Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Управление качеством процесса производства смолы 188
На правах рукописи
Вячина Кира Владимировна
Управление качеством процесса производства смолы 188
на Фгуп «котовский завод пластмасс»
200415 – Всеобщее управление качеством
автореферат
диссертации на соискание степени
магистра техники и технологии
Тамбов 2004
Работа выполнена на кафедре «Автоматизированные системы и приборы» Тамбовского государственного технического университета
Научный руководитель:
кандидат технических наук,
доцент Дивин Александр Георгиевич
РЕЦЕНЦЕНТ
Начальник БСК Дудкина Наталия Евгеньевна
ведущая организация: ФГУП «Котовский завод Пластмасс»
Защита диссертации состоится «9» июня 2004 г. в часов на заседании государственной аттестационной комиссии Тамбовского государственного технического университета по адресу:
392020, Тамбов, ул. Коммунальная, д. 5, ауд. 367
С диссертацией можно ознакомиться в библиотеке университета.
Автореферат подготовлен «1» июня 2004 г.
Секретарь государственной
аттестационной комиссии Н.А. Конышева
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность проблемы. В условиях развивающихся рыночных отношений важнейшее значение для предприятия приобретает проблема повышения качества продукции. Только высокое качество позволит обеспечить конкурентоспособность продукции. Определяющим в настоящее время является осознание каждым из товаропроизводителей того, что высокое качество выпускаемой продукции обеспечивает возможность нормального развития предприятия.
Современной промышленностью выпускается большое количество разнообразной продукции, которая должна удовлетворять потребителя по качеству. Удовлетворение потребностей с помощью определенных свойств некой продукции с минимальными затратами материальных средств – вот высшая цель управления качеством, которое обеспечивает действенный и эффективный способ организации дела, организации производства для достижения высшей цели.
Контроль качества осуществляется путем сравнения запланированного показателя качества с действительным его значением, а если качество можно контролировать, то, следовательно, им можно управлять.
Контроль и управление качеством технологических жидких высокомолекулярных сред, таких как смола 188, применяемая в лакокрасочной промышленности – сложная проблема. Она включает решение многих вопросов, начиная от выбора точки отбора пробы контролируемой среды, способа доставки ее к чувствительному элементу анализатора, выбор условий измерения и кончая разработкой способов управления качеством получаемой продукции.
Достигнуть высокого уровня качества можно лишь при условии проведения системы научных, технических и организационных мероприятий по управлению качеством продукции на всех стадиях ее жизненного цикла. Но для того чтобы управлять качеством, прежде всего необходимо уметь это качество оценить, а в идеальном случае – измерить.
Цель диссертационной работы. Изучить процесс производства смолы 188 на предприятии. Повысить конкурентоспособность предприятия на рынке лакокрасочной продукции. Повысить качество лакокрасочной продукции.
Для достижения цели диссертации были поставлены следующие задачи:
- провести анализ причин возникновения дефектов;
- разработать мероприятий предупреждающих появление дефектов;
- разработать предупреждающие мероприятия, которые должны иметь экономический эффект.
Объектом исследования является технологический процесс производства алкидной смолы 188 ФГУП «Котовский завод Пластмасс».
Предметом исследования является улучшение качества алкидной смолы 188.
Личный вклад автора. Автору принадлежит анализ технологического процесса производства алкидной смолы 188 с использованием статистических методов, постановка цели и задач исследования, разработка методики пробоподготовки и измерения вязкости в процессе производства смолы, исследование зависимости вязкости смолы от температуры, разработка методики введения поправки в результаты измерения вязкости, программа, реализующая пробоподготовку и измерение вязкости, разработка СТП «Закупки».
Научная новизна:
- впервые исследован процесс производства алкидной смолы 188;
- проведено исследование зависимости вязкости смолы 188 от температуры;
- усовершенствована методика пробоподготовки и контроля вязкости смолы в процессе ее производства.
Практическая значимость диссертации. Разработана автоматизированная система пробоотбора, пробоподготовки и измерения вязкости. Анализ закупок на соответствие принципам СМК позволил выявить недостатки процесса закупок и выработать корректирующие действия. Для ФГУП «Котовский завод Пластмасс» был разработан стандарт предприятия «Закупки».
Реализация работы. Основные идеи и результаты работы используются на ФГУП «Котовский завод Пластмасс».
Апробация работы. Основные положения диссертационной работы докладывались на Школе-семинаре молодых ученых «Метрология, стандартизация, сертификация и управление качеством продукции», Тамбов, 2003 г.
Публикации. Результаты диссертационной работы легли в основу одной публикации.
Структура и объем диссертации. Диссертация состоит из введения, пяти глав, заключения, списка литературы, включающего 26 источников и приложения. Работа изложена на 138 стр., содержит 5 рисунков и 13 таблиц.
СОДЕРЖАНИЕ МАГИСТЕРСКОЙ ДИССЕРТАЦИИ
Во введении обоснована актуальность цели диссертационной работы, сформулированы задачи исследования.
В первой главе представлены описание технологического процесса производства алкидной смолы, требования к физико-химическим показателям смолы, к маркировке, упаковке, транспортированию и хранению продукции, порядок предъявления продукции ОТК.
Алкидные смолы представляют собой термореактивные продукты поликонденсации фталевого ангидрида, многоатомных спиртов и высших монокарбоновых кислот. Различают смолу 188 марки А, марки Б и марки В. Смола 188 марки А применяется для производства бесцветных нитролаков и белых нитроэмалей. Смола 188 марки Б применяется для производства цветных нитролаков, эмалей. Смола 188 марки В применяется для производства темных шпатлевок, мастик.
Технологический процесс производства алкидной смолы 188 состоит из этапов: приемка и анализ; сырья, разогрев глицерина и таллового масла; дозировка сырья; изготовление основы смолы; растворение основы смолы в смесителе; постановка на тип; сепарирование нефильрованной смолы; доочистка смолы на фильтрах патронных; предъявление продукции.
После каждого этапа в точках контроля определяются показатели, характеризующие правильность протекания операции (или цепочки операций) технологического процесса. Точки контроля процесса производства алкидной смолы 188 приведены в таблице.
Во второй главе представлен анализ технологического процесса производства смолы 188 с использованием статистических методов.
Для формирования обобщенного показателя качества смолы мы воспользовались комплексированием единичных показателей по принципу среднего геометрического взвешенного:
 ,
,
где i – номер ЕПК; i = 1, 2, 3,…n; Qi – оценка i -го ЕПК; gi – весомость i -го ЕПК. Так как в комплексный показатель объединяются разнородные единичные показатели, их необходимо выразить в относительной форме Qi=f(Pi/Piопт), где Pi и Piопт – количественная оценка и оптимальное значение i -го ЕПК. Весомость gi определяется методом экспертных оценок.
По значениям ОПК смолы была построена контрольная карта индивидуальных значений со скользящим размахом. Видно, что точки разбросаны вокруг центральной линии случайно, никаких серий, трендов и структур не наблюдается.
Возможность процесса, определяемая индексом возможностей процесса PCI равна 0,81, также имеются точки, выпадающие за границы UCL и LCL, что говорит о статистической неуправляемости процесса.
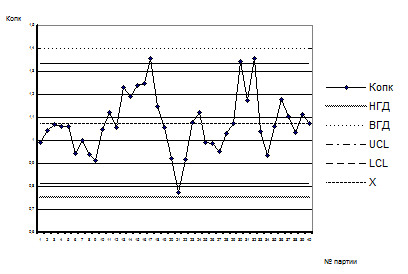 Рисунок 1 – Контрольная карта индивидуальных значений для ОПК
Рисунок 1 – Контрольная карта индивидуальных значений для ОПК
Для системного обнаружения причин появления отказов, вероятных последствий, а также для планирования возможных противодействий по отношению к отслеживаемым отказам при производстве основы алкидной смолы был использован анализ форм и последствий отказов (FMEA-анализ).
Было установлено, что наиболее вероятным риском проявления отказа (Р=63) обладает отказ неверно выбранный метод измерения вязкости.
Третья глава посвящена описанию системы пробоподготовки и измерения вязкости в процессе производства смолы, методике пробоподготовки и измерения вязкости смолы, экспериментальному определению зависимости вязкости смолы от температуры. Для практической реализации методики пробоподготовки и измерения вязкости была разработана программа с использование среды Labview.
Для пробоподготовки и измерения вязкости смолы за основу была взята разработанная ранее система «Алкид». Для увеличения точности измерения вязкости система была усовершенствована.
Была исследована зависимость динамической вязкости смолы 188 от температуры. График зависимости представлен на рисунке 2.
|
|
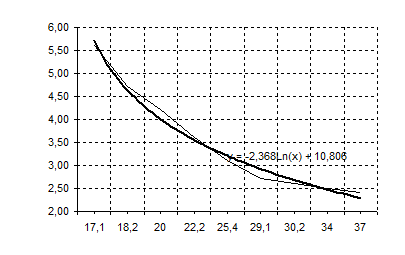
Рисунок 2 – График зависимости динамической вязкости смолы от
температуры
Экспериментальные данные были аппроксимированы логарифмической функцией  .
.
Измерение вязкости смолы необходимо проводить при температуре 20 0С. На практике обеспечить достижение температуры пробы контролируемой среды именно 20 0С невозможно. В итоге мы проводим измерения при температуре tизм и получаем значение вязкости mизм, которая будет отличаться от номинальной вязкости смолы mн.
Чтобы исключить погрешность, связанную с отклонением температуры tизм от номинальной температуры tн (tн = 20 0С), нужно вводить поправку следующим образом:
 ,
,
 .
.
Блок-схема методики пробоподготовки и измерения вязкости показана на рисунке 3.
Система контроля вязкости представляет собой последовательную цепь преобразователей, каждый из которых в соответствии со стандартом имеет нормируемые метрологические характеристики.
Погрешность системы контроля вязкости обуславливается тремя факторами:
- основной приведенной погрешностью вискозиметра ВВН-3М;
- погрешностью АЦП;
- погрешностью, вызванной отклонением температуры пробы смолы от температуры, на которую настроена система контроля вязкости.
Величину погрешности системы контроля за вязкостью определяем по формуле:

где  - основная приведенная погрешность вискозиметра ВВН-3М (
- основная приведенная погрешность вискозиметра ВВН-3М ( );
);  - погрешность АЦП (
- погрешность АЦП ( );
);  - погрешность измерения, вызванная абсолютной погрешностью термопары
- погрешность измерения, вызванная абсолютной погрешностью термопары  .
.
 ,
,
где  .
.
Погрешность системы контроля вязкости  .
.

Рисунок 3 – Блок-схема методики пробоподготовки и измерения вязкости
Четвертая глава посвящены вопросам организации и осуществления закупок на предприятии, проведен анализ закупок на соответствие принципам системы менеджмента качества и разработаны корректирующие действия.
Непрерывность производственного процесса и его стабильность обеспечиваются приобретением, доставкой и использованием материальных ресурсов, необходимых основному и вспомогательному производствам и отвечающих по количеству и качеству установленным требованиям, что гарантирует условие выполнения контрактов на поставку готовой продукции.
Качество закупок рассматриваются стандартами ГОСТ Р ИСО серии 9000 как один из ключевых процессов системы менеджмента качества предприятия. Для выполнения требований стандартов необходимо координальное изменение методов работы отдела материально-технического обеспечения.
Качество закупленного сырья и материалов во многом определяет качество готовой продукции. Поэтому закупки оказывают непосредственное влияние на качество выпускаемой продукции.
Для ФГУП «Котовский завод Пластмасс» был разработан стандарт предприятия «Закупки», описывающий методологию управления процессом закупок на предприятии, выбор и оценку поставщиков на основе их способности поставлять продукцию в соответствие с требованиями предприятия.
Управление процессом закупок позволяет обеспечить производство материально-техническими ресурсами, определить и уменьшить риски, связанные с закупками.
В ходе анализа, процесса закупок на соответствие принципам СМК, лежащим в основе ГОСТ Р ИСО 9001-2001, было установлено, что эти принципы в целом реализуются при осуществлении процесса закупок. Для улучшения закупок требуются провести корректирующие действия:
- ввести критерий оценки поставщика «срок поставки»;
- разработать Положение о взаимодействии с поставщиком.
В пятой главе приводится расчет экономического эффекта от внедрения системы контроля и управления вязкостью. Экономический эффект составил 1958 тыс. руб.
ОСНОВНЫЕ ВЫВОДЫ ПО РАБОТЕ
Основные выводы по диссертационной работе состоят в следующем:
1. С помощью статистических инструментов управления качеством установлена нестабильность процесса производства алкидной смолы 188.
2. Проведен анализ процесса производства алкидной смолы и выявлены критические этапы его проведения и даны рекомендации по его усовершенствованию.
3. Исследована зависимость вязкости смолы 188 от температуры.
4. Для системы пробоподготовки и измерения вязкости была усовершенствована методика проведения пробоподготовки и измерения вязкости, которая позволит проводить измерения с большей точностью.
5. Разработано программное обеспечение для пробоподготовки и контроля вязкости.
Материал диссертации представлен публикацией:
Смурага К.В. Разработка системы контроля вязкости при производстве алкидной смолы // Метрология, стандартизация, сертификация и управление качеством продукции: Программа, материалы школы-семинара молодых ученых. 22–27 сент. 2003 г./ТГТУ. Тамбов, 2003. 300 с.
| <== предыдущая | | | следующая ==> |
| Личные отношения с клиентом | | | Заявление о выдаче паспорта нового поколения. (если ранее имели другие фамилию, имя, отчество, укажите их, когда меняли их и где) 2 |
Date: 2015-08-24; view: 640; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |