Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Описание изобретения
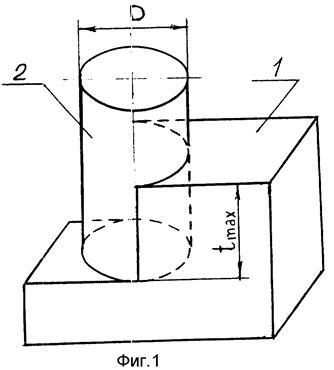
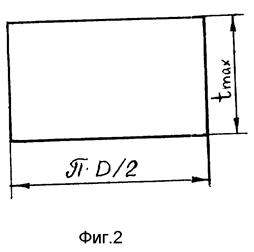
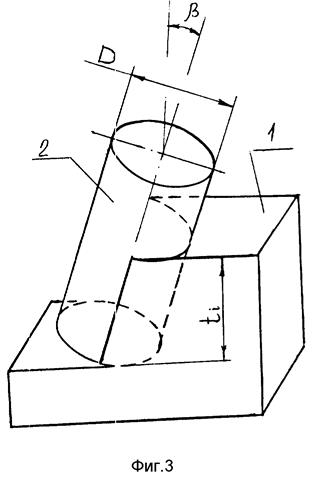

Рисунок 9 – Графическое содержание патента
Изобретение относится к обработке металлов резанием и может быть использовано при обработке поверхностей деталей на станках с ЧПУ.
Известен способ фрезерования заготовок с переменным припуском, в котором ось концевой фрезой устанавливают перпендикулярно обрабатываемой поверхности заготовки [1].
Недостатком известного способа является его низкая производительность, так как на участках увеличения припуска подачу уменьшают для компенсации возрастающих сил резания.
Наиболее близким по технической сущности к предлагаемому изобретению (прототипом) является способ фрезерования заготовок с переменным припуском концевой фрезой, включающий ее перемещение относительно заготовки с постоянной на всех участках подачей по траектории, эквидистантной обрабатываемой поверхности. При этом для обеспечения требуемой производительности обработку ведут концевой фрезой, которую предварительно изготавливают с параметрами, выбранными исходя из соотношения между величинами максимального и минимального припусков [2]. Недостатком описанного способа является его невысокая точность, обусловленная тем, что площадь контакта фрезы и заготовки будет изменяться при изменении величины припуска. При этом станет переменной величина силы резания, которая определяет значения взаимных упругих отжатий фрезы и заготовки. Кроме того, описанный способ имеет ограниченную область применения, так как при обработке заготовок с другими соотношениями между величинами максимального и минимального припусков необходимо рассчитывать и изготовлять фрезу с другими параметрами.
При обработке остальных участков поверхности предварительно определяют для каждого участка угол наклона оси концевой фрезы таким образом, чтобы площадь контакта рабочей поверхности концевой фрезы и заготовки на данном участке была равна площади контакта рабочей поверхности концевой фрезы и заготовки на участке с максимальным припуском по выражению
0,5  (P+
(P+  D/2) ti= D tmax/2, (1)
D/2) ti= D tmax/2, (1)
где D - диаметр фрезы, мм; tmax - максимальная величина припуска, мм;
ti - текущая величина припуска, мм;  - угол наклона фрезы, град.
- угол наклона фрезы, град.

Техническим результатом применения заявляемого способа является повышение точности обработки заготовок с переменным припуском путем стабилизации величины силы резания за счет обеспечения постоянства площади контакта фрезы и заготовки. Кроме того, способ позволяет использовать стандартную концевую фрезу, что делает его универсальным и расширяет его область применения.
Заявляемый способ может быть реализован при обработке заготовок с переменным припуском на станках с ЧПУ.
На фиг. 1 показана схема обработки концевой фрезой участка заготовки с максимальным по величине припуском tmax; на фиг. 2 - развертка поверхности контакта фрезы и заготовки с максимальным по величине припуском; на фиг. 3 - схема обработки концевой фрезой участка заготовки с припуском величиной ti; на фиг. 4 - развертка поверхности контакта фрезы и заготовки после наклона фрезы на угол .
Перед началом обработки на заготовке 1 (фиг. 1) определяют участок с максимальным по величине припуском tmax и для этого участка рассчитывают значение площади Smax контакта фрезы 2 (диаметра D) и заготовки 1
Smax= D tmax/2.
При обработке участка заготовки 1 с максимальным по величине припуском tmax ось концевой фрезы 2 устанавливают перпендикулярно направлению подачи и перемещают фрезу по траектории, эквидистантной обрабатываемой поверхности.
При обработке остальных участков поверхности заготовки 1 (фиг. 3) предварительно определяют для каждого участка угол наклона оси концевой фрезы 2 (фиг. 3). Угол определяют таким образом, чтобы площадь контакта 5 рабочей поверхности фрезы 2 и заготовки 1 на данном участке была равна площади контакта Smax рабочей поверхности концевой фрезы 2 и заготовки 1 на участке с максимальным припуском.
Si = Smax,
где Si - площадь контактной фрезы и заготовки на данном участке.
Величину Si определяют как площадь развертки контакта, имеющей вид трапеции
Si= (P+ D/2) t/2,,
где P - длина верхнего основания трапеции, представляющая собой половину длины эллипса
 .
.
После определения угла наклона оси концевой фрезы для каждого участка, производят обработку заготовки 1 (фиг. 3) концевой фрезой 2 (фиг. 3), которую наклоняют на соответствующий угол и перемещают с равномерной подачей по траектории, эквидистантной обрабатываемой поверхности детали.
ПРИМЕР КОНКРЕТНОГО ИСПОЛНЕНИЯ. Производят обработку детали с переменным припуском концевой фрезой. Диаметр фрезы D = 20 мм. Величина припуска t на участках детали следующая
Участок - Припуск, мм
1 – 20; 2 – 17; 3 – 15; 4 - 13
Максимальный припуск имеет первый участок. Значение площади контакта Smax фрезы и заготовки для этого участка составит
Smax = D tmax/2 = 3,14 20 20/2 = 614 мм2.
При обработке первого участка ось фрезы устанавливают перпендикулярно направлению подачи.
Для обработки остальных участков рассчитывают величину угла наклона оси фрезы по выражению (1), используя численный метод. Результаты расчета угла наклона оси фрезы следующие
Участок - Угол o
1 – 0; 2 - 75,27; 3 - 79,58; 4 - 81,67
После расчета производят обработку заготовки концевой фрезой, ось которой наклоняют на каждом участке на соответствующий угол .
Преимуществом предлагаемого способа по сравнению с прототипом является его более высокая точность и универсальность.
Date: 2015-10-21; view: 332; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |