Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Расчет посадок в системе основного вала, 9-й квалитет

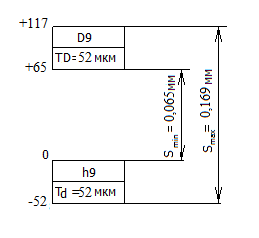
Рисунок 7 - Графическое изображение системы вала, 9-й квалитет
а) Расчёт посадок с зазором:
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 12 |
| Д 290. 04.1.05.004.0000 ПЗ |
Smin = (30 + 0,065) – (30 - 0) = 0,065 [мм];
TS = 0,169-0,065=0,104 [мм];
б) Посадки с натягом нет.
в) Расчёт переходной посадки:
Nmax = (30 + 0) – (30 + (-0,026)) = 0,026[мм];
S  = (30 + 0, 026) – (30 + (-0,052)) = 0,078[мм];
= (30 + 0, 026) – (30 + (-0,052)) = 0,078[мм];
TS (TN) = 0,026 + 0,078 = 0,104 [мм];
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 13 |
| Д 290. 04.1.05.004.0000 ПЗ |
Посадка с зазором
Переходная посадка
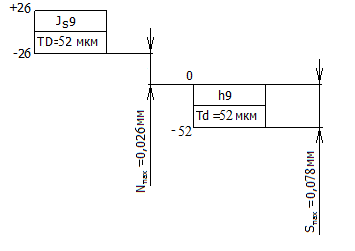
Рисунок 8 - Графическое изображение посадок в системе основного вала,9-й квалитет.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 14 |
| Д 290. 04.1.05.004.0000 ПЗ |

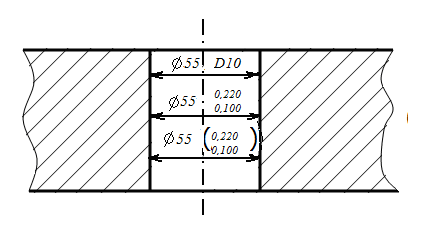
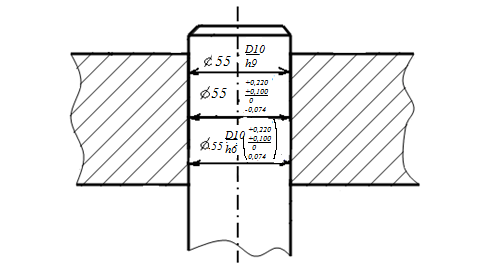
Рисунок 9 - Эскизы деталей и соединения и с тремя способами обозначения допусков. Ø55 D10/h9
Изм.
Лист
№ докум.
Подпись
Дата
Лист
15
2. Расчёт гладких предельных размеров калибров Д 290. 04.1.05.004.0000 ПЗ
Цель работы: рассчитать калибр-пробку и калибр-скобу.
Ø55 D10/h9
D10  h9
h9 
z,z1=13=0,013 z,z1=13=0,013
y,y1=0 y,y1=0
α,α1=0 α,α1=0,
H=5=0,005 H=5=0,005
H1=8=0,008 H1=8=0,008
Hp, HS=3=0,003 Hp, HS=3=0,003.

Рисунок 10 – Графическое изображение системы отверстия соединения
ϕ55 D10/h9
КАЛИБР-ПРОБКА:
(Р-ПР)нб: D+EI+z+H/2; (8)
(Р-ПР)нм: D+EI+z-H/2; (9)
(Р-ПР)изн: D+EI-y; (10)
(Р-НЕ)нб: D+ES+Н/2; (11)
(Р-НЕ)нм: D+ES-Н/2; (12)
КАЛИБР-СКОБА:
(Р-ПР) нб: d+es-z1+H1/2; (13)
(Р-ПР) нм: d+es-z1-H1/2; (14)
(Р-ПР) изн: d+es+y1; (15)
(Р-HЕ) нб: d+ei+H1/2; (16)
(Р- HЕ) нм: d+ei- H1/2; (17)
(К-ПР)нб: d+es-z1+Hp/2; (18)
(K-ПР)нм: d+es-z1-Hp/2; (19)
(K-HE)нб: d+ei+Hp/2; (20)
(K-HЕ)нм: d+ei-Hp/2; (21)
(К-И)нб: d+es+y1+Hp/2; (22)
(К-И)нм: d+es+y1-Hp/2; (23)
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 16 |
| Д 290. 04.1.05.004.0000 ПЗ |
D, d – номинальные размеры отверстия и вала;
(Р-ПР), нб; (Р-ПР), нм; (Р-ПР), изн - наибольший, наименьший и изношенный размеры рабочего проходного калибра;
(Р-НЕ), нб; (Р-НЕ), нм - наибольший и наименьший размеры рабочего непроходного калибра;
(К-ПР), нб (К-ПР), нм - наибольший и наименьший размеры контрольного проходного калибра-пробки;
(К-НЕ), нб; (К-НЕ), нм - наибольший и наименьший размеры контрольного непроходного калибра-пробки;
(К-И), нб; (К-И), нм - наибольший и наименьший размеры калибра для контроля на износ рабочей проходной скобы;
d (D) – номинальный размер изделий;
dmin (Dmin) – наименьший предельный размер изделия;
dmax (Dmax) – наибольший предельный размер изделия;
Td (TD) – допуск изделий;
H – допуск на изготовление калибров (за исключением калибров со сферическими измерительными поверхностями) для отверстия;
Hs – допуск на изготовление калибров со сферическими измерительными поверхностями для отверстия;
H1 – допуск на изготовление калибров для вала;
Hp – допуск на изготовление контрольного калибра для скобы;
z – отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера изделия;
z1 – отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия;
Y – допустимый выход размера изношенного проходного калибра для
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 17 |
| Д 290. 04.1.05.004.0000 ПЗ |
Y1 – допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия;
α – величина для компенсации погрешности контроля калибрами отверстия с размерами свыше 180 мм.
КАЛИБР-ПРОБКА:
(Р-ПР)нб = 55 +0,100+0,013+0,005/2=55,1155[мм];
(Р-ПР)нм = 55+0,1+0,013-0,005/2=15,1105[мм];
(Р-ПР)изн = 55+0,1-0=55,1 [мм];
(Р-НЕ)нб =55+0,220+0,005/2=55,2225 [мм];
(Р-НЕ)нм =55+0,22-0,005/2=55,2175 [мм];
КАЛИБР-СКОБА:
(Р-ПР) нб =55-0-0,013+0,004=54,991[мм];
(Р-ПР) нм =55+0-0,013-0,004=54,983 [мм];
(Р-ПР) изн =55+0-0=15 [мм];
(Р-HЕ) нб=55+(-0,074)+0,004=54,93 [мм];
(Р- HЕ) нм=55+(-0,074)-0,004=54,922 [мм];
(К-ПР)нб=55+0-0+0,003/2=55,0015 [мм];
(K-ПР)нм=55-0,0015=54,9985 [мм];
(K-HЕ)нб=55+(-0,074)+0,003/2=54,9275 [мм];
(K-HЕ)нм=55+0,074-0,0015=54,9254 [мм];
(К-И)нб=55+0-0,0015=55,0015 [мм];
(К-И)нм=55+0+0-0,0015=55,9985 [мм].


Калибр-скоба:
(Р-ПР)нб – (Р-ПР)нм = 54,991 – 54,983 = 0,008
Калибр-пробка:
(Р-ПР)нб – (Р-ПР)нм = 55,1155 – 55,1105 = 0,005
Калибр-скоба:
(Р-ПР)нб – (Р-ПР)нм = 54,93 – 54,922 = 0,008
Калибр-пробка:
(Р-ПР)нб – (Р-ПР)нм = 55,2225 – 55,2175 = 0,005

| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 18 |
| Д 290. 04.1.05.004.0000 ПЗ |
Рисунок 11 - Схема расположения полей допусков калибров для деталей соединения Ø55D10/h9

| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 19 |
| Д 290. 04.1.05.004.0000 ПЗ |
а)

б)
Рисунок 12 - Простановка исполнительных размеров на рабочих чертежах калибров для соединения Ø55D10/h9 (а)- скоба, б)-пробка)
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 20 |
| Д 290. 04.1.05.004.0000 ПЗ |
Цель работы: рассчитать плоскую размерную цепь методом полной взаимозаменяемости.
а)
б)
Рисунок 13 - Эскизы узлов и безмасштабные схемы размерных цепей (а-для прямой задачи, б – для обратной задачи)
Изм.
Лист
№ докум.
Подпись
Дата
Лист
21
3.1.Прямая задача Д 290. 04.1.05.004.0000 ПЗ
Дано: Б  =107+0,070; Б
=107+0,070; Б  =2-0,020;
=2-0,020;  =18-0,030;
=18-0,030;  =25-0,090;
=25-0,090;  =48-0,050;
=48-0,050;  =13
=13  Рассчитываем номинальный размер по следующему уравнению:
Рассчитываем номинальный размер по следующему уравнению:
Б  =
=  (24)
(24)
Б = 107-(2+18+25+48+13)=1[мм];
Прежде, чем определить координату середины поля допуска замыкающего звена Δ  Б, определим составляющие звенья:
Б, определим составляющие звенья:
Δ Б  (25)
(25)
Δ Б  =
=  = 0,035 [мм];
= 0,035 [мм];
Δ Б2 =  = -0,01[мм];
= -0,01[мм];
Δ Б3=  = -0,015[мм];
= -0,015[мм];
Δ Б4 =  = -0,045[мм];
= -0,045[мм];
Δ Б5 =  = -0,025[мм];
= -0,025[мм];
Δ Б6 =  = 0,0135[мм];
= 0,0135[мм];
Координату середины поля допуска замыкающего звена Δ Б  определим по формуле:
определим по формуле:
Δ Б =  ξ
ξ  (26)
(26)
Δ Б = (0,035+(-1)*(-0,01)+(-1)*(-0,015)+(-1)*(-0,045)+(-1)*(-0,025)+(-1)* (-0,0135))=0,1165 [мм];
Рассчитаем допуск замыкающего звена ТБ  по формуле:
по формуле:
ТБ = ТБ  │ ξ │ (27)
│ ξ │ (27)
ТБ = 0,07+0,02+0,03+0,09+0,05+0,06+0,033=0,353 [мм];
Далее рассчитываем предельные отклонения замыкающего звена ЕSБ и ЕIБ :
ЕSБ = Δ Б +  (28)
(28)
ЕIБ = Δ Б - (29)
ЕSБ = 0,1165+  = 0,293[мм];
= 0,293[мм];
ЕIБ =0,1165- = -0,06[мм];
Производим проверку правильности решения задачи по формулам:
ЕSБ =  ; (30)
; (30)
ЕIБ =  , (31)
, (31)
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 22 |
| Д 290. 04.1.05.004.0000 ПЗ |
ЕSБ = 0,07 - (-0,02-0,03-0,09-0,05-0,033)=0,293 [мм];
ЕIБ = 0 – 0,06 = -0,06 [мм].
Как показали результаты проверки, задача решена верно.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
23
3.2.Обратная задача Д 290. 04.1.05.004.0000 ПЗ
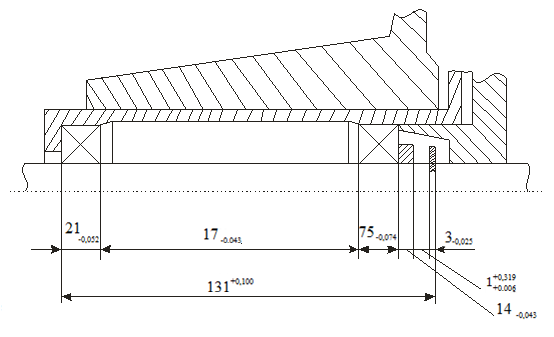
Дано: Б =131; Б =3; =21; =17; =75; =14; ЕSБ =+0,319
ЕIБ =+0,006
По уравнению находим значение Б
Б =  ) (32)
) (32)
Б =131-3-21-17-75-14=1мм
Далее по известной зависимости определяем допуск замыкающего звена:
ТБ = ЕSБ - ЕIБ ; (33)
ТБ =0,319-0,006=0,313 [мм];
Все данные из прямой задачи заносим в таблицу:
Таблица 1 - Сводные данные по прямой задаче
Б 
| 
| ЕS(es) Б мм
| ЕI(ei) Б мм
| ТБ 
| ξ 
|
| Б =107+0,070
| 0,035 | +0,070 | 0,07 | +1 | |
| Б =2-0,020
| -0,01 | -0,020 | 0,02 | -1 | |
| =18-0,030
| -0,015 | -0,030 | 0,03 | -1 | |
| =25-0,090
| -0,045 | -0,090 | 0,09 | -1 | |
| =48-0,050
| -0,025 | -0,050 | 0,05 | -1 | |
| =13
| -0,0135 | +0,060 | -0,033 | 0,093 | -1 |
Определяем координату середины поля допуска замыкающего звена Δ Б .
Δ Б =  (34)
(34)
Δ Б =  =0,1625 [мм];
=0,1625 [мм];
Подсчитав значение коэффициента α, определяем номер квалитета, по которому необходимо назначить предельные отклонения на все составляющие звенья размерной цепи:
α  =
= 
 (35)
(35)
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 24 |
| Д 290. 04.1.05.004.0000 ПЗ |
| Интервалы размеров (мм) (св-во) | - | - | - | - | - | - | - | - | - | - | - | |
i 
| 0,55 | 0,73 | 0,9 | 1,08 | 1,31 | 1,56 | 1,86 | 2,17 | 2,52 | 2,9 | 3,23 | 3,54 |
i  =2,52 i
=2,52 i  = 0,55 i
= 0,55 i  =1,31 i
=1,31 i  =1,08 i
=1,08 i  =1,86 i
=1,86 i  =1,08
=1,08
α =  =74,52
=74,52 
Далее по таблице выбираем ближайший квалитет: Таблица 3 – Квалитет и его число единиц допуска
| Номер квалитета | IT5 | IT6 | IT7 | IT8 | IT9 | IT10 | IT11 | IT12 | IT13 | IT14 | IT15 | IT16 | IT17 |
| α
|
В данном примере значение α =72,52 более подходит для 10 квалитета.
По СТ. СЭВ 144-75 назначим предельные отклонения для всех составляющих звеньев цепи, учитывая при этом, что увеличивающие звенья необходимо выбирать по «H», а уменьшающие – по «h», т.е. соответственно по основному отверстию и основному валу:
Б =131  ; Б =3
; Б =3  ; =21
; =21  ; =17
; =17  ; =75
; =75  ; =14
; =14 
Критерием правильности выбора служит уравнение
ТБ =  (36)
(36)
В качестве регулирующего звена выбираем звено Б  и находим его допуск:
и находим его допуск:
ТБ  = ТБ - (ТБ
= ТБ - (ТБ  +ТБ
+ТБ  +ТБ
+ТБ  +ТБ
+ТБ  +ТБ
+ТБ  ) (37)
) (37)
ТБ = 0,313– (0,160+0,084+0,07+0,12+0,07)=-0,191[мм];
Так как допуск, допуск размера не может быть отрицательной величиной, то выбираем другой квалитет более точный – 9-ый. Так же по СТ СЭВ 144-75 назначаем допуски на составляющие размеры в 9-м квалитете.
Б =131  ; Б =3
; Б =3  ; =21
; =21  ; =17
; =17  ; =75
; =75  ; =14
; =14 
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 25 |
| Д 290. 04.1.05.004.0000 ПЗ |
Выполним корректировку по второму звену:
ТБ =0,313- (0,100+0,052+0,043+0,074+0,043)=0,001 [мм];
Определяем координату середины поля допуска регулирующего звена Б :
Δ Б =  (38)
(38)
Откуда
(-1) Δ Б  =(+1) Δ Б
=(+1) Δ Б  - Δ Б
- Δ Б  -(-1) Δ Б
-(-1) Δ Б  -(-1) Δ Б
-(-1) Δ Б  -(-1) Δ Б
-(-1) Δ Б  -(-1) Δ Б
-(-1) Δ Б  =0,05-0,1625+0,026+0,0215+0,037+0,0215=-0,0065 [мм];
=0,05-0,1625+0,026+0,0215+0,037+0,0215=-0,0065 [мм];
Определяем предельные отклонения регулирующего звена еsБ и eiБ .
esБ  = Δ Б
= Δ Б  +
+  ; (39)
; (39)
eiБ  = Δ Б
= Δ Б  -
-  ; (40)
; (40)
esБ = -0,065+  = -0,006[мм];
= -0,006[мм];
eiБ =-0,065- 0,0005=-0,007 [мм];
Выполним проверку правильности решения задачи по формулам:
esБ  (41)
(41)
eiБ  (42)
(42)
esБ  = 0,1-(-0,007-0,052-0,043-0,074-0,043)=0,319 [мм];
= 0,1-(-0,007-0,052-0,043-0,074-0,043)=0,319 [мм];
eiБ = 0-(-0,06)=0,06 [мм].
Результаты проверки совпадают с исходными данными, следовательно, задача решена, верно.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 26 |
| Д 290. 04.1.05.004.0000 ПЗ |

| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 27 |
| Д 290. 04.1.05.004.0000 ПЗ |
а)
б)
Рисунок 14 - Эскизы узлов и безмасштабные схемы размерных цепей (а-для прямой задачи, б – для обратной задачи)
4. Расчет точности резьбового соединения и резьбовых калибров.
Цель работы: рассчитать точность резьбового соединения и резьбовых калибров.
M10 – 4H5H/4h, номинальный размер – 10; шаг – 1,5;класс точности для гайки – 4H5H;класс точности для болта – 4h.
Определяем по ГОСТ 16093 – 2004 отклонения основных параметров резьбы и заносим в таблицу. Для выбора отклонения болта и гайки необходимо использовать номинальный размер, шаг, класс точности относительно болта и гайки.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 28 |
| Д 290. 04.1.05.004.0000 ПЗ |
| диаметры | мкм | Отклонения, мкм | |
| Болт | Гайка | ||
| Наружный d(D) | Верхнее Нижнее | -150 | Не нормируется |
Средний d  (D (D  ) )
| Верхнее Нижнее | -85 | +112 |
Внутренний d  (D (D  ) )
| Верхнее Нижнее | Не нормируется | +236 |
По ГОСТ 24705 – 2004 определили предельные размеры параметров резьбы и занести в таблицу. Для определения предельных размеров относительно болта и гайки необходимо к номинальному размеру прибавить предельные отклонения с учетом знаков.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 29 |
| Д 290. 04.1.05.004.0000 ПЗ |
| Предельные размеры диаметров, мм | |||
| Диаметры, мм | Болт | Гайка | |
| d(D) | Наиб. Наим. | 10,000-0=10,000 10,000-0,150=9,85 | Не нормируется 10,000 |
| d (D )
| Наиб. Наим. | 9,026 – 0=9,026 9,026 – 0,085=8,941 | 9,026+0,112=9,138 9,026 |
| d (D )
| Наиб. Наим. | 8,376 –0=8,376 Не нормируется | 8,376 +0,236=8,612 8,376 |
По ГОСТ 24997 – 2004 и ГОСТ 18107 - 72 находим отклонения параметров резьбы калибров, подсчитываем их предельные размеры и вносим в таблицу. Для определения предельных отклонений калибров учитывают исходный расчетный размер, шаг и степень точности.
Таблица 6 – Предельные отклонения калибров для гаек и болтов
| Условное обозначение калибра | Исходный расчетный размер, мм | Предельные отклонения, мм | ||
| верхнее | нижнее | изношенный | ||
| Калибры для гаек ПР НЕ Калибры для болтов ПР НЕ К-И У-ПР КИ-НЕ У-НЕ КПР-ПР КПР-НЕ НКЕ-ПР КНЕ-НЕ | 9,026 9,138 9,026 8,941 9,026 9,026 8,941 9,026 9,026 8,941 8,941 | +15 +13,5 -30 +8 +18,5 +9 +11 +2 +9 +9,5 +9 +9 | -3 -4,5 -46 -8 +9,5 -9 -4 -16 -9 +0,5 -9 -9 | -6,5 - - - - - - - - - - |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 30 |
| Д 290. 04.1.05.004.0000 ПЗ |
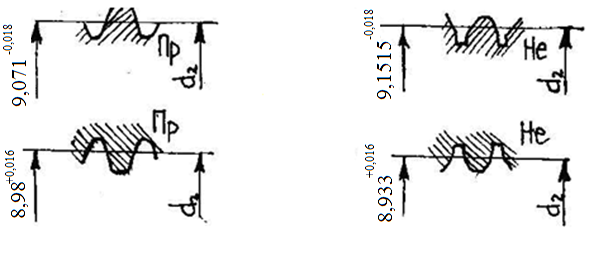
а) калибры для гаек
ПР,нб = 9,026+0,015= 9,071 [мм];
ПР,нм =9,026-0,003=9,023 [мм];
ПР,изн =9,026-0,0065=9,0195 [мм];
НЕ,нб = 9,138+0,0135=9,1515 [мм];
НЕ,нм =9,138-0,0045=9,1335 [мм];
б) калибры для болтов
ПР, нб =9,026-0,030=8,996 [мм];
ПР, нм =9,026-0,046=8,98 [мм];
ПР, изн = 9,026+0=9,026 [мм];
НЕ, нб = 8,941+0,008=8,949 [мм];
НЕ, нм = 8,941-0,008=8,933 [мм];
(К-И), нб = 9,026+0,0185=9,0445 [мм];
(К-И),нм =9,026+0,0095=9,0355 [мм];
(У – ПР), нб =9,026+0,009=9,035 [мм];
(У – ПР), нм =9,026-0,009=9,017 [мм];
(КИ – НЕ), нб =8,941+0,011=8,952 [мм];
(КИ – НЕ), нм = 8,941-0,004=8,937 [мм];
(У – НЕ), нб =9,026+0,002=9,028 [мм];
(У – НЕ), нм = 9,026-0,016=9,01 [мм];
(КПР – ПР), нб = 9,026+0,009=9,035 [мм];
(КПР – ПР), нм = 9,026-0,009=9,017 [мм];
(КПР – НЕ), нб = 9,026+0,0095=9,0355 [мм];
(КПР – НЕ), нм = 9,026+0,0005=9,0265 [мм];
(КНЕ – ПР), нб =8,941+0,009=8,95 [мм];
(КНЕ – ПР), нм = 8,941-0,009=8,932 [мм];
(КНЕ – НЕ), нб = 8,941+0,009=8,95 [мм];
(КНЕ – НЕ), нм = 8,941-0,009=8,932 [мм];
Вычисляем верхние и нижние показатели проходного и непроходного калибров для гаек:
ПР,нб – ПР,нм = 9,041 – 9,023 = 0,018 [мм];
НЕ,нб – НЕ,нм = 9,1515 – 9,1335 = 0,018 [мм];
Для болтов:
ПР,нб – ПР,нм = 8,996 – 8,98 = 0,016 [мм];
НЕ,нб – НЕ,нм = 8,949 – 8,933= 0,016 [мм].

| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 31 |
| Д 290. 04.1.05.004.0000 ПЗ |
Рисунок 15 – Схема профиля метрической резьбы

Рисунок 16 – Схема расположения полей допусков резьбы
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 32 |
| Д 290. 04.1.05.004.0000 ПЗ |
Рисунок 17 – Профили резьбовых калибров
Изм.
Лист
№ докум.
Подпись
Дата
Лист
33
Д 290. 04.1.05.004.0000 ПЗ

Рисунок - 18 Схема расположения полей допусков для резьбовых калибров
Заключение
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 34 |
| Д 290. 04.1.05.004.0000 ПЗ |
Рассчитали основные размеры калибра-пробки и калибра-скобы. Изобразили схему расположения полей допусков калибров, калибр-скобу и калибр-пробку с их предельными размерами и отклонениями полей допусков.
Рассчитали плоскую размерную цепь методом полной взаимозаменяемости. При решении прямой задачи, мы имея размеры и предельные отклонения составляющих звеньев, нашли номинальный размер и предельные отклонения ЗЗ, а при решении обратной задачи, имея предельные отклонения ЗЗ и номинальные размеры составляющих звеньев, нашли их предельные отклонения.
Рассчитали точность резьбового соединения и основные размеры резьбовых калибров. Изобразили схему профиля метрической резьбы, расположения полей допусков резьбы, расположения полей допусков для резьбовых калибров, а также профили резьбовых калибров.
Список использованных источников:
1. Зябрева Н.Н., Перельман Б.А., Шегал М.Я. Пособие к решению задач по курсу ВзСТИ, - М.: Издательство «Высшая школа», 1997. – 208 с.
2. Якушев А.И. и др. Взаимозаменяемость, стандартизация и технические измерения: Учебник для вузов /А.И. Якушев, Л.Н. Воронцов, К.М. Федоров. – 6-е изд., перераб. и доплн. –М.: Машиностроение, 1986. – 362 с.
3. Хамханова Д.Н., Хамханов К.М., Хадыков М.Т. «Нормоконтроль курсовых, дипломных проектов (работ), отчетов по производственной практике. Общие требования и правила оформления», - Улан-Удэ, издательство ВСГТУ, 2009.
4. ГОСТ 25347-82 (СТ СЭВ 144-75) «Единая система полей допусков и посадок»;
5. ГОСТ 9150-2002 (ИСО 68-1-98) «Основные нормы взаимозаменяемости. Резьба метрическая. Профиль»;
6. ГОСТ 16093-2004 (ИСО 965-1:1998; ИСО 965-3:1998) «Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором»;
7. ГОСТ 18107-72 «Калибры для метрических резьб»;
8. ГОСТ 24705-2004 (ИСО 724:1993) «Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры»;
9. ГОСТ 24706-81 (СТ СЭВ 184-75) «Резьба метрическая для приборостроения. Основные размеры»;
10. ГОСТ 24997-2004 (ИСО 1502:1996) «Калибры для метрической резьбы. Допуски»;
11. ГОСТ 25347-82 «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки».
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 35 |
| Д 290. 04.1.05.004.0000 ПЗ |
Date: 2015-07-24; view: 912; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |