Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Автоматизация работы мартеновской печи
Автоматизация управления тепловой работой современной мартеновской печи — необходимый элемент прогресса сталеплавильного производства. Автоматизация позволяет упростить и облегчить труд сталевара и повышает технико-экономические результаты работы, способствуя снижению удельного расхода топлива, повышению производительности печи и увеличению ее стойкости.
Почти все мартеновские печи СНГ оборудованы контрольно-измерительными и регулирующими приборами и устройствами для полного автоматического контроля и регулирования тепловой работы.
Контролю и автоматическому регулированию подвергаются следующие основные операции:
1. Подача топлива в печь и горение топлива. В зависимости от периода (завалка, плавление, кипение) автоматически поддерживается определенный расход топлива. Если отдельные элементы печи (свод, верхние ряды насадок регенераторов) чрезмерно перегреваются, подача топлива автоматически уменьшается.
В соответствии с изменением количества подаваемого в печь топлива изменяется расход воздуха. Соотношение между расходом топлива, воздуха и кислорода поддерживается таким, чтобы обеспечить полное сгорание топлива в рабочем пространстве печи.
2. Поддержание на определенном уровне давления газов в
рабочем пространстве печи. Если давление в рабочем прост
ранстве печи возрастает (оно непрерывно замеряется под
сводом) и газы через гляделки и неплотности начинают вы
бивать из печи, то регулирующий шибер в борове автомати
чески поднимается, если давление падает, то шибер опус
кается, сопротивление возрастает и давление повышается.
Обычно давление под сводом составляет 19,6—23 Па.
3. Перекидка клапанов. При нагреве одной пары насадок
и охлаждении другой, а также при нагреве свода наступает
момент, когда целесообразно изменить направление движения
газов. Этот момент определяют специально проводимыми
предварительными исследованиями. На основании полученных
результатов автоматику печи настраивают так, что подача
топлива и воздуха в одну пару насадок автоматически прек
ращается и они направляются в другую пару насадок.
Перекидка клапанов в периоды, когда шихта хорошо воспринимает тепло, а следовательно, насадки и свод не перегреваются, осуществляется каждые 20—30 мин. По мере нагрева металла перекидки учащаются и перед выпуском перекидка клапанов происходит через каждые 3—5 мин.
4. Распределение продуктов сгорания между насадками
регенераторов. Чтобы не допускать неравномерного нагрева
газового и воздушного регенераторов, количество горячих
продуктов сгорания, направляемых в тот или иной регенера
тор, автоматически регулируется с помощью специального
шибера, устанавливаемого в воздушном борове (борове от
воздушного регенератора).
Разработан и успешно эксплуатируется ряд схем регулирования тепловой работы печи.
Разрабатывают схемы для автоматического контроля степени усвоения шихтой тепла в каждый данный момент плавки (мгновенное теплоусвоение), количества накопленного шихтой тепла от начала плавки, скорости выгорания углерода, концентрации углерода (и других примесей) в любой момент плавки, коэффициента полезного теплоиспользования, а также методы непрерывного замера температур металла и других параметров работы печи. Знание величины теплоусвоения позволит автоматически регулировать скорость завалки в соответствии с накоплением тепла шихтой, а также автоматически определять оптимальную тепловую нагрузку в раз-



 личные периоды плавки; знание величины скорости выгорания углерода в каждый данный момент позволит оценивать ход плавки и даст данные для регулирования процесса горения. Знание величины других параметров позволит в большей степени автоматизировать управление работой печи. Однако на практике увеличение производительности мартеновских печей и улучшение технико-экономических показателей их работы в большинстве случаев лимитируется возможностями самой печи и организацией производства в цехе. Поэтому улучшение организации производства дает даже больший эффект, чем внедрение схем комплексной автоматизации их работы.
личные периоды плавки; знание величины скорости выгорания углерода в каждый данный момент позволит оценивать ход плавки и даст данные для регулирования процесса горения. Знание величины других параметров позволит в большей степени автоматизировать управление работой печи. Однако на практике увеличение производительности мартеновских печей и улучшение технико-экономических показателей их работы в большинстве случаев лимитируется возможностями самой печи и организацией производства в цехе. Поэтому улучшение организации производства дает даже больший эффект, чем внедрение схем комплексной автоматизации их работы.
§ 8. ТЕПЛОВОЙ И МАТЕРИАЛЬНЫЙ БАЛАНСЫ МАРТЕНОВСКОЙ ПЛАВКИ
Основные статьи себестоимости мартеновской стали (расход металлической шихты и расход топлива на 1 т жидкой стали) определяются тепловыми и материальными балансами. Данные расчетов баланса одной из плавок в 50-т печи по скрап-процессу приведены в табл. 8, а 185-т печи по скрап-рудному процессу при работе без продувки ванны кислородом — в табл. 9.
На основе данных, приведенных в табл. 8 и 9, можно сделать следующие выводы:
1. Выход жидкой стали при скрап-рудном процессе (по отношению к массе чугуна и скрапа) значительно выше, чем при скрап-процессе, что обусловлено восстановлением железа из заваливаемой в печь железной руды.
2. Из атмосферы печи поступает кислорода значительно больше при скрап-процессе (при скрап-рудном процессе основное количество кислорода на окисление примесей поступает с заваливаемой железной рудой).
3. Общее количество образующегося за плавку шлака при скрап-рудном процессе больше, чем при скрап-процессе.
4. Мартеновская печь является очень несовершенным теп
ловым агрегатом, лишь небольшая доля общего прихода тепла
расходуется полезно — на нагрев металла и шлака. Значи
тельное же количество тепла уносится дымовыми газами и
теряется (следует при этом иметь в виду, что часть тепла,
уносимого из рабочего пространства газами, возвращается с
нагретым в регенераторах воздухом и газом).
Таблшц а 8. Материальны! а тепловой балансы плавка при основном мартеновском скрап-процессе1
| Приход | % | Расход | % |
| Материальный баланс {на 100 единиц массы металлической mux | ты) | ||
| Чугун чушковый.... | 34,000 | Сталь жидкая.... | 96,402 |
| Скрап........................... | 66,000 | Корольки металла в шлаке | 0,650 |
| Ферромарганец.... | 0,838 | Шлак скаченный... | 5,339 |
| 1,250 | Шлак конечный в печи | ||
| Известняк в завалку | 4,597 | перед выпуском... | 8,013 |
| Железная руда.... | 2,000 | СО от окисления углеро- | |
| Заправочный материал (до- | 3,051 | ||
| 3,000 | СО от разложения извест- | ||
| Материал свода.... | 0.200 | няка и извести... | 1,910 |
| Кислород и атмосфера печи | 2,560 | Влага, содержащаяся в | |
| известняке и железной руде | 0,080 | ||
| Всего................... | 115,445 | 115,445 | |
| Тепловой баланс | рабочего пространства | ||
| Экзотермические реакции | На нагрев стали.. | 15,43 | |
| выгорания примесей.. | 8,30 | На нагрев шлака.. | 3,44 |
| Теплота шлакообразования | 0,48 | Испарение влаги из руды | |
| Теплота сгорания топлива | и известняка.... | 0.06 | |
| 61,67 | Разложение известняка | 0,85 | |
| Физическое тепло воздуха, | Уносится с продуктами | ||
| нагретого в регенераторах | 29,55 | Потери в окружающую среду и с охлаждающей | 63,86 |
| 16,36 | |||
| Всего................... | 100,00 Всего............. среднеуглеродистая сталь с раскисление;* | 100.00 | |
| 'Выплавляется спокойная | 1 в печи | ||
| ферромарганцем и доменным ферросилицием. |
5. В отличие от конвертерных процессов доля прихода тепла от экзотермических реакций окисления примесей невелика, основную статью прихода тепла составляет тепло сгорания топлива.
Если составить тепловой баланс не рабочего пространства, а всей печи (без учета регенерации тепла), то можно приблизительно принимать, что 90 % прихода тепла — это тепло сгорания топлива (10 % — тепло экзотермических реакций окисления примесей). Что же касается расхода тепла, то он делится примерно на три равные доли: 1) на процесс (нагрев металла и шлака); 2) на потери через кладку, с охлаждающей водой и др.; 3) на тепло, уносимое с продуктами сгорания.

 Таблиц 9. Матеркальный я тепловой балансы плавка при основном мартеновском скрап-рудном процессе1
Таблиц 9. Матеркальный я тепловой балансы плавка при основном мартеновском скрап-рудном процессе1
| Приход | % | Расход | % |
| Материальный баланс {на 100 единиц массы металлической шихты) | |||
| Чугун жидкий..................... | 65,000 | Сталь жидкая.... | 103,522 |
| Скрап............................ | 35,000 | Корольки металла в шлаке | 0,757 |
| Ферромарганец.... | 0,578 | Шлак, спущенный из пе- | |
| Железная руда в завалку | 15,472 | чи во время плавления | 8,000 |
| Железная руда в период | Шлак конечный в печи | ||
| кипения........................ | 2,000 | перед выпуском... | 7,355 |
| Известняк в завалку | 4,755 | СО от окисления углеро- | |
| Известь в период кипения | 0,672 | 6,064 | |
| Заправочный материал (до- | С02 от разложения из- | ||
| ломит и магнезит).. | 3,000 | вестняка, извести, до- | |
| Материал свода.... | 0,200 | ломита.......................... | 2,203 |
| Кислород из атмосферы пе- | Влага, содержащаяся в | ||
| чи.................................. | 1,375 | известняке в железной | |
| РУД<=................................ | 0,151 | ||
| Всего.................... | 128,052 | 128,052 | |
| Тепловой баланс | рабочего пространства | ||
| Тепло жидкого чугуна | 10,30 | На нагрев стали.. | 20,10 |
| Экзотермические реакции | На нагрев шлака.. | 4,77 | |
| выгорания примесей.. | 8,52 | Испарение влаги из руды | |
| Теплота шлакообразования | 0,58 | известняка.................. | 0,13 |
| Тепло сгорания топлива | Разложение известняка | 1,05 | |
| (смешанного газа) ■.. | 48,75 | Уносится с продуктами | |
| Физическое тепло воздуха. | сгорания..................... | 58,90 | |
| нагретого в регенераторах! | 20,93 | Потери в окружающую | |
| Физическое тепло газа, на* | среду и с охлаждением | ||
| гретого в регенераторах | 10,92 | 15,05 | |
| Всего................... | 100,00 ггаль СтЗ | Всего........................ с раскислением в печи ферромарг | 100,00 |
| Шьшлавляется кипящая с | анием. |
Следует иметь в виду, что во всех экономических расчетах расходы шихты, топлива и других материалов относят не к жидкой стали (как в расчете баланса), а к годной стали. Выход 1 т годной стали равен 1 т жидкой стали минус потери при разливке, брак и др. С уменьшением этих потерь величина выхода годной стали приближается к величине выхода жидкой стали, в результате чего уменьшается расход шихты и других материалов на 1 т годной стали.
Уменьшить в тепловом балансе абсолютные величины статей расхода тепла на нагрев стали и шлака невозможно, так как сталь и шлак необходимо нагревать до определенной
температуры. Однако повысить долю этих статей в тепловом балансе можно, уменьшив другие статьи расходной части баланса: количество тепла, уносимого продуктами сгорания (в результате улучшения теплопередачи), и потери тепла (в окружающую среду, при охлаждении и др.) в результате сокращения продолжительности плавки и улучшения конструкции печи. Все мероприятия, способствующие сокращению продолжительности плавки, влияют на тепловой баланс таким образом, что доля полезно расходуемого тепла (на нагрев стали и шлака) возрастает. К этим мероприятиям прежде всего относятся: а) сокращение продолжительности завалки шихты; б) применение кислорода (вместо воздуха) для повышения температуры факела, в результате чего улучшается теплопередача и продолжительность плавки сокращается; в) подача в факел высокоскоростной струи кислорода, сжатого воздуха или перегретого пара, в результате чего повышается кинетическая энергия факела, улучшается его излучательная способность и возрастает доля тепла, передаваемого конвекцией; г) ускорение реакций окисления примесей при замене железной руды газообразным кислородом или сжатым воздухом; д) автоматизация работы печи с целью организации ведения плавки при оптимальных расходах топлива и добавочных материалов.
Цель почти всех технико-экономических мероприятий, проводимых в мартеновских цехах, — улучшение показателей материального и теплового балансов, так как эти показатели определяют в основном себестоимость стали.
Утилизация тепла отходящих газов. Очистка газов
Из данных теплового баланса видно, что около 2/3 общего количества тепла уходит из рабочего пространства печи вместе с дымовыми газами. Температура продуктов сгорания при выходе из рабочего пространства равна примерно 1700 °С. Вследствие подсоса воздуха и потерь тепла при прохождении через вертикальные каналы и шлаковики температура газов при поступлении в регенераторы снижается до 1500-1550 °С. Из-под насадок регенераторов дымовые газы выходят с температурой 500-800 °С. При прохождении через борова и перекидные клапаны эта температура снижается (главным образом в результате подсоса воздуха) еще на 100-200 °С.


 Таким образом, перед дымовой трубой температура отходящих газов составляет все еще 400—600 °С, они содержат около l/З общего количества тепла, поступающего в печь. Поэтому утилизация этого тепла позволяет существенно повысить показатели работы печи. Температура отходящих газов на двухванных печах, работающих без регенераторов, еще выше.
Таким образом, перед дымовой трубой температура отходящих газов составляет все еще 400—600 °С, они содержат около l/З общего количества тепла, поступающего в печь. Поэтому утилизация этого тепла позволяет существенно повысить показатели работы печи. Температура отходящих газов на двухванных печах, работающих без регенераторов, еще выше.
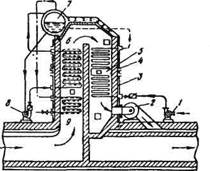
За всеми мартеновскими и двухваиными печами установлены котлы-утилизаторы. Наиболее распространен котел с многократной принудительной циркуляцией воды (рис. 115). В современных котлах-утилизаторах используется 60—70 % тепла отходящих продуктов сгорания и вырабатывается 350—450 кг пара на 1 т выплавляемой стали.
Температура продуктов сгорания в котлах-утилизаторах снижается до 150—230 °С. С такой температурой газы можно отсасывать дымососом прямого действия (котел представляет собой дополнительное значительное сопротивление на пути движения газов, поэтому тяги дымовой трубы на хватает, чтобы протянуть дымовые газы через котел, требуется дополнительный дымосос).
Снижение температуры дымовых газов при прохождении их через котел-утилизатор позволяет решить также чрезвычайно важную задачу — очистку дыма от плавильной пыли. Количество пыли в дымовых газах, выходящих из печи, колеблется по ходу плавки от 1,0 до 10,0 т/и3, 50—75 % пыли оседает в шлаковиках, 10-25 % в регенераторах и 10—20 % уходит в борова и в трубу.
|
Рис. 115. Котел-утилизатор вертикального типа:
1 — питательный насос; 2 — дымосос; 3 — футеровка; 4 — кожух котла; 5 — змеевик водяного экономайзера; б — испарителльный змеевик; 7 — барабан; 8 — циркуляционный насос; 9 — змеевик пароподогревателя
Если принять, что на 1т выплавляемой стали вместе с продуктами сгорания из трубы выходит 1кг плавильной пыли, то за год из труб мартеновских цехов современного металлургического завода, на котором выплавляют 4-5 млн.т стали в год, вылетает 4-5тыс.т мельчайшей (до 1 • 10"7см) плавильной пыли.
Для предотвращения уноса пыли после котлов-утилизаторов монтируют установки для ее улавливания обычно с электростатическими газоочистками.
Улавливаемую пыль (в основном оксиды железа) используют в качестве шихты в доменных или мартеновских печах.
Особенно важна установка очистительных устройств на современных печах, на которых применяют интенсивную продувку ванны кислородом. Содержание пыли при продувке возрастает перед котлом-утилизатором до 10-25 г/м3. Современные установки сухой (электростатической) и мокрой (в скруббере Вентури) очистки газов обеспечивают снижение содержания пыли на выходе из газоочистки до 0,1-0,15 г/м3.
Глава 4. ВЫПЛАВКА СТАЛИ В ЭЛЕКТРИЧЕСКИХ ПЕЧАХ
В настоящее время для массовой выплавки стали применяют дуговые электропечи, питаемые переменным током, индукционные печи и получающие распространение в последние годы дуговые печи постоянного тока, причем доля печей последних двух видов в общем объеме выплавки невелика.
В дуговых печах переменного тока в течение многих десятилетий выплавляли основную часть высококачественных легированных и высоколегированных сталей (сталей электропечного сортамента), которые было затруднительно либо невозможно выплавлять в конвертерах и мартеновских печах. Основные достоинства дуговых электропечей, позволяющие выплавлять такие стали, заключаются в возможности: быстро нагреть металл, благодаря чему в печь можно вводить большие количества легирующих добавок; иметь в печи восстановительную атмосферу и безокислительные шлаки (в восстановительный период плавки), что обеспечивает малый угар вводимых в печь легирующих элементов; возможность более полно, чем в других печах, раскислять металл, получая его с более низким содержанием оксидных неметаллических вклю-


 чений, а также получать сталь с более низким содержанием серы в связи с ее хорошим удалением в безокислительный шлак; плавно и точно регулировать температуру металла.
чений, а также получать сталь с более низким содержанием серы в связи с ее хорошим удалением в безокислительный шлак; плавно и точно регулировать температуру металла.
Стали электропечного сортамента выплавляют в печах вместимостью от 5 до 25—40 т с трансформаторами невысокой удельной мощности (200—400 кВ • А/т) по традиционной технологии, предусматривающей после расплавления металла проведение окислительного и длительного (1—1,5 ч) восстановительного периодов.
В 60-е годы с целью повышения производительности и технико-экономических показателей электросталеплавильного производства начали строить большегрузные (80—100 т и более) печи. В этих печах из-за малой эффективности восстановительного периода традиционная технология не обеспечивала требуемого высокого качества сталей электропечного сортамента и такие печи, в основном, используются для выплавки низко- и среднеуглеродистых сталей по упрощенной технологии без восстановительного периода.
В последние годы сооружают высокомощные (удельная мощность печного трансформатора 600—900 кВ • А/т) печи с водоохлаждаемыми сводом и стенками. Технология плавки в таких печах включает расплавление и короткий окислительный период, в течение которых происходит окисление углерода до заданного содержания, дефосфорация и нагрев металла, а затем металл выпускают в ковш, где методами вне-печной обработки ведут процессы рафинирования, раскисления и легирования, обеспечивая получение стали заданных состава и свойств.
Доля электростали в общей выплавке стали в мире непрерывно растет.
Date: 2015-11-13; view: 937; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |