Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Контактная стыковая сварка. Дост. и недостатки
Стыковая сварка – разновидность контактной сварки, при которой детали соединяются по поверхности стыкуемых торцов в результате подвода тока и применения усилия сжатия.
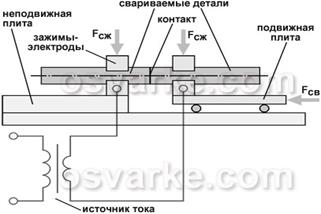
Сущность процесса Свариваемые детали закрепляются в зажимах-электродах и сжимаются осевым усилием Fсв (P). Левая плита обычно неподвижна. При включении сварочного трансформатора через заготовки протекает электрический ток большой силы и низкого напряжения, нагревающий их. Наибольшее количество теплоты выделяется на стыке деталей.
В зависимости от степени нагрева торцов заготовок различают технологии стыковой сварки сопротивлением и оплавлением. При сварке сопротивлением детали вначале сжимают осевым усилием для образования плотного соприкосновения свариваемых торцов. Затем подается электрический ток, при прохождении которого стыкуемые поверхности нагреваются до пластического состояния. Далее выполняется осадка (сжатие нарастающим усилием) заготовок с образованием соединения в твердой фазе. При этом ток отключают до окончания осадки.
Сварка сопротивлением используется для соединения деталей круглого или прямоугольного сечения площадью, как правило, до 200 мм2 в зависимости от металлов. Для обеспечения равномерного нагрева торцов они должны быть точно подогнаны и предварительно очищены механическим или химическим способом. Сварка оплавлением может осуществляться с непрерывным или прерывистым оплавлением.
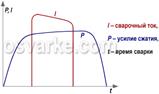
При стыковой сварке непрерывным оплавлением детали постепенно сближают при включенном источнике тока. Касание торцов происходит по отдельным выступам. Поскольку площадь образующихся контактов-перемычек очень мала, то из-за высокой плотности протекающего через них тока они быстро нагреваются и расплавляются. Часть металла взрывается и в виде искр вылетает из стыка. В выбрасываемом расплаве присутствуют и загрязнения с поверхностей заготовок. Дальнейшее сближение деталей приводит к образованию и оплавлению новых контактов-перемычек. В результате этого непрерывного процесса на торцах образуется слой жидкого металла. После того, как торцы оплавятся по всей поверхности, производится осадка. Торцы быстро сближаются с большим усилием. При этом жидкий металл с оксидными пленками выдавливается из стыка наружу и при затвердевании образует грат, который обычно удаляют в горячем виде.
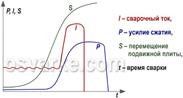
Рисунок. Циклограмма стыковой сварки непрерывным оплавлением
Для соединения заготовок с большой площадью сечения с целью уменьшения мощности оборудования применяют стыковую сварку прерывистым оплавлением. Детали при включенном токе поочередно сжимают с небольшим усилием и вновь разводят. При сжатии стыкуемые поверхности разогреваются протекающим током. При размыкании между торцами образуется электрический разряд, оплавляющий их поверхности. После нескольких повторных действий поверхности заготовок покрываются слоем жидкого металла, и выполняется осадка. Жидкий металл выдавливается из стыка, а торцы соединяются с получением сварного соединения. Для уменьшения расхода металла предварительный подогрев производят при сближении деталей с пропусканием нескольких импульсов тока. После этого заготовки разводятся, и осуществляются оплавление и осадка. Сварка оплавлением позволяет соединять детали с сечением сложной формы площадью до 100 000 мм2. При этом в отличие от сварки сопротивлением не требуется тщательная предварительная подготовка торцов заготовок. Данным способом изготавливают различные длинномерные изделия (трубопроводы, рельсы, арматуру железобетона и др.), детали замкнутой формы (ободья колес автомобилей, звенья цепей и т. п.), а также сложные детали из простых заготовок.
Недостатком контактной стыковой сварки является возможность ее использования только в стационарных условиях из-за значительной массы сварочного оборудования и большого потребления электрической энергии.Недостаток ее заключается в том, что полученные швы не всегда герметичны.
Сварка оплавлением имеет преимущества перед сваркой сопротивлением: торцы заготовок перед сваркой не требуют тщательной подготовки, можно сваривать заготовки с сечением сложной формы и большой площадью, а также разнородные металлы. Стыковую сварку оплавлением применяют для соединения заготовок сечением до 100 000 мм2. Типичными изделиями являются элементы трубчатых конструкций, колеса, кольца, рельсы, железобетонная арматура, листы, трубы.
Применяется в основном при сварке проволоки, стержней и труб из низкоуглеродистой стали относительно малых сечений
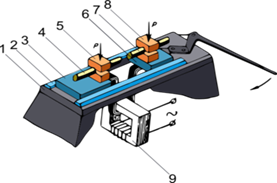

Схема машины для стыковой контактной сварки: 1 — станина машины; 2 — направляющие; 3 — неподвижная плита; 4, 7 — свариваемые заготовки; 5, 8 — зажимы-электроды; 6 — подвижная плита; 9 — сварочный трансформатор; Р — сжимающее усилие
Date: 2015-09-26; view: 3388; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |