Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Инструмент
К инструментам и принадлежностям электросварщика относятся электрододержатель, щиток или маска, специальный молоток с зубилом, стальная щётка, металлические клейма для маркировки сварных швов и ящик или сумка для хранения и переноски электродов и инструмента.
Электрододержатель - один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасные условия труда. Электрододержатель должен удовлетворять следующим требованиям: быть лёгким (не более 0,5 кг) и удобным в обращении; иметь надёжную изоляцию; не нагреваться при работе и обеспечивать наиболее полное расплавление электрода; обеспечивать быстрое и надёжное закрепление электрода в удобном для сварки положении; его зажимное устройство должно действовать без больших усилий как при закрепление электрода, так и при его смене; присоединение сварочного провода к стержню держателя должно быть прочным и обеспечивать надёжный контакт. Для ручной дуговой сварки существует несколько типов электрододержателей. В некоторых из них для безопасной работы сварщика предусмотрено либо ручное, либо автоматическое отключение тока в момент прекращения процесса сварки. Один из таких электрододержателей показан на рисунке 8.

При ввинчивании стержня 9 в трубку до соприкосновения его с контактом, электрическая цепь от провода до цилиндрического контакта 4 замыкается. При одном-двух поворотах цилиндрической рукоятки стержень 6 вывинчивается из трубки 3 и образует зазор между ним и контактом 10, в результате чего электрическая цепь размыкается.
Щитки и маски
(рис.9) применяются для предохранения глаз и кожи лица сварщика от вредного влияния ультрафиолетовых лучей и брызг расплавленного металла. Их изготовляют из лёгкого токонепроводящего материала (фибра, спецфанера). Масса щитка или маски не должна превышать 0,6 кг. За процессом сварки наблюдают через специальные стёкла. Тёмные стёкла - светофильтры марки Э-1 применяют при величине тока до 70А, Э-2 – при величине тока до 200А, Э-3 - при величине тока 400А и Э-4 - при величине тока больше 400А. Для предохранения от брызг металла светофильтры марки ТС-3 закрывают прозрачным стеклом. Для работы в монтажных условиях лучше применять каску-маску, которая также надёжно защищает голову и удобна в эксплуатации как в летнее, так и зимнее время.

Сварочные провода.
Ток от силовой сети подводится к сварочным аппаратам по проводам марки КРПТ. От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АПР, или ПРГД с резиновой изоляцией. К электрододержателю должен быть подключен гибкий медный провод марки ПРГД длиной не менее 3 м.
В таблице 2 приведены данные по выбору сечения гибких сварочных проводов. Длина проводов от сварочных аппаратов к рабочему месту не должна быть более 30–40

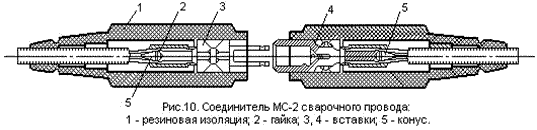
так как при большей длине проводов напряжение в них значительно упадёт, что приведёт к уменьшению напряжения дуги. Для соединения сварочных проводов применяют специальные муфты (рис.10).
Сечение сварочного кабеля, присоединяющего источник питания к электрододержателю, подбирают в зависимости от наибольшей величины сварочного тока: при токе до 240А - 25 мм2; до 300А - 35 мм2, до 400А - 50 мм2, до 500А - 70 мм2. Гибкий (медный) кабель используют на напряжение до 220 В. В случае использования негибкого кабеля конец его, подсоединяемый к электрододержателю, длиной не менее 1,5-3м должен быть обязательно гибким. Общая длина сварочного кабеля должна быть не более 30-40м, так как при более длинном кабеле ухудшается процесс сварки из-за падения напряжения в сварочной цепи.
Для подсоединения сварочного кабеля к источнику питания используют специальный концевой соединитель заводского изготовления или приваренную к кабелю клемму. Сращивание коротких кусков кабеля осуществляют соединителями заводского изготовления (рис.10) МС-2, предназначенными для соединения кабелей сечением 35, 50 и 70 мм2. Соединитель МС-2 состоит из двух частей, которые соединяются вставками и закрепляются поворотом одной из частей. Разъединение совершается аналогично закреплению поворотом в обратную сторону. Перед соединением к каждой половине соединителя прикрепляется сварочный кабель путём заклинивания жил его оголённой части между корпусом гайки, вставками и конусом. Соединитель покрыт резиновой изоляцией. Существуют другие типы соединителей, имеющих конструктивные особенности, принципиально не отличающиеся от МС-2.
Вспомогательный инструмент
В процессе работы сварщик пользуется инструментами для зачистки кромок от ржавчины и других загрязнений, а также для вырубки дефектов и зачистки швов от шлака. Для этого применяют металлическую проволочную щётку, зубило, молоток, комбинированное зубило с рукояткой, имеющее один заострённый конец, а другой конец в виде обычного зубила. Такая форма зубила удобна для очистки от шлака отдельных слоёв многослойного шва. Иногда применяют комбинированное зубило-щётку, но оно менее удобно, так как не имеет заострённого конца. У сварщика должно быть личное клеймо для клеймения выполненных швов.
Для измерения разделки кромок, зазора между стыками и сварных швов используют набор шаблонов ШС-2. Шаблоны позволяют контролировать угол скоса кромок, размер притупления, качество сборки под сварку, размер деплонации (превышение одной кромки над другой) стыковых швов и величину зазора в стыковых и тавровых соединениях. В готовых сварных швах могут быть проверены высота выпуклости стыкового и углового шва, ширина шва, величина катета углового шва.
Для работы сварщику необходимо иметь набор инструментов, включающий инструмент для зачистки (проволочную щётку, зубило, молоток), разводной ключ, шаблоны и д.р. Имеются наборы инструмента ЭНИ-300, КИ-315 и КИ-500, куда входят кроме перечисленного инструмента электрододержатель, приспособления для соединения кусков сварочного кабеля и для заземления, пассатижи и другие инструменты и приспособления. Весь этот комплект размещён в инструментальном ящике с ручкой и переносится по мере необходимости с одного поста на другой. Такой комплект каждому сварщику желательно иметь, однако есть инструменты, без которых сварщик вообще не должен работать: стальная проволочная щётка, зубило, молоток, зубило с рукояткой, имеющие один заострённый конец и другой, заточенный как зубило, пассатижи.
Спецодежда электросварщика.
Спецодежда (куртка и брюки или комбинезон, а также рукавицы) изготовляются из плотного брезента, сукна, асбестовой ткани и других материалов. Спецодежда выдаётся бесплатно в соответствии с нормами и сроками носки. Брюки носят навыпуск, а куртку - не заправляют в брюки. Чтобы избежать попадания расплавленного металла, карманы куртки должны закрываться клапанами, куртка должна застёгиваться на все пуговицы. В резиновой спецодежде, обуви и перчатках, за исключением особенно сложных условий, работать нельзя, так как брызги металла прожигают резину. Головной убор должен быть без козырька, а обувь - на резиновой подошве. В холодное время года разрешается надевать валенки.
Date: 2016-02-19; view: 436; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |