Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
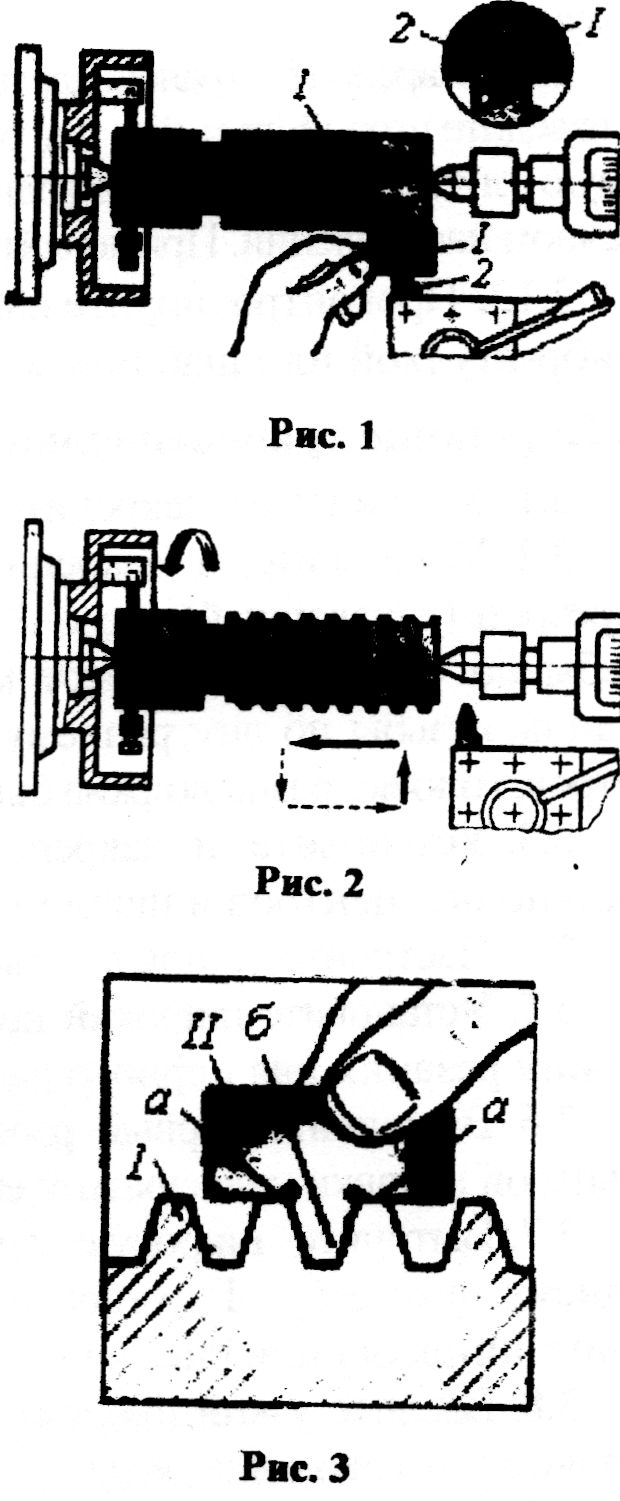
Оснащение рабочего места. => Станок модели 1К62 или 16К20, комплекты принадлежностей и приспособлений к ним;
=> Станок модели 1К62 или 16К20, комплекты принадлежностей и приспособлений к ним;
=> заготовки деталей для нарезания наружной прямоугольной и трапецеидальной резьб;
=> резьбовые прямоугольные и трапецеидальные резцы, черновые и чистовые из быстрорежущей стали и твердых сплавов;
=> шаблоны для установки резьбовых резцов и проверки резьбы;
=> прорезные резцы;
=> штангенциркуль с ценой деления по нониусу 0,1...0,05 мм;
=> мелкозернистый брусок из зеленого карбида кремния или алмазный;
=> защитные очки.
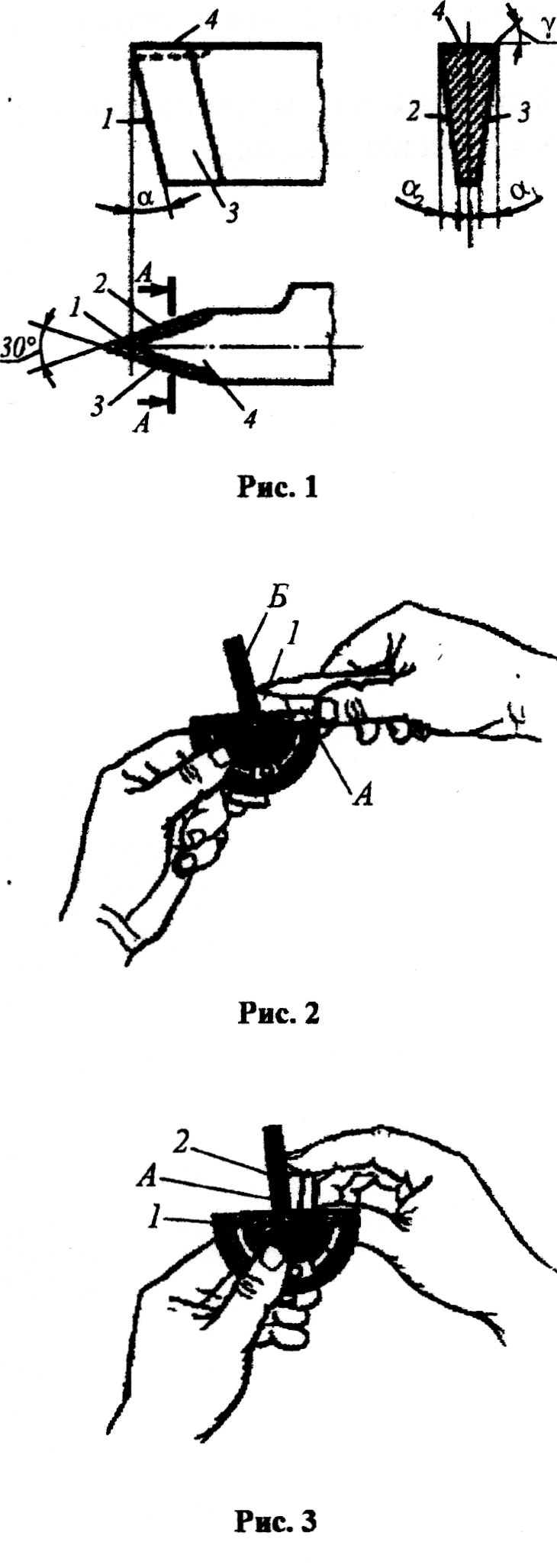
ЗАТАЧИВАНИЕ РЕЗЦОВ ДЛЯ НАРЕЗАНИЯ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ С УГЛОМ ПРОФИЛЯ 30°
1. Заточите резец по главной задней поверхности, выдержав заданный задний угол для нарезания трапецеидальной резьбы (рис. 1). При заточке главной задней поверхности 1 пользуйтесь теми же приемами, что и при заточке такой же поверхности прорезного резца. Главный задний угол равен 4...8°.
2. Проконтролируйте главный задний угол (рис. 2). Резец поставьте на измерительную поверхность А универсального угломера так, чтобы измерительная поверхность Б плотно прилегала к главной задней поверхности резца 1. По градуированной шкале определите величину заточки главного заднего угла
3. Заточите резец по передней поверхности 4 (см. рис. 1, передний угол γ). Рекомендуется на передней поверхности выполнить канавки вдоль режущих кромок, соблюдая их прямолинейность и горизонтальность. В этом случае передние углы у рабочих клиньев будут равны 10... 15°.
4. Заточите резец по вспомогательной задней боковой поверхности 3 (см. рис. 1), выдержав заданный вспомогательный задний угол a1. Приемы заточки вспомогательной задней боковой поверхности (для образования вспомогательного заднего угла с) такие же, как при заточке проходного твердосплавного отогнутого правого резца. При заточке резец систематически охлаждайте и пользуйтесь защитными очками или предохранительным экраном. Величина заточки угла a1 (для правой резьбы) должна равняться углу подъема витка резьбы р плюс 2...3°.
5. Проконтролируйте вспомогательный задний угол a1 Резец 2 (рис. 3) вставьте в универсальный угломер 1 так, чтобы измерительная поверхность А плотно прилегала к задней вспомогательной поверхности головки резца. По градуированной шкале прочитайте величину заточки вспомогательного заднего угла a1.
6. Заточите вторую заднюю вспомогательную поверхность резца 2, выдержав заданный вспомогательный задний угол a2 Приемы заточки вспомогательной боковой поверхности 2 для образования вспомогательного заднего угла «2 такие же, как при заточке проходного твердосплавного отогнутого правого резца. В данном случае угол a2 должен быть равен 2...30.
|
7. Проконтролируйте вспомогательный задний угол «2. Контроль
 выполняется так же, как и для заднего вспомогательного угла а (см. п. 5).
выполняется так же, как и для заднего вспомогательного угла а (см. п. 5).
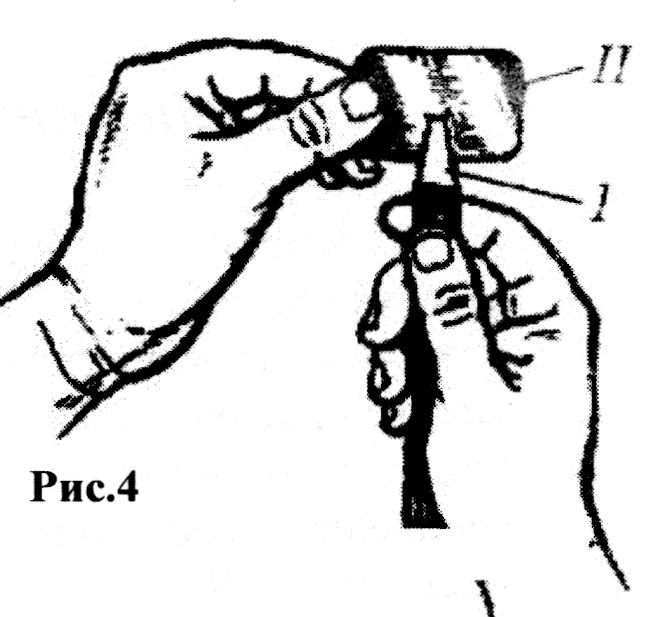
8. Проконтролируйте профиль головки резьбового резца. Шаблон II (рис. 4) возьмите левой рукой, резец 1 - правой. Головка резца должна плотно войти в шаблон без какого-либо просвета и перекоса.
9. Выполните доводку резца мелкозернистым бруском из зеленого карбида кремния или алмазным.
 НАРЕЗАНИЕ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ С УГЛОМ ПРОФИЛЯ 300
НАРЕЗАНИЕ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ С УГЛОМ ПРОФИЛЯ 300
Date: 2015-09-23; view: 910; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |