Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Работа №8 измерения среднего диаметра резьбы калибра-пробки методом трех проволочек
Для проверки измерений этим методом необходимо:
1. Выбрать диаметр проволочек, необходимых для измерения:
Где P - шаг проверяемой резьбы;
α- угол профиля метрической резьбы.
Размеры диаметров проволочек проставлены на пластинках, к которым подвешены проволочки.
2. Проверить нулевое положение рычажного микрометра. Закрепить микрометр в стойке.
Микрометр рычажный (рис. 26) состоит из микрометрической головки и рычажно-зубчатого механизма, передающего перемещение подвижной пятки 2 микрометра на стрелку отсчетной шкалы 1. Измерительное усилие равно 200…400 г.
Перед началом измерения проверяют нулевой отсчет.
Проверка нулевого отсчета рычажного микрометра
Для проверки нулевого отсчета рычажного микрометра вращением барабана4 (рис.26) измерительные полоски приводят в соприкосновение друг с другом или с поверхностью установочной меры, если пределы измерения прибора от 25 до 50 мм. При этом должны совпадать нулевой штрих шкалы барабана с продольным штрихом на стебле и стрелка с нулевым штрихом шкалы рычажного устройства. Если стрелка рычажного устройства не совпадает с нулем шкалы, выполняют регулировку микрометра. Для этого вращением барабана 4 устанавливают стрелку шкалы 1 на нуль, закрепляют стопором 3 микрометрический винт, отвинчивают колпачок 5 барабана, снимают барабан с конуса, поворачивают его до совпадения нулевого штриха с продольным штрихом стебля и завинчивают колпачок 5. После регулировки стопор 3 следует отпустить.

Рисунок 26. Микрометр рычажный
Измерение рычажным микрометром
Измеряемое изделие вводят между измерительными поверхностями пятки и микрометрического винта и вращением барабана приводят в соприкосновение измерительные поверхности прибора с поверхностью изделия. Вращение барабана прекращают, когда стрелка шкалы 1 (см. рис. 26) окажется вблизи нуля (в пределах::!: 4 деления), а продольный штрих стебля совпадет с каким-либо штрихом барабана микровинта. За действительный размер принимают алгебраическую сумму отсчетов по шкалам стебля, барабана и рычажного устройства. Отсчет по барабану производится так же, как у гладкого микрометра.
Технические характеристики рычажного микрометра
Цена деления шкалы барабана, мм..................................................................... 0,01
Цена деления шкалы рычажно-зубчатого механизма, мм................................ 0,002
Пределы измерения микрометра (в целом), м……………………… 0...25; 25...50
Пределы показаний по шкале рычажно-зубчатого
механизма, мм................................................................................................. ± 0,02
Погрешность показаний микрометра, мм...................................................... ± 0,002
3. Поместив две проволочки во впадины резьбы со стороны микрометричес-кого винта и одну проволочку – со стороны пятки (рис.27). Нужно следить, чтобы проволочки касались резьбы доведенными поверхностями. Измерить расстоянием М в трех сечениях, перпендикулярных оси изделия

Рисунок 27. Схема измерения среднего диаметра
4. Вычислить средний диаметр резьбы:
Где - диаметр проволочек.
5. Построить схему расположения полей допусков по среднему диаметру (рис. 28). Для этого по ГОСТ 24705 – 81 «Резьба метрическая. Основные размеры» или по формуле:

Где D – наружный диаметр гайки, определить средний диаметр гайки. По ГОСТ 16093 - 81 «Резьба метрическая. Допуски» (приложение 5) определить допуск на средний диаметр гайки. По ГОСТ 24997 – 81 «Калибры для резьбы. Допуски» (приложение 6) определить допуск на изготовление и износ резьбового проходного калибра- пробки.
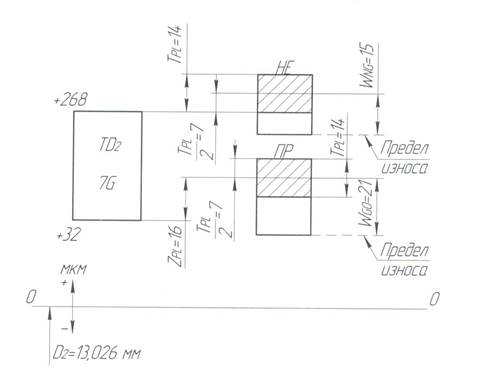
Рисунок 28. Схема расположения полей допусков по среднему диаметру
гайки и резьбового калибра-пробки
6. Подсчитать исполнительный размер проходного калибра-пробки по среднему диаметру.

7. Дать заключение о годности калибра.
Date: 2015-09-24; view: 3382; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |