Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
к лабораторной работе. «Формовка в опоках и заливка форм
МЕТОДИЧЕСКОЕ РУКОВОДСТВО
«Формовка в опоках и заливка форм
расплавленным металлом»
по курсу
«Технология конструкционных металлов» для студентов всех форм обучения и направлений
Саратов 2006
Цель работы: ознакомление студентов с типовыми составам формовочных смесей, методами их приготовления, а также путем исследования прочности смеси во влажном состоянии определить
для какого вида литья пригодна данная смесь.
ОБЩЕ ПОЛОЖЕНИЯ И КЛАССИФИКАЦИЯ
Качество и стоимость отливок в значительной степени зависят от правильного выбора и состава и технологических свойств, формовочной смеси» При выборе состава Формовочной смеси учитывают:
1)род заливаемого металла и условия взаимодействия металла с формой;
2)сложность и ответственнооть отливки;
3)наличие необходимых материалов;
4)серийность производства;
5)технологию изготовления сборки форм;
6) планируемую себестоимость..
-По виду задаваемого металла смеси делятся на три группы для получения Форм отливок: стальных, чугунных и из цветных металлов. Такое деление обусловлено прежде всего температурой заливки металла, хонорая для отели составляет 148Ои-15чОиС, чугуна 1380 --1ч2О°С и цветных сплавов ниже П0О°С.
Независимо от того, каким металлом будет залита *орма, формовочные смеси разделяются:
1)по характеру использования - на единые, облицовочные и на-п мнительные;
2)по состояв*» формы перед заливкой - на смеси для л>орм, заливаемых во влажном состоянии,и омеон, заливаемые в сухом состоянии.
Бела воя форма изготовляется из одной смеси, то такая смесь называется единой. Единые снеси применяют при машинной формовке в цехах оерииного и массового производства, как правило, единые смеси приготовляют из наиболее огнеупорных Формовочных пеоков я глин наибольшей связующей способности, чтобы обеспечить долговечность смеон. В смесь при переработке, кроме использованной омеоя,каждый раз вводятся значительное количество освежающих материалов для поддержания прочности я газопроницаемости в заданных пределах.
Облицовочная с м е о ь применяется в условиях серийного и единичного производства. Она влнооится вокруг модели слоем 15-20 см, в зависимости от толщины стенки отлявхя. Облицовочная смеоь непосредственно соприкасается с жидким металлом я подвергается наибольшему тепловому я физико-химическому воздействию. В состав облицовочной снеся вводится значительное количество свежих материалов, чтобы улучиить технологические свойства смеоя я обеспечить получение качественной отлявки без пригаре» о чистой поверхностью я без внутренних дефектов. Облицовочную смеоь применяют при изготовлении крупных отельных и чугунных отливок, ответственных отливок среднего развеса я в тех случаях, копа использование только единой смеои дает значительный брак отливок но вине формовочной смеои.
Наполнительная смесь наносится поверх облицовочной омеся я заполняет остальную часть формы. Озновное технологическое требование к ней - обеспечение прочности при высокой газопроницаемости. Наполнительную омеоь приготовляет на отработанной смеси.
Для оухих. форм рекомендуется вводить крупный песок, дающий больную газопроницаемость. Поверхность отливок при этом не ухудшается, так как форму окрашивают огнеупорной краской. Чтобы форма не трескалась во время сушки, необходимо иополыовать тощяе.а не жирные глины. Добавки органических связующих, особенно волокнистых, уменьшают растрескивание формы я делают ее податливой я легковн-биваемой.
При Формовке по сырому особое значение имеют прочность, газопроницаемость, влажность смеся. Следует стремиться получать требуемую прочность и газопроницаемость пря минимальном содержании глины, чтобы уменьшить влажность. Поэтому используют жирные огнеупорные глины я бентониты, обладающие наибольшей евязущей способностью во влажном состоянии. Бентониты в оочетаняи о крахмальными добавками позволяют получать формовочные омеои влажноотье 1,8-2,э£, называемые маловлажными.
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА И СОСТАВЫ ФОРМОВОЧНЫХ СМЕСЕЙ
Одним из основных технологических овойотв формовочных омеоей, которое всегда регламентируется и контролируете я, является прочность по сырому.
Прочностью называется способность формовочной смеси выдерживать внешние нагрузки без разрушения. Это свойство необходимо для, того, чтобы литейная форма не деформировалась и не разрушалась при транспортировке я при заливке в ее полость жидкого металла.
Прочность смеси во влажном состоянии зависит от содержания
глины, ее связующей способности, а также от плотности. Прочность
создает глинистая оболочка вокруг зерен песка, которая получается при перемешивании смеси в бегунах.
С применением, более мелкого песка, уменьшения влаги (до определенного предела), увеличения содержания глины и повышением плотности прочность, возрастает.
Прочность должна быть достаточно высокой для того, чтобы форма (стержень) не разрушалась при извлечении модели, кантовке, транспортировке, сборке, заполнении жидким металлов ч под воздействием' гидростатического напора жидкого металла.
Прочность смеси должна быть достаточно низко!:
I.B процессe затвердевания форма (стержень) не должна оказывать сопротивления усадке отливки и вызывать появления в ней внутренних напряжений я трещин. Это свойство формовочных я стержневых смесей называется податливостью.
Особенно большое сопротивление усадке отливки оказывает стержни, поэтому стержневые смеси должны обладать повышенной податливостью - легко деформироваться и перемещаться при усадке отливки.
2.Во время выбивки отливки форма (стержень) должна легко раз-рываться. Это свойство формовочных (стержневых) смесей называется выбиваемостью. Плохая выбиваемость стержневых смесей резко увеличивает трудоемкость выбивки - удаления стержней из отливки при ее очитке. Идеальной является такая выбиваем стержневой смеси, при которой стержень рассыпается и приобретает.
В общем случае формовочные смеси можно подразделить на:
I) песчано-глинистые,
2)быстротвевдеющие, жидкостекольные,
Э)жидкие самотвердеющие (ЖСС).
Песчано-глинистые формовочные смеси применяет для изготовления отливок из углеродистой стали, чугуна и цветных сплавов в малой и средней массы.
Изготовляются отливки как в сырых формах, так и в сухих.
Состоят смеси из песка, глины и специальных добавок.
Быстротвердеющие жидкостёкольные смеси о использованием в качестве связующего жидкого стекла занимает доминирующее положение в производстве отливок из чугуна, углеродистой и легированных сталей.
Переход с песчано-глинистых на жидкостекольные смеси сокращает производственный цикл, она способствует увеличению роста выпуска отливок, обеспечивает получение отливок высокого качества.
Жидкие самотвердевющие с м е с и открывают широкие возможности для процессов формовки, повышения точности отливок я снижения трудоемкости изготовления формы. Формы из ЖСС не формуются, а отливаются и после заливки самопроизвольно затвердевают.
Ориентировочная прочность смеси в сыром состояния приведена в табл.1.
Таблица 1.
Прочность смесей (кГ/см2) для различных видов литья
| масса отливки, кг | С п л | а в и | ||||
| Сталь | Чугун | 1 Цветные | сплавы | |||
| до 200 100-1000 свыше 1000 | 0,2-0.3-0,3- | 0.35 0,45 О.б | о.з 0.4 0,5 | -0.5 - 0,7 - 0.8 | ' 0,3 -0.3 -0,3 - | 0,5 0.5 0,5 |
ОБОРУДОВАНИЕ, ИНСТРУМЕНТ И МАТЕРИАЛЫ
1. Лабораторные смешивавшие бегуны (рис.1).
2.Лабораторный копер (рис.2).
3. Рычажной прибор для определения прочности образцов (рис. 3).\
4.Технические весы с разновесами.
5.Металлическая гильза с внутренним диаметром 50 ♦ 0,2 мм.
6. Мензурка.
7. Часы.
8. Коробка для смеси.
9. Кварцевый песок.
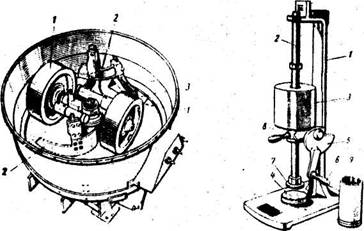
| Рис.1. Смешивающие бегуны: 1-катка, 2-плужки, 3-окно для выгрузки смеси. | Рис. 2 Лабораторный копер |
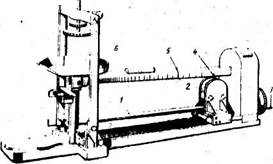
Рис.3.Рычажный прибор для определения прочности.
ПОРЯДОК ПРОВЕДЕНИЯ РАБОТЫ
На лабораторных бегунах (рис,1) приготовляют формовочную смесь следующего состава:
сухой песок - 90 %
глина - 8%
вода - 2%
Сухой песок и шину загружают в лабораторные бегуны и перемешивают в течение 2 мин. Затем добавляют отмеренное мензуркой необходимое количество воды и продолжают перемешивать еще 8 мин.
Смесь выгружают из бегунов и приступают к изготовлению стандартных образцов на лабораторном копре (рис.2). Металлическую гильзу 9 устанавливают в поддон и в нее всыпают навеску (150 --170 г) формовочной смеси; при этом следят за тем, чтобы поверхность насыпаемого слоя смеси была горизонтальной. Подъемником 8 копра поднимают шток 2 и груз 3; на станину устанавливают поддон с гильзой, осторожно и плавно опускают боёк 7, закрепленный на штоке 2, в гильзу до соприкосновения со смесью. После этого вращением рукоятки б и эксцентрика 5 уплотняет смесь тремя ударами груза 3 весом 6,35 + 0,015 кг, падающего о высоты 56 + 0,25 мм. Высота образца в гильзе после уплотнения должна быть 50 ± 0,8 им. Эту высоту контролируют по трем горизонтальным рискам, занесенным через 0,8 мм на стойке станины. Совпадение верхнего торца штока 2 со средней риской соответствует высоте образца 30 мм. Крайние ряски указывают на допустимые отклонения.
После уплотнения гильзу о поддоном снимают о копра, отделяют поддон от гильзы и образец осторожно извлекают из гильзы, разбирая ее, отвернув винты заплечников. Образец устанавливают на площадку б рычажного прибора (рис.3), предварительно проверю, чтобы указатель 4 каретки 2 стоял на делении 0 шкалы рычага 5. Затеи о помощью винта 7 и верхней площадки 8 зажимают образец до легкого упора. Вращением рукоятки 3 винта I перемещают каретку 2 до тех пор, пока под действием нагрузки образец не разрушится; при этом указатель зафиксирует на рычаге 5 разрушающее действие с точностью до 0,01.
Испытание проводят на трех образцах; значение предела прочно-сти принимают как среднее арифметическое значение трех определений. Если это значение, отличается от одного их трех больше, чем на 10 %, то испытание должно быть повторено и вновь проведено.
Методическое руководство
к лабораторной работе " Формовка в опоках и заливка форм расплавленным металлом"
по курсу
«Технология конструкционных металлов» для студентов всех форм обучения и направлений
Составили:
Date: 2015-07-22; view: 612; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |