Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Примеры неконтролепригодных конструкций
| Наименование и характеристика узла | Место возможного появления трещин | Оценка контролепригодности | Рекомендации по обеспечению надежности |
| Крепление узла навески пилона двигателя (рис. 4.1). Конструкция состоит из нескольких элементов, один из которых изготовлен из стали. Элементы соединены болтами. Гайки болтов покрыты герметиком. | Внутренние элементы конструкции у отверстий под болты крепления узла | Узел неконтролепригоден. Отсутствие доступа к контролируемым местам исключает применение оптического, электромагнитного и капиллярного методов контроля. Наличие в пакете стального элемента исключает применение рентгеновского метода | Конструкция должна быть рассчитана таким образом, чтобы полностью исключить возможность опасного для изделия разрушения при действующих нагрузках в пределах установленного срока службы и ресурса |
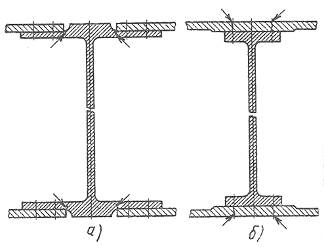
| Узел крепления двигателя к лонжерону (рис. 4.2). Конструкция состоит из нескольких элементов, скрепленных болтами, и покрыта с одной стороны герметиком. Один из элементов стальной | То же | То же | То же |
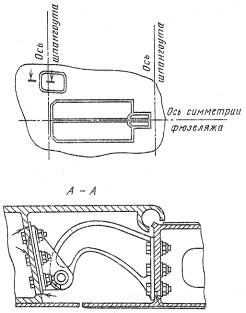
| Узел стыка центроплана с фюзеляжем (рис. 4.3.) Конструкция состоит из нескольких элементов, скрепленных болтами | Радиусные переходы наружных элементов | Узел неконтролепригоден из-за близкого расположения гаек и головок болтов к зоне контроля. Демонтаж болтов связан с большой трудоемкостью работ | Болты установить на расстоянии от радиусных переходов, обеспечивающем возможность проведения контроля (более 10 мм) |
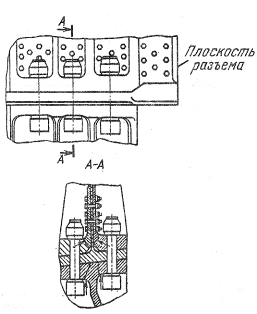
| Кронштейн навески крышки люка (рис. 4.4.) | Стойка у отверстий под болты крепления кронштейна | Узел неконтролепригоден. Для контроля оптическим, электромагнитным и капиллярным методами отсутствует доступ к контролируемым местам | Узел необходимо спроектировать таким образом, чтобы полностью исключить возможность опасного для изделия разрушения при действующих нагрузках в пределах установленного срока службы и ресурса. |
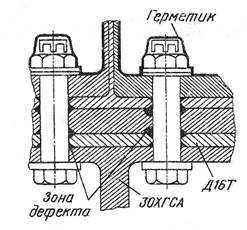
Рис. 4.1. Крепление узла навески пилона двигателя
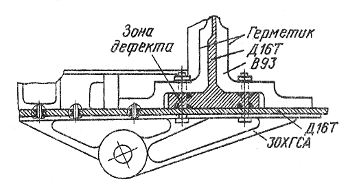
Рис. 4.2. Узел крепления двигателя к лонжерону
|
|
В табл. 4.3 и на рис. 4.5 – 4.8 приведены некоторые примеры конструктивных решений по обеспечению дефектоскопической контролепригодности.
Таблица 4.3
Примеры конструктивных решений по обеспечению дефектоскопической контролепригодности
| Наименование узла | Место возможного появления трещин | Оценка контролепригодности | Предлагаемое решение по обеспечению контролепригодности |
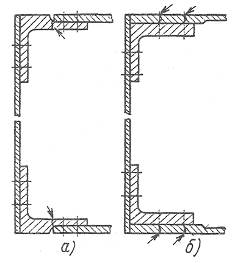
| Узел крепления панели крыла к переднему (заднему) лонжерону (рис. 4.5) | Пояс лонжерона и обшивка под болты крепления к лонжерону | Узел (рис. 4.5, а) неконтролепригоден. Из-за отсутствия доступа к месту контроля невозможно применение оптического, электромагнитного или капиллярного методов, а из-за совпадения плоскостей трещины и обреза обшивки – рентгеновского метода. | Изменение конструкции (рис. 4.5, б) дает возможность применить оптический, электромагнитный и капиллярный методы. |
| Узел крепления панели крыла к среднему лонжерону (рис. 4.6) | То же | То же | То же |
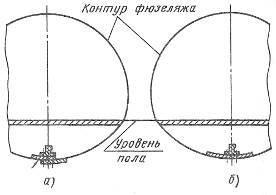
| Узел стыка обшивок фюзеляжа (рис. 4.7) | Обшивка фюзеляжа в месте перепада жесткостей | Узел (рис. 4.7, а) неконтролепригоден. Из-за отсутствия доступа трещины невозможно выявит оптическим, электромагнитным и капиллярным методами. Совпадение плоскостей развития трещин, обреза обшивки и полки стрингера исключают применение рентгеновского метода контроля | Изменение типа соединения обшивок (встык вместо внахлестку) (рис. 4.7, б) дает возможность выявить трещины оптическим, электромагнитным или капиллярным методами. |
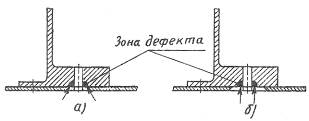
| Крепление панели крыла к лонжерону (рис. 4.8) | Пояс лонжерона у отверстий под болты крепления панели | Контролируемые места (рис. 4.8, а) закрыты обшивкой. Выявление трещин малой протяжности (до 5 – 8 мм) рентгеновским методом невозможно. Отсутствие доступа не позволяет применить оптический, электромагнитный и капиллярный методы | При определенной наработке узла выполнить в обшивке выборки диаметром, большим диаметра отверстия (см. рис. 4.8, б), что позволяет применить электромагнитный и капиллярный методы. После контроля на место выборки установить специальную шайбу. |
|
|
Основная задача неразрушающего контроля качества выпускаемой продукции состоит в том, чтобы, рационально используя эффективные методы и средства контроля, своевременно выявить технологические дефекты изделий, возникающие в процессе производства и при эксплуатации, определить причины, их порождающие, и разработать мероприятия, обеспечивающие бездефектный выпуск и безаварийную эксплуатацию авиационной техники.
Особое внимание должно быть обращено на обеспечение надежности и снижение трудоемкости контроля, что в немалой степени зависит от дефектоскопической технологичности и контролепригодности конструкций, то есть вопросов, которые должны быть рассмотрены и учтены при разработке новых изделий уже на ранних стадиях проектирования.
| |||
|
Методы неразрушающего контроля качества применимы для различных целей, например для входного контроля качества материалов и полуфабрикатов, для операционного контроля технологических процессов литья, сварки, пайки, склейки, клепки, сборки, для анализа технического состояния узлов и элементов конструкций в процессе эксплуатации изделий и т. д.
Общие требования по дефектоскопической технологичности и контролепригодности, предъявляемые к неразъемным, литым деталям и собранным узлам конструкций летательных аппаратов, состоят в следующем:
1. Конструкция нетехнологична и неконтролепригодна, если для ее контроля не может быть применен ни один из существующих методов неразрушающего контроля. Для увеличения надежности выявления возможных дефектов при проектировании изделий предпочтение следует отдавать конструкторским решениям, позволяющим применять наибольшее число методов контроля.
2. Контролепригодность может оцениваться с момента выбора материала для конструкции. Предпочтение следует отдавать материалам, дающим возможность применять наибольшее число методов контроля. Например, при замене стали ВНС-2 на ВНС-2М оказалось, что в связи с изменением магнитных свойств введение этой стали исключает возможность использования магнитных методов контроля, что в целом усложняет неразрушающий контроль деталей, увеличивает его трудоемкость и снижает надежность, особенно в условиях эксплуатации изделий.
3. Толщины и размеры материала конструкций, а также форма деталей должны обеспечивать возможность проведения неразрушающего контроля одним или несколькими методами по оптимальным, сточки зрения выявляемости дефектов, схемам и методикам. При этом каждым методом контроля предъявляются специфические требования по обеспечению доступа к контролируемому участку со средствами неразрушающего контроля, а также по размещению и перемещению этих средств в соответствии с оптимальными схемами. Эти требования рассматриваются ниже в соответствующих главах.
4. На контролепригодность конструкции влияют также характер и режимы технологического процесса ее изготовления. Например, скорость сварки влияет на образование крупнозернистой структуры металла сварного шва, вызывающей повышенное затухание УЗК, снижающей чувствительность ультразвукового метода, что вынуждает применять его в сочетании с другими методами неразрушающего контроля. Следовательно, выбор рациональной технологии изготовления деталей должен проводиться с учетом обеспечения наименьшей трудоемкости и стоимости контроля при достаточной надежности выявления возможных технологических дефектов.
5. При проектировании изделий необходимо вводить научно обоснованные нормы допустимых дефектов конструкций, учитывающие влияние дефектов на механические (эксплуатационные) свойства контролируемых объектов. Эта оценка должна включать в себя характеристику влияния дефектов на механическую прочность деталей в связи с различной чувствительностью неразъемного соединения и литой детали к дефектам различного характера и размеров, их расположением и ориентацией в поле напряженного состояния, условиями работы конструкции (режим, степень и длительность нагружения, влияние среды, характер и концентрация напряжений и т. д.). Четкое и обоснованное определение допустимых дефектов позволяет выбрать наиболее эффективный и экономически целесообразный метод неразрушающего контроля.
6. Конструкция изделий должна обеспечивать высокую производительность контроля, в частности возможность механизации и автоматизации операций установки контролируемых объектов и средств неразрушающего контроля в требуемое положение, а также взаимное перемещение их в процессе контроля в требуемое положение, а также взаимное перемещение их в процессе контроля с помощью специальных манипуляторов. При этом необходимо, чтобы разрабатываемая деталь или узел могли контролироваться на уже имеющемся разработанном оборудовании, сведения о котором содержаться в разделах по отдельным методам неразрушающего контроля. Благодаря этому может быть достигнута максимальная технологическая преемственность нового изделия.
Анализ химического состава материалов, полуфабрикатов и заготовок
Металлопродукция на металлургических предприятиях проходит сдаточный, а на машиностроительных – приемочный контроль. Между поставщиками и потребителями металла действуют определенные обязательства, техническими условиями которых оговариваются вопросы качества и методы его определения. Применение надежных и объективных методов оценки качества металлопродукции позволяет, с одной стороны, поставщику совершенствовать технологический процесс производства металла, а с другой – потребителю изучать влияние качественных показателей металла на эксплуатационные свойства изделий, а также прогнозировать повышение долговечности работы машин и агрегатов за счет улучшения качества металла. Одним из наиболее важных факторов оценки качества материалов является соответствие их химического состава требованиям стандартов.
В производственной практике применяются следующие методы контроля химического состава [3]:
– спектральный;
– по удельной электропроводности приборами типа ВЭ–22Н;
– по термоэлетродвижущей силе (т.э.д.с.) приборами типа ПМК–2;
– вихретоковый контроль приборами ВС–10П и ЭМИД–8;
– по намагничиваемости;
– по коэрцитивной силе.
В таблицах 4.4 – 4.6 приведены карты применяемости различных методов контроля для разных материалов.
Таблица 4.4
Карта применяемости методов контроля марки коррозионно-стойких сталей
| Марка стали | Методы контроля | |
| входного | технологического | |
| ЭИ654 | 2 и 3 | |
| ЭП 33 | 2 и 4 | 2 и /4 или 3/ |
| ЭИ100 | 6, 2 и 4 | 2 и 4 |
| 12Х18Н10Т | 2 и 3 | 2 и 3 |
| 65С2ВА | 1 и 5 | 2 и 5 |
| 40Х13 | 1 и 2 | 2 и 5 |
| 95Х18 | 2 и 5 | |
| 20Х13 | 1 и /5 или 2/ | 2 и 5 |
| Х21Н5Т | 2 и 5 | |
| ЭИ961 | 1 или 2 | |
| ЭП637/ВКС/ | 1 и 5 | 2 и 5 |
| 14Х17Н2 | 1 и 5 | 2 и 5 |
| 07Х16Н6 | 2 и 2 | 2 и 5 |
| Х15Н5Д2Т- | 1,5 или 2 | |
| ЭП 310 | 1,5 или 2 | |
| Примечание: 1- вихретоковый контроль; 2- контроль по т.э.д.с.; 3- контроль по намагничиваемости; 4- контроль по удельной электропроводности; 5- контроль по коэрцитивной силе; 6- спектральный контроль. |
Таблица 4.5.
Карта применяемости методов контроля марки углеродистых сталей
| Марка сплава | Входной контроль | Цеховой контроль |
| 40х | 1, 2 | 2, 3 |
| ШХ15 | 2, 3 | 2, 3 |
| ст. 45 | 2, 3 | |
| ст. 25 | 2, 3 | |
| 38ХА | 1, 2, 3 | 2, 3 |
| 40ХНМА | ||
| 18ХНВА | 2, 3 | 2, 3 |
| 12ХНЗА | 2, 3 | 2, 3 |
| 30ХГСА | 1, 2 | |
| 30ХГСН2А | 1, 2 | |
| Примечание: 1 – спектральный контроль; 2 –контроль по т. э. д. с.; 3 – контроль по коэрцитивной силе; 4 – вихретоковый контроль |
Таблица 4.6
Карта применяемости методов контроля марки цветных и титановых сплавов
| Алюминиевые сплавы | Медные сплавы | Титановые сплавы | |||
| марка сплава | метод контроля | марка сплава | метод контроля | марка сплава | метод контроля |
| БрАЖМц 10-3, - 1,5 | 1, 2 и 3 | ОТ4 - 0 | 2 или 3 | ||
| АМГ6 | БрАЖ 9-4 | 1, 2 или 3 | ОТ4 - 1 | 2 или 3 | |
| АМГ5 | БрАЖН 10 – 4 – 4 - 4 | 1, 2 и 3 | ОТ4 | 2 или 3 | |
| АМГ3 | 1 и 2 | БрОФТ | ВТ1-0 | 2 или 3 | |
| АМГ2 | 1 и 2 | БрКМц | 2 или 3 | ВТ16 | 2 и 3 |
| АМц | 1 и 2 | БрОФ 6,5 – 0,15 | 2 или 3 | ВТ14 | 2 и 3 |
| АК8 | БрОЦ 4 - 3 | 2 или 3 | ВТ9 | 1, 2 и 3 | |
| АК6 | БрОЦС 5 –5 - 5 | 2 или 3 | ВТ20 | 1,2 и 3 | |
| АК4 - 1 | 1, 2 т | БрБ2М | ВТ3 - 1 | 1, 2 и 3 | |
| В95Т | 1, 2 т | БрБ2Т | ВТ6С | 1 и 2 | |
| Д16Т | 1, 2 т | МК | |||
| Д19Т | 1, 2 т | М1, М2, М3 | |||
| Д1Т | 1, 2 т | ЛС59 – 1 | 2 или 3 | ||
| Примечание: 1 – спектральный контроль; 2 – контроль по электропроводности; 3 – контроль по т. э. д. с.; 2 т – контроль по электропроводности после термообработки |
Ведущее место среди других методов анализа химического состава сталей и сплавов занимают спектральные методы анализа (атомный или эмиссионный спектральный, рентгеноспектральный, атомно-абсорбционный и масс-спектральный) [4–8]. Это обусловлено их достаточной точностью, экспрессностью и чувствительностью.
Эмиссионным спектральным анализом называют метод определения состава вещества по спектру излучения его атомов, возникающего под влиянием источника возбуждения (дуги, искры и др.) [4]. Возбуждение атома происходит при переходе одного или нескольких внешних электронов на более отдаленную от ядра оболочку.
Излучение какой-либо одной длины волны, соответствующее определенному энергетическому переходу в возбужденном атоме, называют спектральной линией. Переходы атомов с разных верхних энергетических уровней на один и тот же нижний приводят к появлению серии спектральных линий.
Каждая спектральная линия имеет определенный потенциал возбуждения, равный энергии ее верхнего уровня. Поскольку атомы каждого элемента имеют специфическую систему энергетических уровней, то они способны излучать характеристические для данного элемента спектральные линии.
На рис. 4.9 представлена принципиальная схема эмиссионного спектрального анализа. Свет от источника возбуждения спектра (дуги, искры и др.) попадает на входную щель спектрального прибора, которая установлена в фокусе объектива коллиматора. Входная щель выполняется раздвижной пли постоянной ширины. Каждая точка освещенного участка входной щели посылает расходящийся пучок излучения на коллиматорный объектив. Щель расположена в плоскости, перпендикулярной оси объектива на расстоянии его главного фокуса, поэтому расходящийся пучок излучения от каждой точки щели, пройдя через объектив, становится параллельным. Параллельный пучок излучения падает на диспергирующую призму, которая отклоняет излучение различных длин волн под, разными углами. Образуется своеобразный веер световых пучков, оси которых располагаются в одной плоскости с осью исходного пучка. На пути пучков света стоит объектив камеры, собирающий их на фокальной поверхности прибора. На этой поверхности получаются параллельные друг другу изображения освещенного участка входной щели в виде узких прямоугольников, параллельных самой щели и соответствующих разным длинам волн l1<l2<l3, так как призма отклоняет короткие волны больше, чем длинные. При достаточно узкой входной щели характеристическое излучение атомов представлено системой отдельных, не перекрывающих друг друга полосок. Совокупность их и составляет спектр.
В зависимости от способа регистрации спектра различают визуальные, фотографические и фотоэлектрические методы эмиссионного спектрального анализа (рис. 4.9).
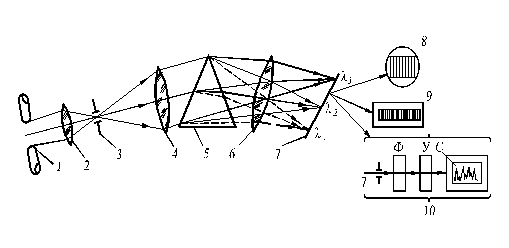
Рис. 4.9. Принципиальная схема эмиссионного спектрального анализа: Ф – фотоэлектронный умножитель; У – усилитель; С – самописец; 1 – электроды источника возбуждения излучения; 2 – линза; 3 – входная щель спектрального прибора; 4 – объектив коллиматора; 5 – диспергирующая призма; 6 – объектив камеры; 7 – фокальная поверхность прибора; 8 – визуальное наблюдение видимой области спектра при помощи окуляра; 9 – фотографический метод регистрации спектра; 10 – фотоэлектрический метод регистрации спектра
Визуальные методы делятся на стилоскопические и стилометрические
Стилоскопический анализ основан на визуальном сравнении интенсивностей спектральных линий анализируемого элемента (примеси) и близлежащих линий спектра основного элемента пробы. В авиационной промышленности наиболее широкое применение нашли стилоскопы «Спектр», СЛ11А, СЛП–1, СЛП–2.
Стилометрический анализ отличается тем, что более яркую линию аналитической пары ослабляют при помощи специального устройства (фотометра) до установления равенства интенсивностей обеих линий. Для стилометрического анализа применяют приборы СТ1 – СТ7.
Для реализации фотографических методов используются специальные приборы – спектрографы различных моделей: ИСП–30, КС–55, КСА–1. При этом интенсивность спектральных линий измеряют по степени почернения их изображения на фотопленке.
При фотометрическом методе световой поток аналитической спектральной линии определяемого элемента отделяют от всего остального спектра, преобразуют в электрический сигнал и измеряют его интенсивность по величине тока или напряжения. На практике используют приборы: фотоэлектрические стилометры (типа ФЭС–1), квантометры ДФС–36, ДФС–31, ДФС–41.
Рентгеноспектральный анализ. Существует три метода рентгеноспектрального анализа [4]: 1) по первичным спектрам испускания; 2) по вторичным спектрам испускания (флуоресцентный анализ); 3) по спектрам поглощения (используют относительно редко). Первичные спектры возбуждаются бомбардировкой образца потоком быстрых электронов, а вторичные – потоком рентгеновских квантов. Источником возбуждения рентгеновского излучения является рентгеновская трубка, которая испускает рентгеновские кванты, ионизирующие атомы определяемых элементов. При этом из атома удаляется один из внутренних электронов. На освободившееся место переходит один из электронов с более высоких уровней. При переходе электронов на первую оболочку появляются линии К-серии, на вторую L-серии и т. д. Длина волны (l) для линии, соответствующей одному и тому же переходу, уменьшается с увеличением порядкового номера элемента в Периодической системе элементов Д. И. Менделеева
Процесс рентгеноспектрального анализа можно разделить на следующие основные стадии: 1) возбуждение первичного или вторичного рентгеновского излучения анализируемой пробы; 2) разложение излучения в спектр; 3) регистрация спектральных линий; 4) определение содержания элементов по интенсивностям спектральных линий. Для регистрации рентгеновского излучения применяют фотографический метод. В настоящее время в спектральных лабораториях широко применяют отечественные рентгеновские квантометры КРФ-12, КРФ-18, РК-5975, КЭП-191, а также зарубежные VRA-2 (Германия), ARL-72000 (США) и др.
Macс-спектрометрический метод анализа [4] основан на способности потока ионов различных элементов в газообразном состоянии разделяться под действием электростатического и магнитного полей. В электрическом поперечном поле радиус кривизны траектории заряженной частицы прямо пропорционален ее энергии и обратно пропорционален напряженности поля. Следовательно, электрическое поле действует как анализатор по энергиям, но оно не способно разделять ионы по массам. В магнитном поле радиус кривизны траектории заряженной частицы прямо пропорционален моменту количества движения и обратно пропорционален напряженности поля. Комбинируя электрическое и магнитное поле, можно анализировать пучок ионов путем их разделения в соответствии с отношением массы к заряду (т/е). На этом принципе основано устройство приборов, называемых масс-спектрометрами.
Для анализа твердых образцов чаще всего в качестве источника получения положительных ионов используют искровой вакуумный разряд, в котором одним из электродов, служит анализируемый образец. Полученный поток положительных ионов анализируемой пробы ускоряется в электрическом поле. Быстро летящие ионы попадают в магнитное поле. В зависимости от массы иона m, его заряда е и соотношения ускоряющего напряжения и напряженности магнитного поля ионы начинают двигаться по траекториям различного радиуса, r.
Проходя через калиброванную щель коллектора, попадают на фотопластинку или электрический детектор. Спектр на фотопластинке представляет собой серию полос, каждая из которых соответствует ионному пучку с определенным отношением массы иона к его заряду (т/е). Серии линий располагаются в направлении уменьшения отношения т/е, причем интенсивность каждой линии уменьшается примерно в 10 раз. При качественном анализе пробы линии в спектре идентифицируют по отношению т/е. При количественном анализе измеряют степень почернения линий, образованных ионами на фотопластинке, при помощи микрофотометра. С использованием градуировочных графиков определяют концентрации определяемых элементов.
Macс-спектрометрический метод анализа используют чаще в исследовательских целях для определения низкого содержания примесей.
Атомно-абсорбционный анализ [4] основан на способности свободных атомов определяемого элемента селективно поглощать характеристическое резонансное излучение определенной для каждого элемента длины волны. Анализируемую пробу переводят в раствор обычным способом. Для наблюдения поглощения анализируемый раствор вдувают в виде аэрозоля в пламя горелки, в котором происходит термическая диссоциация молекул: МеХ «Ме + Х. Большинство образующихся при этом атомов находится в нормальном невозбужденном состоянии. Они способны поглощать собственное излучение, проходящее через пламя горелки от внешнего источника излучения, например, лампы с полым катодом, изготовленным из металла определяемого элемента. В результате этого оптический электрон атома переходит на более высокий энергетический уровень, а пропускаемое через пламя излучение ослабляется. При анализе измеряют поглощение светового потока, прошедшего через пламя без пробы и после распыления в него анализируемого раствора.
В настоящее время в заводских лабораториях широкое применение получили атомно-абсорбционные спектрофотометры, среди которых известные зарубежные приборы ААС-1 (Германия), «Сатурн», «Перкин-Эльмер» (США) и др.
Дальнейшее развитие методов спектрального анализа идет в трех направлениях:
1. Повышение информативности за счет самого источника излучения.
2. Совершенствование обработки информации непосредственно в самой измерительной системе.
3. Совершенствование методов обработки результатов измерения на конечной стадии анализа.
Первое направление развивается в основном за счет разработок новых методов стабилизации параметров плазмы по объему, выделения в ней отдельных областей, каждая из которых несет вполне определенную информацию об объекте исследования.
Совершенствование измерительных трактов связано с усложнением информативного сигнала, поступающего на вход системы. Это достигается, например, путем кодирования составляющих излучение последующей обработки сигнала и выделения его на выходе в удобной для нас форме.
Развитие третьего направления связано с разработкой более совершенных методов и средств обработки результатов измерения и оценки достоверности полученных результатов.
Несмотря на кажущееся различие этих направлений, все они связаны между собой и дополняют друг друга. Развитие одного из них способствует качественному обновлению всего измерительно-вычислительного комплекса и приводит к изменению структуры анализа в целом.
Применение ЭВМ дало новый импульс для совершенствования техники и процесса спектроскопии [5, 6, 7]. В работе [7] предложен комплекс, обеспечивающий автоматизацию всего измерительного процесса с момента помещения фотопластинки на столик микрофотометра и до получения окончательного результата - процентного содержания элементов в исследуемом образце с указанием погрешности и достоверности проведенных измерений в соответствии с требованиями ГОСТа.
| <== предыдущая | | | следующая ==> |
| | |
Date: 2015-11-14; view: 963; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |