Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Выбор оптимальных режимов сварки
При выборе оптимальных режимов сварки теплоустойчивых сталей необходимо учитывать следующие:
- данные стали имеют низкую теплопроводность,
- им свойственна высокая чувствительность к скоростям охлаждения с температур аустенизации,
- необходимость сохранять (по возможности) стабильность структуры и механических свойств, уровень которых достигается путем термической обработки до сварки.
Теплоустойчивые стали обладают большой склонностью к образованию хрупких закалочных структур в околошовной зоне. Образование закалочных структур в зоне термического влияния при неблагоприятных термических циклах повышает склонность металла к образованию холодных трещин и хрупкому разрушению.
Характер и скорость структурных превращений в околошовной зоне значительно зависят:
- от физико-химических свойств легирующих элементов,
- от погонной энергии при сварке,
- скорости охлаждения металла в процессе сварки (которая может быть тем выше, чем ниже начальная температура нагрева стали и меньше погонная энергия).
Можно выделить две основные причины образования холодных трещин в теплоустойчивых сталях перлитного класса:
1. Низкая теплопроводность стали и крупнозернистый аустенит в условиях быстрого охлаждения способствуют появлению трещин в зоне термического влияния вследствие мартенситного превращения при температурах 150 - 200 оС, когда металл обладает меньшей пластичностью и высокой прочностью.
2. Напряжения, возникающие в результате выделения молекулярного водорода локализующегося в малых объемах.
Холодные трещины могут образовываться как в процессе сварки при охлаждении, так и после сварки в процессе дальнейшей обработки или эксплуатации.
Большое практическое значение для выбора оптимального термического цикла сварки имеет характер распада аустенита при непрерывном охлаждении. Он значительно отличается от распада аустенита в изотермических условиях. Надежным способом оценки структурных превращений в зоне термического влияния является применение специальных диаграмм анизотермического распада аустенита, построенных по критическим точкам с помощью дилатометрических кривых непосредственно при сварке.
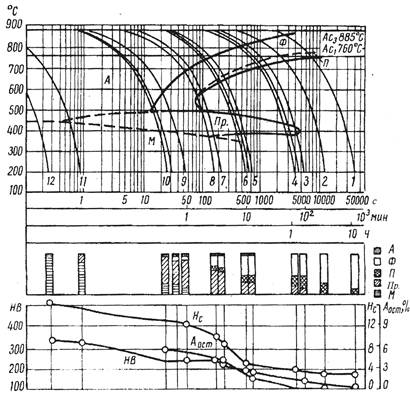
Рис. 2 Термокинетическая диаграмма распада астенита
стали 12Х1МФ со скоростями охлаждения:
1 – 1 оС/мин, 2 – 3 оС/мин, 3 – 7 оС/мин, 4 – 10 оС/мин,
5 – 55 оС/мин, 6 – 70 оС/мин, 7 – 185 оС/мин, 8 – 230 оС/мин,
9 – 800 оС/мин, 10 – 1660 оС/мин,
11, 12 - охлаждение в масле и в воде
Основной борьбой с образованием трещин является регулирование структурных изменений путем выбора рациональных термических режимов сварки, снижающих скорость охлаждения в зоне термического влияния. Структурные превращения можно регулировать с помощью предварительного и сопутствующего подогрева и термической обработкой конструкции после сварки, а так же путем применения присадочного материала и правильно выбранной системы легирования.
Однако, кроме охрупчивания околошовной зоны следует учесть и наличие разупрочнения в зоне термического влияния. Наличие зоны разупрочнения связано с исходным состоянием стали (после полной термической обработки - закалка (нормализация) и высокий отпуск).
Разупрочнение наблюдается на участке, где металл нагревается в интервале температур от Ас3 до температуры отпуска (рис. 3). При этом кратковременные прочностные свойства сварного соединения ухудшаются по сравнению с основным металлом на 5 - 10 %, а длительная прочность на 20 %. Мягкая прослойка в зоне термического влияния может являться причиной локальных разрушений жестких сварных соединений в процессе эксплуатации, особенно при изгибающих нагрузках.
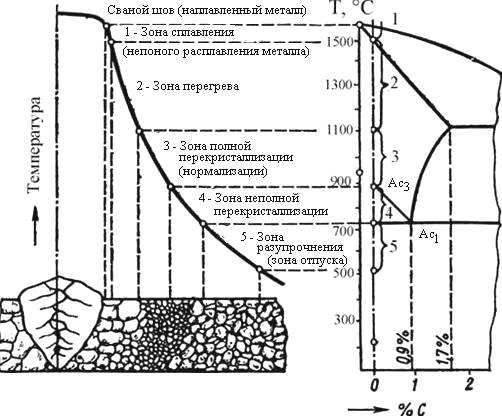
Рис. 3. Строение зоны термического влияния
Повышение погонной энергии при сварке вызывает большое разупрочнение свариваемой стали. Зону разупрочнения можно разделить на два участка:
1 - от температуры Ас3 до температуры Ас1 (4 – зона неполной перекристаллизации),
2 - от температуры Ас1 до температуры отпуска (5 – зона отпуска).
В зависимости от легированости стали в условиях сварки в этой зоне могут обнаруживаться самые разнообразные продукты распада аустенита, начиная от мартенсита и кончая зернистым перлитом. Также может наблюдаться коагуляция карбидной фазы, увеличение количества феррита, что приводит к разупрочнению этой зоны (рис. 4). Для устранения провала твердости в этой зоне необходима последующая термическая обработка.
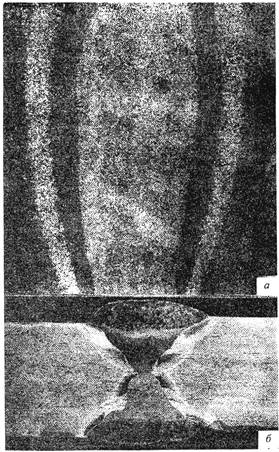
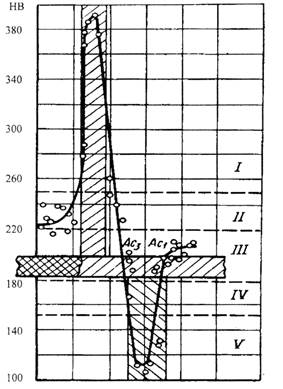
Рис. 4. Макроструктура сварного соединения из теплоустойчивой стали и диаграмма распределения твердости по зонам сварного соединения (зона охрупчивания и зона разупрочнения – участок белой полосы на макрошлифе):
I – недопустимая область HB > 250, II – допустимая область HB 220 – 250,
II – оптимальная область HB 180 – 220, IV – допустимая область HB 180 – 160,
V – недопустимая область HB < 160.
Так же следует учитывать изменения свойств в зоне сплавления с основным металлом. При температурах эксплуатации 450 - 600 оС возникают диффузионные процессы между основным металлом и металлом шва. В первую очередь это относиться к углероду, как наиболее диффузионно подвижному элементу. Миграция углерода из основного металла в шов и наоборот может наблюдаться даже при небольших различиях в легировании их карбидообразующими элементами. Образование в процессе эксплуатации обезуглероженной ферритной прослойки по одну сторону линии сплавления и карбидной гряды по другую приводят к снижению длительной прочности и пластичности сварного соединения и локальному разрушению. Поэтому сварочные материалы должны обеспечить химический состав металла шва близкий к составу основного металла. В отдельных случаях при необходимости отказа подогрева и термической обработки можно использовать сварочные материалы на никелевой основе, т.к. диффузионная подвижность элементов в сплавах на никелевой основе при температурах 450 - 500 оС значительно меньше, чем в низколегированных сталях перлитного класса.
Date: 2015-08-22; view: 826; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |