Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Организация рабочего места электросварщика.
Рабочим местом электросварщика является закрепленный за рабочим или бригадой участок производственной площади, оснащенной в соответствии с требованиями осуществляемого технологического процесса определенным оборудованием, инструментом, приспособлениями и т.д.
При обслуживании рабочего места необходимо:
1. своевременно получать сменные задания, наряды и чертежи;
2. поддерживать оборудование в работоспособном состоянии;
3. своевременно доставлять на рабочее место материалы, заготовки, электроды и т.п.;
4. контролировать качество изготавливаемой продукции;
5. поддерживать надлежащий порядок на рабочем месте.
Рабочие кабины служат для защиты сварщиков от излучения дуги в постоянных местах сварки. Для каждого рабочего устанавливают отдельную кабину размером 2 х 2,5 м. Ее стены могут быть выполнены из тонкого железа, фанеры или брезента. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов. Каркас кабины изготавливают из трубы или угловой стали, пол — из огнестойкого материала (кирпич, бетон или цемент). Стены окрашивают в светло-серый цвет красками, хорошо поглощающими ультрафиолетовое излучение (цинковые или титановые белила, желтый крон). Освещенность кабины должна составлять не менее 80 лк. Кабину оборудуют местной вентиляцией (рис. 6.1) с подачей воздуха 40 м3/ч на каждого рабочего.
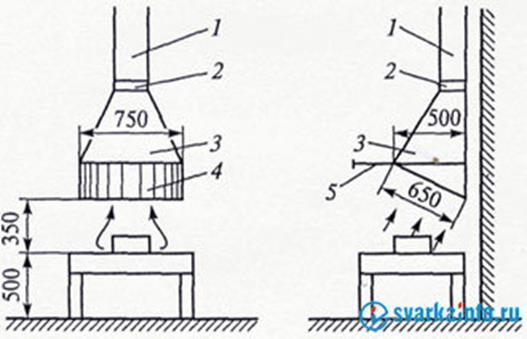
Рис. 6.1. Схема отсоса газов, выделяющихся при сварке, от сварочного поста:
1 — воздухопровод; 2 — шибер; 3 — воздухоприемник; 4 — штампованная решетка; 5 — козырек.
Вентиляционный отсос должен располагаться так, чтобы газы, выделяющиеся при сварке, проходили в стороне от сварщика. Сварку деталей производят на рабочем столе. Крышку стола толщиной 20... 25 мм изготавливают из чугуна. Сварочный пост оснащен генератором, выпрямителем или сварочным трансформатором (рис. 6.2).

Рис. 6.2. Электросварочное оборудование:
1 — сварочный трансформатор; 2 — ручка регулировки тока; 3 — электродержатель; 4 — заземляющий зажим; 5 — электрод; 6 — сетевой шнур
Электрододержатели применяют для закрепления электрода и подвода к нему тока при ручной электродуговой сварке. Их основные характеристики приведены в табл. 6.1.
Таблица 6.1. Характеристики электрододержателей.
| Номинальная сила сварочного тока, А | Продолжительность цикла, мин | Отношение продолжительности рабочего периода к продолжительности цикла, % | Масса, кг | Диаметр электрода, мм | Сечение присоединенного сварочного провода, мм2 |
| 125 313 500 | 5»» | 60»» | 0,35 0,50 0,70 | 1,5...3 2...6 4...10 | 25 50 70 |
Электрододержатели должны обеспечивать возможность захвата электрода не менее чем в двух положениях: перпендикулярно и под углом 115° и более к оси электрододержателя. Необходимо, чтобы конструкция электрододержателя позволяла производить замену электрода за время, не превышающее 4 с. Токоведущие части электрододержателей должны иметь надежную изоляцию сопротивлением не менее 5 МОм для предотвращения их случайного непосредственного контакта со свариваемым изделием или руками сварщика.
Изоляция рукоятки должна выдерживать без пробоя испытательное напряжение 1500 В частотой 50 Гц в течение 1 мин.
Температура наружной поверхности рукоятки при номинальном режиме работы не должна повышаться более чем на 55 °С. Необходимо, чтобы поперечное сечение рукоятки в месте обхвата ладонью сварщика вписывалось в круг диаметром не более 40 мм.
Электрододержатели должны обладать достаточной механической прочностью. Схемы некоторых типов электрододержателей показаны на рис. 6.3.

Рис. 6.3. Типы электрододержателей: а — вилочный; б, в — щипцовый; г — с пружинящим кольцом
Таблица 6.2. Площади сечения сварочного провода в зависимости от силы сварочного тока
| Сила тока, А | Площадь сечения провода, мм2 | |
| одинарного | двойного | |
| - | ||
| 2x16 | ||
| 2x25 | ||
| 2x35 |
К дополнительному инструменту сварщика относятся винтовые зажимы, проволочные щетки, клейма, зубила и молотки. Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, в которые конец провода впаивают твердым припоем. Зажимы должны обеспечивать плотный контакт со свариваемым изделием.
Для зачистки швов и удаления шлака применяют проволочные щетки — ручные и с электроприводом.
Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки.
Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы аналогичной длины, изготовленные из отрезка трубы диаметром 50...75 мм, с приваренным донышком-подставкой.
Сварочные провода служат для подвода тока от сварочной машины или трансформатора к электрододержателю и свариваемому изделию. Электродержатель снабжают гибким изолированным резиновым проводом, сплетенным из большого числа отожженных и облуженных медных проволок диаметром 0,18...0,2 мм.
Рекомендуемые площади сечения сварочных проводов приведены в табл. 6.2. Применять провод длиной более 30 м нецелесообразно вследствие значительного падения напряжения в сварочной цепи.
Date: 2016-08-29; view: 597; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |