Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Влияние импульсного тока на свойства латунных поверхностей при ЭПО
Из литературных источников известно, что режимы импульсного тока используются в электрохимии для улучшения качества гальванических покрытий [47 – 49], в размерной электрохимической обработке – для улучшения чистоты обрабатываемой поверхности [50 – 52], однако для электролитно-плазменной обработки импульсные токи, насколько нам известно, не применялись.
Были проведены исследования влияния импульсного режима возбуждения электролитной плазмы на шероховатость, контактное сопротивление и коэффициент яркости плоскопараллельных латунных образцов [53]. Измерение параметров поверхности проводилось на оборудовании и по методикам, изложенным в гл. 2. Обработка проводилась при рабочем напряжении 220 В, понижение либо повышение рабочего напряжения отрицательно сказывалось на качественных характеристиках поверхности. Технические возможности источника тока позволяли изменять только длительность импульса и паузы в пределах (0...100) мс, не меняя формы импульсов, поэтому исследуемыми параметрами импульсного тока были скважность и частота в ограниченных пределах. Образцы после обработки промывались в теплой проточной воде с последующей протиркой ветошью.
Анализ полученных данных (табл. 4.4) показывает, что при увеличении скважности импульсного тока вначале происходит уменьшение величины шероховатости Ra и достигается ее минимум, равный 0,203 при скважности 5. По сравнению с шероховатостью родной поверхности величина Rа уменьшается в 5 раз. Далее начинается постепенноеувеличение значения Rа и при скважности 9 оно немного превышает величину шероховатости поверхности образца, обработанного в электролитной плазме при возбуждении ее постоянным током (табл. 4.5). Уменьшение шероховатости поверхности с увеличением скважности происходит и при увеличении длительности импульса и паузы. Однако для коротких длительностей импульса и паузы величины шероховатости ниже, хотя значения скважности равны.
Сравнение величины шероховатости поверхностей, обработанных в электролитной плазме со значениями, обеспечиваемыми традиционными способами обработки показывают, что при электрохимическом (газировании значения Rа выше в 3-4 раза, при химическом – в 2-3 раза и только механическое полирование дает уменьшение Ra по сравнению с ЭПО.
Таблица 4.4 Влияние параметров импульсного тока при ЭПО на шероховатость, коэффициент яркости и контактное сопротивление латунных поверхностей
| Длительность | Скважность, q | Частота, F, Гц | Шероховатость, Ra, мкм | Коэффициент яркости, Р | Контактное сопротивление, RK, мОм | ||
| импульса, tи мс | паузы, tп, мс | ||||||
| 10,0 | 10,0 | 2,0 | 50,0 | 0,413 | 6,00 | 6,50 | |
| 10,0 | 20,0 | 3,0 | 33,3 | 0,471 | 4,65 | 6,24 | |
| 10,0 | 30,0 | 4,0 | 25,0 | 0,314 | 5,13 | 5,30 | |
| 10,0 | 40,0 | 5,0 | 20,0 | 0,203 | 1,10 | 4,90 | |
| 10,0 | 50,0 | 6,0 | 16,7 | 0,275 | 1,97 | 4,87 | |
| 10,0 | 60,0 | 7,0 | 14,3 | 0,292 | 2,10 | 4,84 | |
| 10,0 | 70,0 | 8,0 | 12,5 | 0,378 | 2,60 | 4,80 | |
| 10,0 | 80,0 | 9,0 | 11,1 | 0,359 | 3,25 | 5,10 | |
| 10,0 | 90,0 | 10,0 | 10,0 | 0,356 | 4,00 | 5,48 | |
| 20,0 | 40,0 | 3,0 | 16,7 | 0,414 | 2,40 | 6,10 | |
| 20,0 | 60,0 | 4,0 | 12,5 | 0,395 | 2,15 | 5,73 | |
| 20,0 | 80,0 | 5,0 | 10,0 | 0,357 | 2,03 | 5,00 | |
| 30,0 | 60,0 | 3,0 | 11,1 | 0,330 | 2,10 | 5,54 | |
| 30,0 | 90,0 | 4,0 | 8,3 | 0,258 | 2,65 | 6,18 | |
| 40,0 | 80,0 | 3,0 | 8,3 | 0,332 | 2,55 | 6,04 | |
Измерения коэффициента яркости показали, что вначале с увеличением скважности наблюдается уменьшение коэффициента яркости с 23 (для исходной поверхности) до 1,1 при скважности, равной 5, после чего начинается плавное возрастание его величины до значения 4,0 при скважности 10. Как следует из данных, представленных в табл. 4.5, наименьшие значения коэффициента яркости обеспечивают электрохимическое полирование и ЭПО импульсным током. Несколько хуже значения получены после механического полирования и ЭПО постоянным током.
Таблица 4.5 Влияние способа обработки на шероховатость, контактное сопротивление и коэффициент яркости латунных поверхностей.
| Способ обработки поверхности | Шероховатость, Ra, мкм | Контактное сопротивление, Rk, мОм | Коэффициент яркости, Р | Максимальная высота микронеровностей измеренная на ACM, Rz, мкм |
| Без обработки | 1,011 | 11,20 | 23,00 | 0,3380 |
| Протравленная | 0,633 | 9,30 | 1,80 | - |
| Механическая | 0,077 | 6,53 | 2,55 | 0,0447 |
| Химическая | 0,608 | 3,80 | 8,65 | 0,1135 |
| Электрохимическая | 0,905 | 6,88 | 1,10 | 0,0794 |
| ЭПО (Iпост) | 0,340 | 3,10 | 2,08 | 0,0446 |
| ЭПО (Iимп) | 0,203 | 3,20 | 1,10 | 0,0233 |
Значение контактного сопротивления с увеличением скважности уменьшается, достигая минимума при скважностях 5-8, а затем происходит его увеличение. Полученные кривые зависимости шероховатости, коэффициента яркости и контактного сопротивления от скважности импульсного тока (рис. 4.2 a-в) наглядно показывают тесную взаимосвязь между данными характеристиками поверхности, четко видна оптимальная скважность, обеспечивающая получение максимальных значений измеряемых параметров.
При увеличении частоты импульсного тока, в отличие от скважности, происходит увеличение значений шероховатости и коэффициентов яркости. Значения шероховатости поверхностей, обработанных при одинаковых частотах, но разных скважностях, сравнимы между собой.
Полученные закономерности хорошо согласуются с результатами исследования топографии поверхности на атомно-силовом микроскопе (рис.4.3).

А)

Б)

В)
Рис.4.2– Влияние скважности импульсного тока на характеристики обработанных латунных поверхностей: шероховатость (а), коэффициент яркости (б) и контактное сопротивление (в).
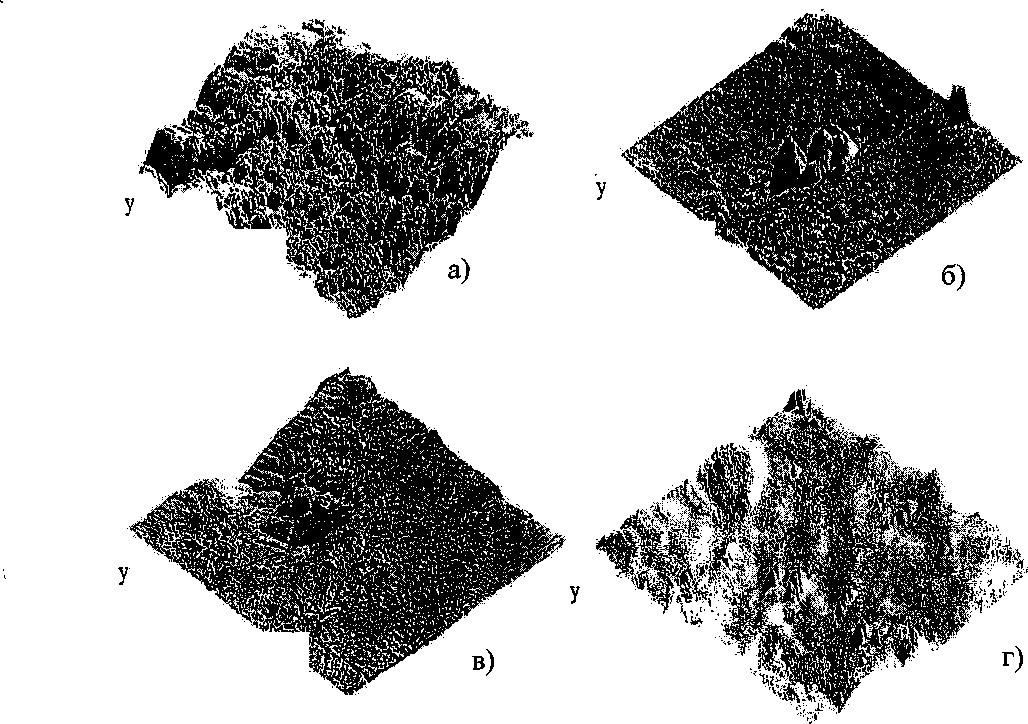
Рис.4.3– ACM-изображения типичных участков рельефа поверхности из латуни после различных способов обработки: а) исходная поверхность, б) электрохимическое полирование, в) ЭПО постоянным током, г) ЭПО импульсным током.
В исходном состоянии поверхность латуни широко развита, максимальная высота ее микронеровностей составляет 0,338 мкм (табл.4.5). Из традиционных методов наибольшую сглаженность поверхности обеспечивают механическое и электрохимическое полирование. Сравнение снимков поверхности после различных способов обработки, полученных с помощью атомно-силового микроскопа, свидетельствует о том, что поверхности после ЭПО имеют волнообразный характер, причем обработка идет преимущественно по основному зерну, а границы зерен, видимо, из-за большей концентрации окислов и органических загрязнений обрабатываются с меньшей скоростью. Среднеквадратическая высота микронеровностей, максимальная высота и средний угол наклона рельефа при ЭПО (импульсный ток) более чем в 5 раз ниже соответствующих величин при химической обработке, в 3,5 раза ниже по сравнению с электрохимическим полированием и несколько лучше значений, полученных при механическом полировании.
Улучшение качественных характеристик латунных поверхностей при ЭПО импульсными токами можно, в первую очередь объяснить ростом плотности тока в момент подачи импульса, что приводит к ускоренному снятию слоя металла. Это подтверждают данные, приведенные на рис.4.4, где показано влияние рабочего напряжения на скорость съема металла при ЭПО постоянным и импульсным токами. Из рисунка видно, что при обработке импульсными токами (кривая 1) с ростом напряжения идет рост съема металла, в то время как при постоянном токе съем уменьшается. Согласно [54], в начале процесса анодного съема металла микрорельеф повторяет профиль заготовки и для того, чтобы исключить влияние обработки, предшествующей анодной, необходимо удалить с поверхности припуск в несколько раз больший, чем начальная высота неровностей, после чего при стабильных параметрах процесса шероховатость не меняется. Учитывая вышесказанное и данные рис. 4.4, можно сделать вывод, что при ЭПО импульсными токами происходит лучшее сглаживание поверхности за счет дозированной подачи энергии в зону обработки и при более высоком напряжении на электродах большего съема металла. Помимо роста плотности тока, улучшение качества поверхности при ЭПО импульсными токами можно также объяснить уменьшением пассивационных ограничений за счет того, что в паузах между импульсами анодного растворения металла не происходит, а электролит протекает и освобождает анод от продуктов обработки, происходит выравнивание температуры электролита.

Рис.4.4– Влияние рабочего напряжения при ЭПО на скорость съема металла
Положительно характеризует ЭПО импульсными токами и тот факт, что в этом случае происходит снижение потерь напряжения в приэлектродных слоях за счет меньшего газонаполнения межэлектродного промежутка в период протекания тока. Как недостаток надо отметить то, что усложняются источники питания и повышаются требования к их надежности.
Полученные результаты доказали возможность применения ЭПО импульсными токами для обработки поверхностей из латуни. Показано, что возбуждение электролитной плазмы импульсным током при отделке деталей из латуни позволяет получить значения шероховатости поверхности, контактного сопротивления и коэффициента яркости лучше, чем после химического и электрохимического полирования, ЭПО постоянным током и сравнимые с величинами для механического полирования, при этом увеличивается производительность процесса обработки по сравнению с ЭПО постоянным током. Однако, надо иметь в виду тот факт, что при ЭПО импульсными токами происходит значительный съем металла и поэтому данный способ неприемлем в тех случаях, когда имеются жесткие требования к геометрическим размерам детали. Не был получен положительный эффект при применении ЭПО импульсными токами для обработки поверхностей из углеродистых и нержавеющих сталей.
Date: 2015-11-14; view: 437; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |