломтей ржаного хлеба.
Охлаждение сухарей производится перед упаковкой обычно в кассетах па вагонетках, размещаемых в помещении для сортировки и упаковки готовой продукции. Охлаждают сухари до температуры помещения.
Для сокращения времени остывания сухарей целесообразно в помещении поддерживать температуру воздуха в пределах 16 – 20°С. Это достигается обычно установкой местной системы вентиляции.
Хлеб для простых сухарей вырабатывается па хлебопекарных предприятиях, оборудованных комплексно–механизированными линиями с расстойно–печными агрегатами.
Для приготовления теста используются тестоприготовительные агрегаты непрерывного действия разной мощности и тестомесильные машины периодического действия «Стандарт» с подкатными дежами вместимостью 330 л, применяемые обычно па предприятиях для выработки хлебных изделий.
На ряде предприятий деление теста, укладка его в формы, перемещение их в расстойный шкаф, а затем в печь для выпечки производится и расстойно–печных агрегатах ВНИИХП–2–59М (рис. 51). Этот агрегат состоит из делительно–посадочного автомата (ДНА), конвейерного шкафа окончательной расстойки и печи ФТЛ–2–66, объединенных общим цепным конвейером с люльками, к которым прикреплены формы.
Всего в конвейере агрегата для выпечки хлеба из ржаной муки расположено 86 люлек, и том числе в печи 36 и в шкафу 50. Для выпечки хлеба из пшеничной муки в конвейере размещены 104 люльки, из них 36 в печи и 68 в шкафу расстойки. На каждой люльке прикреплено по 16 форм №3.
В шкафу окончательной расстойки конвейер с люльками расположен вертикально. Для изменения продолжительности расстойки применена передвижная каретка с двумя блоками. При крайнем верхнем положении каретки в шкафу находится 36 люлек, что соответствует минимальной продолжительности расстойки. При нижнем положении каретки в шкафу находится 44 люльки, что обеспечивает максимальную расстойку, превышающую продолжительность выпечки па 22%. Перемещение каретки осуществляется вручную рукояткой винтового механизма или с помощью электродвигателя.
Конвейер агрегата приводится в движение от электродвигателя мощностью 1,7 кВт (n = 930 об/мин) через червячный редуктор, пару цилиндрических шестерен и цепную передачу. Автопосадчик ДПА оборудован индивидуальным приводом от электродвигателя мощностью 2,8 кВт (n = 930 об/мин).
Продолжительность выпечки регулируется при помощи реле времени в пределах от 10 до 100 мин. Производительность агрегата составляет от 15 до 20 т/сут.
Для предприятий, где для выработки формового хлеба применяются люлечно–подиковые конвейерные печи большой мощности ХПЛ–40. Опытным механическим заводом хлебопекарного оборудования УХП Мособлисполкома создан для этой печи расстойно–печной агрегат.
Агрегат (рис. 52) состоит из конвейерного шкафа окончательной расстойки с механическим раскладчиком теста в формы, прикрепленные к люлькам объединенного конвейера с печью ХПЛ–40.
Цепной конвейер в шкафу расположен горизонтально. Всего в расстойно–печном агрегате предусмотрено 225 люлек, из них в шкафу размещено 82 рабочие люльки и 43 холостые, а в печи находятся 100 люлек. Па каждой люльке размещаются 16 форм №3.
Для регулирования продолжительности расстойки предусмотрены каретка с двумя блоками, перемещаемая в горизонтальном положении но направляющим при помощи; тросов и винтового устройства. Применение каретки позволяет изменять продолжительность расстойки в пределах 30 – 50 мни.
Выгрузка выпеченного хлеба из форм производится в переходной камере между шкафом и печью при помощи устройства, которое опрокидывает люльки, встряхивает их па гребенке, при этом хлеб падает на движущийся под ним ленточный транспортер, направляющий его в хлебохранилище.
Движение объединенного конвейера–агрегата осуществляется от электродвигателя мощностью 1,7 кВт (n = 1410 об/мин) через клиноременную передачу, редуктор, вариатор скорости и ценную передачу на приводной вал расстойного шкафа.
Производительность агрегата на ржаном формовом хлебе массой 1 кг составляет около 40 т/сут.
Для выработки подового хлеба из пшеничной сортовой муки для производства сухарей используются комплексно–механизированные поточные линии, применяемые для выпечки хлебобулочных изделий.
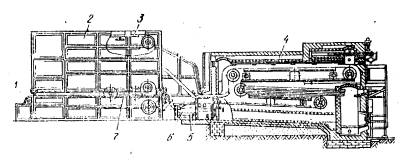
Рис. 52. Расстойно–печной агрегат с печью ХПА–40:
1 – механический раскладчик теста в формы; 2 – конвейерный шкаф окончательной расстойки; 3 – цепной конвейер с люльками;
4 – конвейерная люлечно–подиковая печь ХПА–40; 5 – ленточный транспортер для хлеба; 6 – механизм для выгрузки хлеба из форм;
7 – передвижная каретка с двумя блоками
Для простых сухарей хлеб выпекается обычно в виде батонов. Размер хлеба принят согласно требованиям. предусмотренным в технических условиях на хлеборезальные машины. Это особенно относится к длине хлеба при резке его на пилорамных хлеборезальных машинах. Описание н техническая характеристика этих машин приведены в главе 2.
Хранение и выдержка хлеба для простых сухарей на предприятиях небольшой мощности производятся на семи полочных вагонетках, подового хлеба – на лотковых вагонетках, а на специализированных предприятиях для этой цели применяют конвейерные шкафы, описанные выше.
Для сокращения продолжительности выдержки хлеба вагонетки с хлебом устанавливаются в камерах, оборудованных системой вентиляции.
После выдержки хлеб режется на ломти.
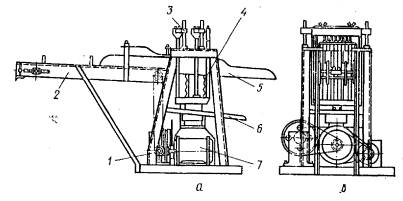
Для резки хлеба из пшеничной сортовой муки применяются хлеборезальные машины, описанные в главе 2. Для ржаного и ржано–пшеничного хлеба, имеющего большую вязкость мякиша по сравнению с пшеничным хлебом для резки применяется пилорамная машина конструкции И. И. Розеивальда (рис. 53), По своей конструкции эта хлеборезальная машина отличается от машин марок ХРО и ХРП (см. выше) расположением ножей и устройством транспортера. Вертикально расположенные ножи в этой машине в плане размещены под углом (рис. 53, б). Для подачи хлеба к ножам предусмотрен вместо широкого ленточного транспортера ценной транспортер с планками.
Ширина транспортера соответствует длине буханки формового хлеба, что позволяет нормально резать ржаной и ржано–пшеничный хлеб с сохранением качества ломтей.
Резаный хлеб поступает на слегка наклонный лоток и далее по ленточному транспортеру – к столам для отбраковки и укладки в кассеты.
Исследованиями, проведенными в МТИППе, установлено, что для резания формового ржаного хлеба на пилорамных резальных машинах целесообразно применять следующие параметры резания; амплитуда колебания ножей 20 – 25 мм; частота 12 – 15 Гц; шаг зубцов ножей 15 мм.
| |
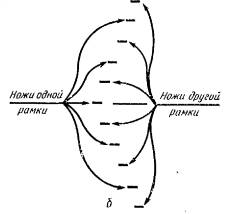
| Рис. 53. Хлеборезальная машина конструкции И.И. Розенвальда: а – общий вид; б – схема расположения ножей; 3 – вид сбоку; 1 – корпус машины; 2 – приемный цепной транспортер; 3 – рамы для крепления ножей; 4 – ножи; 5 – наклонный лоток; 6 – поддон для крошек; 7 – электродвигатель; |
Важнейшим оборудованием для производства простых сухарей являются сушильные устройства.
Помимо хлебопекарных печей разных систем и типов на специализированных предприятиях для сушки сухарей применяются созданные ВНИИХПом туннельные сушилки с боковой топкой СБТ, с отдельно стоящей топкой СОТ и конвейерная КС–100 с огневым калорифером КС–101.
На предприятиях малой мощности для сушки сухарей используются двухкамерные сушилки КС–2М.
Туннельные сушилки СБТ и СОТ относятся к типу атмосферных воздушных двухтуннельных сушилок (с принудительной циркуляцией) непрерывного действия с огневыми калориферами.
Конструктивная характеристика сушилок примерно одинаковая, поэтому здесь приводится описание только сушильной установки СБТ.
Сушильная установка СБТ (рис. 54) состоит из следующих основных элементов: двух сушильных туннельных камер, в которых но направляющим передвигаются вагонетки с кассетами; огневого гладкотрубного калорифера, расположенного между туннелями; тонки, размешенной рядом с сушильными камерами, н вентиляционной системы, в свою очередь состоящей из воздушного н газового вентиляторов, воздушных и газовых каналов. Воздушная система сушилки работает с частичной рециркуляцией.
Ограждения туннелей выполнены из красного кирпича на цементном растворе с металлическим каркасом из швеллеров. Для уменьшения свободного прохода сушильного воздуха в туннелях к сводам подвешены экраны, под которыми перемещаются вагонетки, а к нижней части вагонеток прикреплены для этой же цели щитки из листовой стали.
Вагонетки для сушки сухарей (рис. 55) состоят из тележки с двумя ходовыми и двумя рулевыми колесами. На тележке кренятся две П–образные стопки из угловой стали с кронштейнами для установки кассет с ломтями хлеба. По высоте вагонетки расположено 9 ярусов, на которых устанавливается по 6 кассет, а всего на вагонетке размещается 54 кассеты.
Для сушки ломтей хлеба применяются стандартные цельнометаллические кассеты. Кассеты (рис. 56) представляют собой рамку из полосовой стали размером 590Х470Х80 мм с прикрепленными к ней прутками из гофрированной проволоки диаметром 3 мм. Гофрированная проволока образует карманы шириной 30 мм, в которой ломти хлеба укладываются вертикально. Расстояние между карманами принято 15 мм. В кассету вмещается 60 ломтей хлеба.
В таких кассетах ломти хлеба со всех сторон омываются горячим воздухом, проходящим в свободные проемы, образуемые гофрированными прутками н решетчатым днищем кассет.
Чтобы обеспечить равномерность сушки сухарей по всему сечению вагонетки, расстояние между ярусами делается различным. Так, между средними по высоте ярусами, где сопротивление для прохода горячего воздуха наибольшее и сушка протекает медленнее, расстояние между ярусами должно быть больше, чем в верхних и нижних рядах.

Рис. 54. Сушильная установка СБТ:
а – разрез сушилки в плане; б – продольный разрез; 1 – сушильная камера; 2 – огневой калорифер;
3 – тонка; 4 – вентилятор газовый; 5 – вентилятор воздушный; 6 – вагонетка
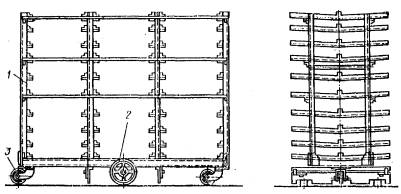
Рис. 55. Вагонетка для сушки простых сухарей:
1 – тележка; 2 – ходовые колоса; 3 – рулевые колеса
В каждой туннельной камере размещается 5 вагонеток, а всего в сушилке находится 10 вагонеток.
Параметры воздуха в системе обогрева на входе и выходе его из туннеля контролируются психрометрами, а температура газов, поступающих в трубчатый калорифер, – термопарой, соединенной с гальванометром, размещенным в топочном отделении установки.
Процесс сушки в производственных условиях осуществляется следующим образом. Нарезанный на ломти хлеб загружается в кассеты, устанавливаемые на вагонетки, которые по мере загрузки закатываются в туннели, а металлические двери плотно закрываются. Температура входящего воздуха 120 – 130°С. Продолжительность сушки сухарей из ржаной обойной муки составляет в среднем 6 – 7 ч, сухарей из пшеничной сортовой муки – примерно 4 – 5 ч.

Рис. 56. Кассета цельнометаллическая для сушки простых сухарей:
а – разрез; б – вид сверху; 1 – рамка из полосовой стали;
2 – прутки из гофрированной проволоки; 3 – карманы для ломтей хлеба
Готовые сухари после сушки охлаждаются па вагонетках до температуры воздуха в помещении.
Сушильные установки СБТ широко распространены в хлебопекарной промышленности. Однако в процессе эксплуатации их выявились недостатки, вызванные конструктивными особенностями. В первую очередь следует отметить неравномерность сушки сухарей по высоте вагонеток из–за расслоения воздуха. В этом случае рекомендуется поддерживать скорость движения горячего воздуха в пределах 3 м/с и соблюдать расстояние между полками, как указано па чертеже вагонетки (см. рис. 55).
Вторым недостатком является трудность передвижения вагонеток, особенно находящихся внутри туннелей сушильной камеры. Па некоторых хлебозаводах для устранения этого недостатка осуществляется сцепление вагонеток, закатываемых в туннели, и применяются электролебедки с тросом для выкатывания всего поезда вагонеток из туннеля.
В целях улучшения условий эксплуатации и повышения уровня механизации производства простых сухарей ВНИИХПом совместно с Шебекинским машиностроительным заводом ПО Союзпродмаша создан туннельный конвейерный сушильный агрегат КС–100 с огневым калорифером КС–101, установленный на одном из Львовских хлебозаводов.
Агрегат относится к типу атмосферных воздушных с принудительной циркуляцией сушилок непрерывного действия с огневым калорифером, расположенным вблизи сушильной камеры.
Особенностью этого агрегата является совмещение двух процессов: сушки хлебных ломтей и охлаждения их перед упаковкой.
Сушильный агрегат КС–100 (рис. 57) представляет собой камеру, состоящую из металлического каркаса, обмурованного красным кирпичом. Внутри камеры расположен цепной двухниточный конвейер с шагом цепи 140 м, на котором подвешено 224 люльки–кассеты. На каждой кассете размещено 90 ячеек для вертикальной укладки и них ломтей хлеба.
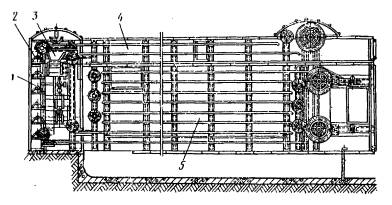
Рис. 57. Конвейерный сушильный агрегат КС–100:
1 – загрузочная зона; 2 – цепной конвейер с люльками; 3 – устройство дли выгрузки сухарей;
4 – зона охлаждения сухарей; 5 – зона сушки
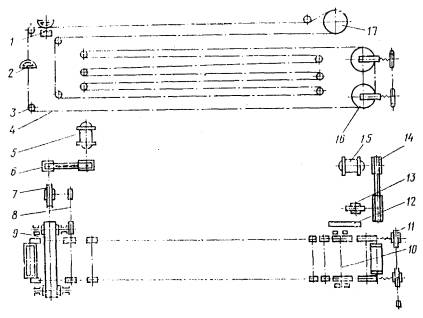
Рис. 58. Кинематическая схема сушильной камеры агрегата КС–100:
1 – репка для опрокидывания кассеты; 2 – кассета на 90 сухарей; 3 – направляющая звездочка; 4 – конвейерная цепь (t = 140);
5 – электродвигатель АОП–21–4; 6 – клиноременная передача; 7 – червячный редуктор (t = 1:37); 8 – цепная передача;
9 – транспортер для разгрузки сухарей; 10 – главный вал привода: 11 – устройство для натяжения конвейерной цепи;
12 – шестеренчатая передача; 13 – червячный редуктор (t = 1:37); 14 – клиноременная передача; 15 – электродвигатель АО51–Б;
16, 17 – направляющие звездочки
Движение конвейера осуществляется от приводной станции, состоящей из электродвигателя, клиноременной передачи, червячного редуктора и пары цилиндрических шестерен, одна из которых установлена на главном валу. На рис. 58 приведена кинематическая схема сушильной камеры.
Каждая ветвь конвейерной цепи опирается на 11 звездочек и перемещается по направляющим из угловой стали, прикрепленным к каркасу обмуровки. Движение конвейера прерывистое, что вызвано необходимостью загрузки кассет ломтями хлеба.
Камера но высоте разделена на зоны, отделенные между собой перекрытиями: нижняя зона – из металлических листов, средняя – из совелитовых плит, а верхняя – из железобетонных плит.
В нижней зоне происходит сушка с наибольшим выделением влаги, и средней – сушка до установленной нормы влажности, а в верхней зоне производится остывание сухарей примерно до 30 – 40°С.
Сушка сухарей производится воздухом, нагреваемым в огневом калорифере, который нагнетается вентилятором – ВВДN №6 через диффузор и отверстие в торцевой стенке, противоположной загрузочному фронту. Для регулирования количества и направления нагнетаемого в камеру воздуха предусмотрены шиберы. Воздух, проходя вдоль камеры в первой зоне, увлажняется, температура снижается, и часть его (25%) выбрасывается через окно, расположенное в передней части камеры. Остальной воздух через решетку в полукамеры у загрузочного отверстия по каналу, проходящему под сушилкой, направляется в смеситель калорифера на рециркуляцию.
Для остывания сухарей в верхней зоне камеры воздух поступает из помещения через отверстие, находящееся в верхней части загрузочного фронта.
Нагретый от соприкосновения с горячими сухарями воздух по воздуховоду поступает также в смеситель калорифера, куда подастся еще часть (25%) свежего воздуха, Остывание сухарей продолжается 1 ч 15 мин при данных условиях, продолжительность процесса сушки ржаных сухарей при скорости движения конвейера 2,52 м/мин и температуре воздуха 125 –130°С составляет 6 – 7 ч.
Для нагрева воздуха служит огневой калорифер, состоящий из 98 чугунных труб диаметром 170 мм с толщиной стенки 10 мм. Трубы уложены горизонтально вплотную одна к другой в шесть рядов по 16 шт., в верхнем ряду 18 шт. Трубы размещены перпендикулярно движению газового потока. Дымовые газы проходят между горизонтальными рядами труб сверху вниз, нагревают воздух, нагнетаемый через трубы вентилятором, который по трубопроводу подается в сушильную камеру. Калорифер обмурован кирпичной кладкой с металлическим каркасом.
Топка, рассчитанная для сжигания твердого, и газообразного топлива, состоит из двух топочных камер, оборудованных соответствующей гарнитурой для того или иного вида топлива. Для газового топлива используются инжекционные горелки системы Царика среднего давления с ручным регулированием расхода газа н автоматической дозировкой воздуха. Эти горелки просты н удобны и эксплуатации, обеспечивают хорошее качество смешивания газа с воздухом, надежное зажигание смеси, позволяют осуществлять автоматизацию процесса сжигания газа в топке.
Эксплуатация конвейерных сушилок КС–100 с огневым калорифером КС–101 позволяет значительно повысить производительность и улучшить условия труда обслуживающего персонала, стабилизировать технологический процесс и качество готовой продукции.
Двухкамерная сушилка КС–2М относится к типу атмосферных воздушных сушилок периодического действия с принудительной циркуляцией и паровым обогревом.
Сушилка (рис. 59) состоит из металлического ограждения с изоляцией, двух осевых электровентиляторов МЦ №7 с калорифером КФСО–9 и десяти подвижных заслонок для равномерного распределения горячего воздуха по высоте сушильных камер. После наладки теплового режима заслонки закрепляются наглухо.
Рис. 59. Двухкамерная сушилка КС–2М:
1 – металлическое ограждение; 2 – осевой вентилятор МЦ №7; 3 – калорифер;
4 – подвижные заслонки; 5 – средний канал; 6 – вагонетка
Сушилка имеет две камеры с установленными в них вагонетками для сушки продукции, обогреваемыми двумя воздушно–циркуляционными системами с рециркуляцией. Воздух вентиляторами нагнетается через калориферы, нагревается, поступает в средний канал, равномерно распределяется заслонками и проходит между полками с установленной на них продукцией вагонеток. Отработанный воздух поступает через вытяжные каналы в фундаменте сушилки, а часть по рециркуляционным каналам, снабженным заслонками, нагнетается вентиляторами через калориферы в камеры сушилки.
Пар давлением около 0,4 МПа для обогрева камер поступает и калориферы из котельной предприятия.
Таблица 26 -Технико–экономические показатели установок для сушки простых сухарей
| Показатели | СБТ (СОТ) | КС – 100 | КС – 2М |
| 1. Сушильные агрегаты | |||
| Конструктивная характеристика | Атмосферно–воздушная с принудительной циркуляцией | ||
| Непрерывного действия | Периодического действия | ||
| Двухтуннельная | Однотуннельная | Двухкамерная | |
| Число вагонеток, шт. | – | ||
| Число кассет на вагонетке, шт. | – | ||
| Число люлек–кассет на конвейере, шт. | – | – | |
| Объем сушильных камер, м3 | 42,8 | – | |
| Габаритные размеры (без топки), мм | |||
| длина | |||
| ширина | |||
| высота сушилки | |||
| высота сушилки с нижним каналом | – | ||
| Параметры рабочей смеси воздуха | |||
| количество, м3/ч | От 15000 до 16000 | ||
| температура, °С | 129,5 | 124 – 127 | 109,4 |
| влажность, % | 12,1 | ||
| Электродвигатели | |||
| привода конвейера | |||
| мощность, кВт | – | 2,8 | – |
| частота вращения, об/мин | – | – | |
| привода транспортера | |||
| мощность, кВт | – | 0,27 | – |
| частота вращения, об/мин | – | – | |
| Сорт сухарей | Ржаные | Ржаные и ржано-пшеничные | Ржаные и ржано-пшеничные |
| Продолжительность сушки (средняя), ч | 6,00 | 6,00 – 7,00 | 4,50 |
| Суточная производительность (по данным испытания), т | 7 – 8 | 2,38 | |
| Удельный расход условного топлива на 1 т сухарей (по данным испытаний), кг/т | – | 170 – 190 | |
| Масса металлоконструкций, кг | – | ||
| 2. Калориферы | |||
| Тип калорифера | Огневой | Огневой | Паровой |
| Поверхность нагрева, м2 | – | – | 4,9х2х9,8 |
| Производительность ккал/ч | – | – | |
| Расход воздуха, м3/ч | – | – | |
| Температура входящего в калорифер воздуха, °С | – | 60 – 65 | – |
| Температура выходящего в калорифер воздуха, °С | 130 – 140 | – | |
| Температура дымовых газов на входе в калорифер, °С | – | – | |
| Температура дымовых газов на выходе из калорифера, °С | – | – | |
| Габаритные размеры, мм | |||
| длина | – | ||
| ширина | – | ||
| высота | – | ||
| Масса металлоконструкций, кг | – | – |
В каждой камере вмещается одна вагонетка с девятью полками. На полки укладываются металлические кассеты. Всего в сушилке на двух вагонетках размещается 108 кассет.
После установки вагонеток с продукцией двери камер плотно закрываются. По окончании сушки последовательно выключается подача пара, а затем воздуха, и после этого выкатываются вагонетки с высушенной продукцией.
Двухкамерные сушилки КС-М2 используются также на хлебозаводах для сушки панировочных сухарей.
В табл. 26 приведены технико-экономические показатели сушильных установок.
Трудоемкость и значительные физические нагрузки при работе и обслуживании туннельных установок СБТ, СОТ и камерных сушилок КС-2М заставляют безотлагательно решать вопрос об установке на предприятиях, вырабатывающих простые сухари, более прогрессивных сушильных агрегатов.
Сухари-гренки
Сухари-гренки представляют собой ломти или части ломтей высушенного формового или подового хлеба и булочных изделий из пшеничной муки высшего, I н II сортов.
Сухари-гренки вырабатываются из черствых хлебных и булочных изделий. Перед использованием в производстве хлеб и булочные изделия проверяются на наличие признаков картофельной болезни, плесени, закала и зараженности вредителями хлебных запасов, а также посторонних включений.
Черствый хлеб и булочные изделия режутся на ломти толщиной по корке не более 2,5 см. Резка изделий производится на хлеборезальных машинах дискового или пилорамного типа, описанных выше. Для равномерной сушки ломтей необходимо, чтобы последние имели одинаковую толщину (от 2,0 до 2,5 см).
Сушка ломтей производится на листах, кассетах или на поду в печах любого типа, которыми оборудованы хлебопекарные предприятия. Для сушки могут быть использованы сушильные агрегаты, приведенные в данной главе. Продолжительность сушки сухарей-гренок при толщине ломтя 2,0 – 2,5 см к температуре среды внутри пекарной камеры 120 – 130°С составляет 3 – 3,5 ч.
После сутки сухари-гренки охлаждаются и поступают для упаковки в бумажные непропитанные мешки, фанерные или картонные ящики.
По физико-химическим показателям сухари-гренки должны отвечать показателям, приведенным ниже.
| Влажность, %, не более | 12,0 |
| Кислотность в пересчете на сухое вещество, град, не более, из пшеничной муки сорта | |
| высшего | 7,5 |
| I | 7,5 |
| II | 9,5 |
| Намокаемость, мин, не более | 5,0 |
Гарантийный срок хранения сухарей-гренков при соблюдении условий хранения, установленных РСТ ЭССР 175–73, считая с даты изготовления, составляет 3 мес.
Панировочные сухари
Панировочные сухари (мука) предназначены в основном для панировки (обвалки) кулинарных изделий в процессе обжарки мясных, рыбных, овощных и крупяных блюд, а также для обсыпки форм и противней при запекании рулетов, пудингов и др.
В хлебопекарном производстве панировочные сухари применяются в хлебных изделиях в виде добавки при замесе теста, для приготовления сухарных брикетов, а также при производстве некоторых видов сахаристых кондитерских изделий.
Панировочные сухари выпускают в следующем ассортименте: сухари панировочные из хлебных сухарей; сухари панировочные кукурузные или пшеничные; сухари панировочные любительские; сухари панировочные из хрустящих хлебцев, изготовленных только из пшеничной муки.
Для выработки панировочных сухарей используют хлебные сухари из пшеничной муки I и II сортов, хлопья кукурузные и пшеничные (ОСТ 18-216–75), нестандартные кукурузные хрустящие палочки (ОСТ 18-243-75), крупку кукурузную (ГОСТ 6002–69), сахар-песок, поваренную соль, производственный лом и крошку хрустящих хлебцев (ГОСТ 9846–61).
Таблица 27 -Физико-химические показатели качества панировочных сухарей
| Показатели | Из хлебных сухарей | Из кукурузных хлопьев | Из хлебцев хрустящих | |
| Из муки пшеничной I сорта | Из муки пшеничной II сорта | |||
| Влажность, %, не более | 10,0 | 10,0 | 8,0 | 8,0 |
| Кислотность в пересчете на сухое вещество, град, не более | 7,0 | 9,0 | - | 6,0 |
| Крупность помола | ||||
| остаток на проволочном сите №1,2, %, не более | 5,0 | 5,0 | - | - |
| остаток на проволочном сите №0,95, %, не более | - | - | 8,0 | 15,0 |
| Содержание металломагнитной примеси* на 1 кг сухарей, мг, не более | 3,0 | 3,0 | 3,0 | 3,0 |
* Величина отдельных металломагнитных примесей в максимальном линейном измерении не должна превышать 0,3 мм.
Панировочные сухари представляют собой однородную по размеру крупку светло-желтого или светло-коричневого цвета (ОСТ 18:255–75). Вкус – свойственный сухарям, без горького или постороннего привкуса и затхлости.
По физико-химическим показателям панировочные сухари должны отвечать требованиям, приведенным и табл. 27.
На хлебозаводах большой и средней мощности для производства панировочных сухарей организованы специализированные цехи, оборудованные хлеборезальными машинами (описанные в главе 2), двухкамерными сушилками КС-2М с вагонетками и дробильными машинами для размола сухарей. Некоторые предприятия оснащены автоматами для упаковки продукции в полиэтиленовые пакеты.
На предприятиях малой и средней мощности для сушки сухарей используются вместо сушилок хлебопекарные печи.
По технологической инструкции панировочные сухари па хлебопекарных предприятиях изготавливаются следующим образом. Черствый или деформированныйхлебиз экспедиции завода или возвращаемый из торговой сети режется на хлеборезальной машине на ломти, которые укладываются на листы или решетчатые противни, устанавливаемые ни люльки конвейерной печи или полки вагонеток сушилки КС-2М.
После сушки и остывания сухари на дробильной машине размалываются в крошку, просеиваются, пропускаются через магнитный уловитель и упаковываются.
Сырьем для изготовления панировочных сухарей из хлебцев хрустящих служат также производственный лом, обрезки и крошки. Для панировочных сухарей используются все виды хрустящих хлебцев, кроме отходов хлебцев из ржаной муки.
После контрольного отбора доброкачественные отходы загружаются в воронку дробильной машины, крошка просеивается на вибросите, пропускается через магнитную защиту и упаковывается в соответствующую тару.
Для дробления сухарей и превращения их в крошку используются вы пускаемые отечественными машиностроительными заводами дробильные машины тина ДКУ, БДМ, ДМ-300 и др., применяемые в различных отраслях промышленности.
Кроме этих серийно выпускаемых дробильных машин в хлебопекарной промышленности применяются дробилки, созданные новаторами предприятий.
Для получения хлебной крошки на Нижнетагильском хлебокомбинате внедрена простая по конструкции машина (рис.60), состоящая из приемной воронки, зубчатого барабана и зубьев, установленных на корпусе, и пары рифленых вальцов. Предварительно измельченные зубчатым барабаном куски хлеба поступают на рифленые вальцы, размалываются в мелкую крошку, которая затем просеивается на вибросите и собирается в приемный ящик. Производительность машины до 15 т/сут.
Для размола сухарей из черствых хлебных изделий из пшеничной сортовой муки на панировочные сухари применяются дробильные машины, созданные на московских предприятиях.
Машина (рис. 61) состоит из станины, разъемного барабана, загрузочной воронки, вала с дисками, на которых подвешены на пальцах четыре скобообразных била. и сборной воронки.
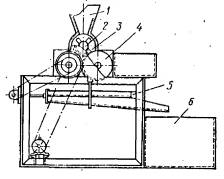
Рис. 60. Схема машины для приготовления хлебной крошки Нижнетагильского хлебокомбината:
1 – приемная воронка; 2 – зубчатый барабан; 3 – зубцы внутри корпуса;
4 – рифленые вальцы; 5 – вибросито; 6 – приемный ящик
Внутри верхней половины барабана (крышки) приварены квадратные стальные прутки, обращенные ребром внутрь дробильной камеры и образующие ребристую поверхность. Зазор между билами и ребрами камеры составляет 1 – 1,5 мм. В дне барабана, над сборной воронкой, вставлен лист с просверлинными отверстиями диаметром 2 мм для получения муки и 3 мм для получения панировочных сухарей. Шаг отверстий – 5 мм.
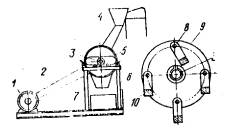
Рис. 61. Машина для дробления сухарей:
1 – электродвигатель; 2 – ременная передача; 3 – вал; 4 – загрузочная воронка; 5 – разъемный барабан;
6 – станина; 7 – сборная воронка; 8 – пальцы; 9 – диск; 10 – скобообразные билы;
Машина приводится в движение от электродвигателя мощностью 3,5 кВт (n = 1440 об/мип) через ременную передачу.
Сухари подаются небольшими порциями в загрузочную воронку, поступают в барабан и под действием вращающихся с частотой 700 об/мин бил и ребристой поверхности дробятся в муку или панировочные сухари.
П. Д. Паршин и др. для измельчения хлебных сухарей рекомендуют применять вместо молотковых дробильных машин вальцовые станки, используемые в мельничном производстве для размола зерна.
На вальцовых станках хлебные сухари можно измельчать при влажности до 10 % без подсушивания, что снижает энергетические затраты. Кроме того, состав крошки получается равномерный, количество пылевидной фракции незначительно, что увеличивает выход готовой продукции.
Механизированный способ производства панировочных сухарей разработан Л.Г. Гинзбургом с научными сотрудниками МТИППа. По этому способу панировочные сухари готовятся из измельченного в крошку хлеба независимо от степени его свежести. В специальной камере крошка подвергается интенсивной сушке, которая протекает в течение нескольких минут.
После остывания крошка подвергается вторичному дроблению до установленных размеров и просеивается на вибросите с контрольной проверкой наличия металломагнитной примеси. На этом принципе на Московском хлебозаводе №4 оборудована опытно-производственная линия по выработке панировочных сухарей.
Линия (рис. 62) состоит из бункера для хлеба, машины для грубого измельчения хлеба, шнека-дозатора, измельчителя кусков хлеба в крошку размером от 1 до 3 мм, цепного транспортера, бункера-накопителя со шлюзовым затвором, сушильной камеры, электрокалорифера, оборудованного тремя ТЭНами, циклона со шлюзовым затвором, вентилятора, бункера для высушенной крошки, ленточного транспортера для остывания крошки, дробилки Марки АГ-3 для размола сухой крошки и доведения крупности помола до установленной нормы, ленточного транспортера с магнитным уловителем, бункера и платформенных весов для взвешивания затаренной в мешки готовой продукции.
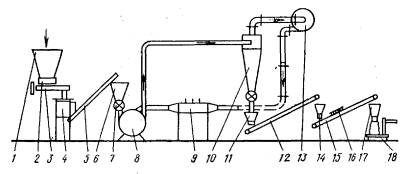
Рис. 62. Схема опытной линии производства панировочных сухарей на Московском хлебозаводе №4:
1 – бункер для хлеба; 2 – дробилка; 3 – шнек-дозатор; 4 – измельчитель; 5 – цепной транспортер;
6 – бункер-накопитель; 7 – сушильная камера; 8 – электрокалорифер; 9 – ТЭНы; 10 – циклон;
11 – бункер для крошки; 12,15 – ленточные транспортеры; 13 – вентилятор; 14 – дробилка АГ-3;
16 – магнитный уловитель; 17 – бункер для готовой продукции; 18 – платформенные весы
Сушка хлебной крошки протекает в потоке нагретого до 200 – 250°С в электрокалорифере воздуха. Продолжительность сушки панировочных сухарей до влажности 10% составляет 5 – 6 мин. Нагретый воздух подается в сушилку вентилятором среднего давления ВВД-8 по трубопроводу, в который вмонтирован электрокалорифер.
Производительность линии до 60 – 65 кг/ч.
Группой специалистов ПО им. Якушева Новосибирского УХП в целях рационального использования черствого хлеба разработан новый вид изделий: хрустящие палочки Любительские и Соленые.
Хрустящие палочки представляют собой продукт, получаемый путем специальной обработки панировочных сухарей в экструдере для выпрессовывания кукурузных палочек.
Сухарные брикеты
Сухарные брикеты – пошли вид сухарных изделий, обладающих хорошими качествами и лишенных недостатков обычных сухарей. Этот продукт имеет увеличенную объемную массу по сравнению с сухарями, что улучшает транспортабельность и высвобождает площади складских помещений.
ВНИИХПом разработана технология приготовления сухарных брикетов.
Сухарные брикеты изготовляются из армейских сухарей (ГОСТ 686 – 55) из ржаной и пшеничной муки I сорта пли специально выработанного формового хлеба повышенной биологической ценности. Этот хлеб готовится по следующей рецептуре, %:
| Мука пшеничная II сорта | 63,0 |
| Мука соевая дезодорированная необезжиренная | 13,5 |
| Молоко сухое обезжиренное | 13,5 |
| Фосфатидные пищевые концентраты | 2,3 |
| Комбижир | 4,5 |
| Дрожжи прессованные | 1,8 |
| Соль попаренная | 1,2 |
Из выпеченного хлеба после 24 ч хранения нарезанные на хлеборезке типа ХРП ломти толщиной не более 20 мм высушиваются в сушилке КС-2М при температуре 110°С и относительной влажности воздуха 80 – 85%, сухари – до влажности 9 – 10 %.
После охлаждения сухари измельчаются в дробилке барабанного типа.
Для придания сухарной крошке пластических свойств, необходимых для последующего брикетирования, к ней добавляют 8% мальтозной патоки (МРТУ 18-197–67), разбавленной теплой водой при 50 – 60°С (соотношение патоки и воды 4:1). Полученная смесь перемешивается с сухарной крошкой в тестомесильной машине марки М2М-50 в течение 4 – 5 мин. Затем эта масса прессуется на прессе Оренбургского машзавода «Металлист» при давлении 11,8 МПа. Размер матрицы 80х50 мм по основанию. Толщина брикетов 16,4 мм.
Намокаемость брикетов менее 1 мин, влажность 11,8%, кислотность 8,4 град, твердость 0,70 МПа/м2. Удельный объем пшеничных брикетов в 5 раз, а ржаных в 3 раза меньше объема сухарей.
Производство простых сухарей за рубежом
Простые сухари, гренки и панировочные сухари вырабатываются за рубежом в ограниченном ассортименте преимущественно из пшеничных сортов муки или смеси ржаной и пшеничной. Для их изготовления кроме муки используют прессованные дрожжи и соль. В табл. 28 приведены рецептуры простых сухарных изделииЧССР, где наибольшим спросом потребителей пользуются кубики для кнедликов и сухари-гренки.
Кубики для кнедликов вырабатываются из формового хлеба, который затем режется на отдельные ломтики, сушится и фасуется в пакеты.
Таблица 28
Рецептуры приготовления простых сухарных изделий и ЧССР
| Сырье | Сухари | |
| кубики | гренки | |
| Мука пшеничная, кг | 100,0 | 100,0 |
| Дрожжи прессованные, кг | 1,0 | 1,5 |
| Солодовый экстракт, кг | - | 1,0 |
| Соль поваренная, кг | 1,5 | 1,5 |
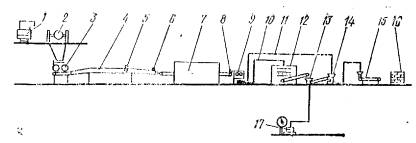
Рис. 63. Аппаратурно-технологическая схема производства сухарей-гренок в ЧССР:
1 – тестомесильная машина; 2 – дежеопрокидователь; 3 – валковая машина; 4 – расстойный транспортер;
5 – промежуточные валки; 6 – валик для накалывания заготовок; 7 – печь; 8 – рифленые валки;
9 – резальная машина; 10 – пневмоподача гренков; 11 – пневмолиния для крошки; 12 – сушилка;
13 – сортировочная машина; 14 – валковая мельница; 15 – бункер;
16 – машина для фасовки панировочной муки; 17 – упаковочная машина для гренок
Для производства сухарей-гренок в ЧССР применяют аппаратурно-технологическую схему, приведенную на рис. 6З.
Тесто для сухарей-гренок готовится опарным способом. Замес опары и теста производится в тестомесильной машине с подкатными дежами. Тесто через 1,5 ч брожения подвергается первой и после 2,5 ч второй обминке, после чего поступает па разделку.
Процесс формования теста производится следующим образом. Готовое тесто по тестоспуску поступает в вальцовку, раскатывающую его в непрерывную ленту шириной 80 – 90 см и толщиной З – 4 см. Через 23 – 25 мин. тестовая лента подвергается вторичной раскатке валками до ширины 1,2 см и толщины 1 см, а перед посадкой па сетчатый под печи валком с шипами накалывается для предупреждения во время выпечки отслаивания верхней корки.
Выпечка производится в туннельной печи БН с площадью пода 40 м2. Продолжительность выпечки 23 – 24 мни при температуре 230 – 240°С.
Выпеченная ле
Date: 2015-05-09; view: 9038; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |