Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Перечень тестовых вопросов к экзамену по дисциплине
Зав. кафедрой ПА
Л.Н.Грачева
Протокол №__
Перечень тестовых вопросов к экзамену по дисциплине
«Автоматизация технологических процессов и производств»
1. В каком году были сооружены первые автоматические линии:
1) 1960г.
2) 1950г.
3) 1920г.
4) 1970г.
5) все варианты верны
6) нет правильного ответа.
2. Самостоятельно действующее устройство или совокупность устройств, выполняющих по заданной программе без непосредственного участия человека процессы получения преобразования, передачи и использовании энергии, материалов и информации это:
1) полуавтомат
2) промышленный робот
3) автоматическая линия
4) автомат
5) все варианты верны
6) нет правильного ответа.
3. Технические преимущества автоматически управляемых производственных систем заключаются в том, что обеспечивают:
1) более высокое качество управления процессами
2) стабильность ритма работы оборудования
3) возможность расширения производства без увеличения трудовых ресурсов
4) 1,2
5) 2,3
6) 1,3
4) Возможность значительного повышения производительности труда; более экономичное использование ресурсов; более высокое и стабильное качество работы;
возможность расширения производства без увеличения трудовых ресурсов это:
1) социальные преимущества автоматизации
2) экономические преимущества автоматизации
3) технологические преимущества автоматизации
4) технические преимущества автоматизации
5) все варианты верны
6) нет правильного ответа.
5. Технологический процесс это:
1) совокупность действий, связанных с обеспечением требуемых выходных параметров данного процесса
2) совокупность действий, необходимых для выпуска готовых изделий из полуфабрикатов
3) однократное технологически непрерывное воздействие, формирующее требуемые параметры данной детали
4) процесс, не требующий присутствия человека в течение определенного промежутка времени для выполнения ряда повторяющихся циклов
5) все варианты верны
6) нет правильного ответа.
6. Автоматизацией производственного процесса называют:
1) применение энергии неживой природы в производственном процессе или его составных частях, полностью управляемых людьми и осуществляемое в целях сокращения трудовых затрат, улучшения условий производства
2) совокупность действий связанных с обеспечением требуемых выходных параметров данного процесса
3) применение энергии неживой природы в производственном процессе или его составных частях для их выполнения и управления ими без непосредственного участия людей
4) совокупность действий необходимых для выпуска готовых изделий из полуфабрикатов и связанных с функционированием производственных подразделений
5) все варианты верны
6) нет правильного ответа.
7. Замена автоматического контрольного устройства, установленного на станке на более совершенное, обеспечивающее большую точность и производительность – это пример:
1) частичной автоматизации
2) единичной автоматизации
3) первичной автоматизации
4) вторичной автоматизации
5) все варианты верны
6) нет правильного ответа.
8. Если все пять операций (загрузка, установка, обработка, снятие, транспортировка) технологического процесса автоматизированы это:
1) комплексная автоматизация
2) первичная автоматизация
3) полная автоматизация
4) вторичная автоматизация
5) все варианты верны
6) нет правильного ответа.
9. Когда в СССР был создан автоматизированный завод по производству автомобильных поршней:
1) в 1920 г.
2) в середине 50-х гг.
3) в начале 60-х гг.
4) в 1970 г.
5) все варианты верны
6) нет правильного ответа.
10. Автоматизация технологических процессов или их систем, при которой часть затрат энергии людей заменена затратами энергии неживой природы включая управление это:
1) единичная автоматизация
2) комплексная автоматизация
3) полная автоматизация
4) частичная автоматизация
5) все варианты верны
6) нет правильного ответа.
11. Под полной автоматизацией понимают:
1) автоматизацию технологических процессов или их систем, при которой часть затрат энергии людей заменена затратами энергии неживой природы включая управление
2) автоматизацию технологических процессов или их систем, при которой все затраты людей заменены на затраты неживой природы исключая управление при механизации и включая его при автоматизации
3) автоматизация технологических процессов и их систем, в которых до проведения автоматизации использовалась только энергия людей
4) автоматизация технологических процессов и их систем, в которых до проведения автоматизации использовалась энергия людей, а так же неживой природы
5) все варианты верны
6) нет правильного ответа
12. В каком году в России был создан токарно-копировальный автомат:
1) в 1712 г.
2) в 1798 г.
3) в 1920г.
4) в середине 60-х гг.
5) все варианты верны
6) нет правильного ответа
13. Оборудование, обеспечивающее наибольшую гибкость производства, но обладающее низкой производительностью и требующее постоянного присутствия станочника это:
1) станки с ЧПУ
2) станки типа «Обрабатывающий центр»
3) роботизированный технологический комплекс
4) станки с ручным управлением
5) все варианты верны
6) нет правильного ответа
14. Оборудование, обеспечивающее наиболее высокую производительность труда, наименьшее привлечение рабочей силы и высокую стабильность качества, но практически не приспособленное к смене выпускаемой продукции это:
1) автоматическая линия
2) гибкая производственная ячейка
3) роботизированный технологический комплекс
4) станки типа «Обрабатывающий центр»
5) все варианты верны
6) нет правильного ответа
15. Автоматизация цикла обработки заключается:
1) в управлении последовательностью и характером движений рабочего инструмента в целях получения заданной формы, размеров и качества поверхности заготовки
2) в возможности перехода к многостаночному обслуживанию
3) в переналадке оборудования на обработку изделий другого наименования
4) в контроле и подналадки технологического процесса
5) все варианты верны
6) нет правильного ответа
16 Возможность ГПС изготавливать любые изделия в любом требуемом количестве или переходить на выпуск новой продукции, в любой случайной последовательности, без дополнительных капитальных вложений и без затрат дополнительного времени на переналадку это:
1) гибкость оборудования или технологического процесса
2) техническая гибкость
3) абсолютная гибкость
4) производственная гибкость
5) все варианты верны
6) нет правильного ответа
17. Гибкость, связанная с диапазоном изменения характеристик технологического оборудования (мощность его привода, точность, скорость обработки и т.д.) это:
1) технологическая гибкость
2) тактическая гибкость
3) стратегическая гибкость
4) техническая гибкость
5) все варианты верны
6) нет правильного ответа
18. Гибкость, не зависящая от диапазона изменения параметров использованной оснастки и управляющих устройств:
1) техническая гибкость
2) технологическая гибкость
3) тактическая гибкость
4) производственная гибкость
5) все варианты верны
6) нет правильного ответа
19. Гибкость, характеризующаяся объемом работ и средств, необходимых для перехода с изготовления одного вида продукции на другой в соответствии с текущей производственной программой:
1) краткосрочная гибкость
2) долгосрочная гибкость
3) организационная гибкость
4) маршрутная гибкость
5) все варианты верны
6) нет правильного ответа
20. Гибкость, у которой основным показателем является величина требуемых капитальных вложений и масштаб реконструкции:
1) структурная гибкость
2) абсолютная гибкость
3) стратегическая гибкость
4) производственная гибкость
5) все варианты верны
6) нет правильного ответа
21. Возможность расширения ГПС за счет введения в ее состав новых ГП-модулей это:
1) маршрутная гибкость
2) производственная гибкость
3) структурная гибкость
4) стратегическая гибкость
5) все варианты верны
6) нет правильного ответа
22. Способность ГПС продолжать обработку заданного множества деталей при отказах отдельных технологических элементов это:
1) маршрутная гибкость
2) производственная гибкость
3) технологическая гибкость
4) техническая гибкость
5) все варианты верны
6) нет правильного ответа
23. Возможность изменения порядка технологических операций это:
1) маршрутная гибкость
2) структурная гибкость
3) технологическая гибкость
4) тактическая гибкость
5) все варианты верны
6) нет правильного ответа
24. К основным факторам, определяющим гибкость системы относят:
1) возможность ГПС полностью обрабатывать детали на одном станке
2) величину необходимого заранее установленного времени на переналадку
3) максимально возможная длительность работы системы в «безлюдном режиме»
4) сходство или широкое разнообразие деталей в технологической группе
5) все варианты верны
6) нет правильного ответа
25. К трудностям гибкой автоматизации относят:
1) увеличение мобильности производства
2) увеличение фондоотдачи производства
3) рост производительности труда
4) значительное увеличение эффективного годового фонда времени работы оборудования
5) все варианты верны
6) нет правильного ответа
26. Увеличение мобильности производства выражается в том, что:
1) сокращаются сроки освоения новой продукции и поставки потребителю за счет совместного использования АСТПП-САПР-ГПС
2) повышается гибкость производства за счет значительного сокращения времени переналадки
3) улучшается качество управления производством за счет ускорения прохождения информации по всем отделам на основе компьютерной интеграции
4) появляется возможность обновления, модернизации предприятий на базе новейших достижений науки и техники
5) все варианты верны
6) нет правильного ответа
27. Увеличение фондоотдачи производства выражается в том, что:
1) сокращается время всего производственного цикла
2) сокращаются практически все виды потерь
3) повышается коэффициент сменности до 2-3 смен
4) осуществляется рост производительности труда
5) все варианты верны
6) нет правильного ответа
28. Увеличение эффективного годового фонда времени работы оборудования осуществляется за счет:
1) увеличения загрузки оборудования до 0,85-0,90
2) сокращения практически всех видов потерь
3) повышения коэффициента сменности до 2-3 смен
4) возможности работы в «безлюдном режиме» в выходные и праздничные дни
5) все варианты верны
6) нет правильного ответа
29. К преимуществам гибкой автоматизации относят:
1) высокую стоимость средств гибко автоматизации
2) вопросы выбора типов и качества режущего инструмента
3) проблемы отвода и уборки стружки
4) сложность и надежность программного обеспечения систем управления
5) все варианты верны
6) нет правильного ответа
30. К одному из вариантов автоматической смены заготовок на станках ГПС относят:
1) смену с применением промышленного робота
2) оснащение станка приемо-передающим устройством
3) оснащение станка поворотным столом
4) оснащение станка кольцевым накопителем
5) все варианты верны
6) нет правильного ответа
31. Достоинствами автоматической смены палет с помощью двухпозиционного приемо-передающего устройства является:
1) простота конструкции устройств смены
2) компактность
3) небольшая занимаемая площадь
4) возможность наращивания числа позиций в приемо-передающем устройстве
5) все варианты верны
6) нет правильного ответа
32. Одноместные или многоместные приемо-передающие устройства в виде поворотного стола имеют следующие недостатки:
1) ограниченное число позиций в пристаночном накопителе
2) невозможность свободного выбора палет из накопителя
3) большие затраты времени на перемещение стола
4) небольшая занимаемая площадь
5) все варианты верны
6) нет правильного ответа
33. Чему равна гибкость согласно формуле для ее экономической оценки (Г= (1-П/А)*100%), если затраты на переналадку станка или системы машин равны нулю:
1) 10
2) 1
3) 100
4) 0
5) 1000
6) нет правильного ответа
34.
Рисунок
На рисунке изображена схема:
1) схема оснащения станка накопителем заготовок кольцевого типа
2) схема оснащения станка веерным накопителем палет
3) схема оснащения станка поворотным столом
4) схема пристаночного накопителя палет модульной конструкции
5) все варианты верны
6) нет правильного ответа
35. Чему равна гибкость согласно формуле для ее экономической оценки (Г= (П/А)*100%), если затраты на переналадку станка или системы машин равны стоимости амортизационных отчислений:
1) 0
2) 1
3) 10
4) 100
5) 1000
6) нет правильного ответа
36. Единицей измерения индекса гибкости является:
1) %
2) шт/год
3) шт/ партию
4) руб.
5) все варианты верны
6) нет правильного ответа
37. К современным направлениям совершенствования режущих инструментов для автоматизированного производства относят:
1) использование в качестве режущих элементов механически закрепляемых многогранных неперетачиваемых пластин из различных инструментальных материалов
2) применение одно и многослойных износостойких покрытий наносимых на режущие лезвия инструментов
3) использование подвода смазочно-охлаждающей жидкости в зону резания
4) использование современных технологий изготовления самих инструментов
5) все варианты верны
6) нет правильного ответа
38. Изменение конструкции инструмента, предусматривающее возможность их автоматической смены на станке и закреплению с высокой точностью в зоне обработки относят:
1) к способу автоматической смены инструмента
2) к способу совершенствования режущих инструментов
3) к способу идентификации режущих инструментов
4) к способу контроля за состоянием режущих инструментов
5) все варианты верны
6) нет правильного ответа
39. Требования, предъявляемые к работе устройств автоматической смены режущих инструментов:
1) возможность ручной смены инструмента
2) минимальные затраты времени на смену инструмента
3) достаточная емкость магазина при минимальной занимаемой площади
4) 1,2
5) 2,3
6) 1,2,3
40. Количество инструментов, а соответственно и емкость инструментального магазина определяется исходя из:
1) состава операций технологического процесса
2) технологических функций станка
3) технических функций станка
4) ритмом обрабатываемой детали
5) все варианты верны
6) нет правильного ответа
41. Какие варианты выделяют по способу смены инструмента в рабочей зоне
1) в процессе смены инструмента меняется весь шпиндельный узел
2) смена инструмента осуществляется в одном рабочем шпинделе
3) комбинация 1) и 2) способов
4) 1,2,3
5) 1,3
6) 2,3
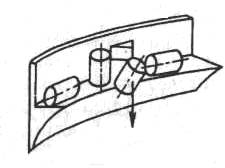
42. Какой вид инструментального магазина изображен на рисунке:

Рисунок
1) цепной
2) специальный
3) дисковый
4) барабанный
5) все варианты верны
6) нет правильного ответа
43. Емкость дискового магазина составляет:
1) 12-15 инструментов
2) 15-30 инструментов
3) 12-30 инструментов
4) более 50 инструментов
5) все варианты верны
6) нет правильного ответа
44. Емкость порядка 15-30 инструментов характерна для инструментального магазина относящегося к:
1) дисковым
2) барабанным
3) цепным
4) специальным
5) все варианты верны
6) нет правильного ответа
45. Какой тип инструментального магазина может вмещать более 50 инструментов:
1) дисковый
2) цепной
3) специальный
4) барабанный
5) все варианты верны
6) нет правильного ответа
46. В настоящее время наиболее популярны инструментальные магазины типа:
1) специальных
2) барабанных
3) дисковых
4) цепных
5) все варианты верны
6) нет правильного ответа
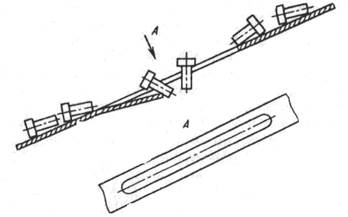
47. На рисунке изображен фрагмент, какого инструментального магазина:

Рисунок
1) барабанного
2) дискового
3) цепного
4) специального
5) все варианты верны
6) нет правильного ответа
48. Какой вид инструментального магазина изображен на рисунке:
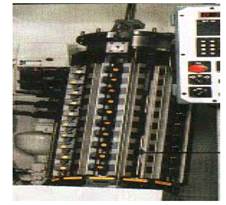
Рисунок
1) барабанный
2) специальный
3)цепной
4) дисковый
5) все варианты верны
6) нет правильного ответа
49. К способам идентификации режущих инструментов относят:
1) кодирование инструмента на оправке
2) электронное кодирование
3) кодирование по системе кодового ключа
4) 2,3
5) 1,3
6) 1,2,3
50. Как называется способ идентификации режущего инструмента, заключающейся в том, что каждой инструментальной наладке, выполняющей определенные технологические переходы, присваивается цифровой код:
1) кодирование инструмента на оправке
2) кодирование гнезд в магазине
3) электронное кодирование
4) кодирование по системе кодового ключа
5) все варианты верны
6) нет правильного ответа
51. К достоинствам способа идентификации режущего инструмента, заключенного в размещении инструмента в инструментальном магазине в технологической последовательности относят:
1) возможность упрощения программного обеспечения
2) возможность многократного использования одного и того же инструмента на разных переходах
3) возможность установки инструментов больших диаметров
4) возможность установки инструментов с пропуском гнезд
5) все варианты верны
6) нет правильного ответа
52. Метод, идентификации режущего инструмента, суть которого заключается в том, что кодовые элементы на оправке инструмента при установке последнего в гнездо магазина задают код гнезда, который запоминается системой управления станка:
1) электронное кодирование
2) кодирование гнезд в магазине
3) кодирование инструмента на оправке
4) кодирование по системе кодового ключа
5) все варианты верны
6) нет правильного ответа
53. Недостатками, какого способа идентификации режущих инструментов являются возможность ошибочной установки инструмента в ненужное гнездо, приводящее к аварии, установка инструмента в позицию не может быть осуществлена до тех пор, пока отработанный инструмент не будет установлен в своё гнездо:
1) электронного кодирования
2) кодирования гнезд в магазине
3) кодирования по системе кодового ключа
4) размещения инструмента в магазине в технологической последовательности
5) все варианты верны
6) нет правильного ответа
54. Достоинствами, каких методов идентификации режущих инструментов является возможность установки инструментов больших диаметров с пропуском гнезд:
1) кодирования по системе кодового ключа и кодирования инструмента на оправке
2) электронного кодирования и кодирования гнезд в магазине
3) кодирования гнезд в магазине и кодирования по системе кодового ключа
4) кодирования гнезд в магазине и кодирования инструмента на оправке
5) все варианты верны
6) нет правильного ответа
55. Метод, идентификации режущего инструмента, суть которого заключается в том, что в управляющей программе задается лишь номер гнезда, в который установлен тот или иной инструмент:
1) кодирование гнезд в магазине
2) кодирование инструмента на оправке
3) электронное кодирование
4) кодирования по системе кодового ключа
5) все варианты верны
6) нет правильного ответа
56. Достоинствами способа кодирования инструмента на оправке являются:
1) многократное использование одного и того же инструмента на разных переходах
2) возможность установки инструментов больших диаметров с пропуском гнезд
3) поворот гнезда с требуемым инструментом в позицию смены может осуществляться по кратчайшему пути
4) сокращаются неперекрываемые затраты вспомогательного времени поиска гнезд
5) все варианты верны
6) нет правильного ответа
57. Недостатком, какого способа идентификации инструмента относятся невозможность повторного использования одного и тоже инструмента в процессе выполнения одного рабочего хода:
1) кодирование инструмента на оправке
2) размещения инструмента в магазине в технологической последовательности
3) кодирование гнезд в магазине
4) электронное кодирование
5) все варианты верны
6) нет правильного ответа
58. Самым современным способом идентификации режущего инструмента является:
1) размещения инструмента в магазине в технологической последовательности
2) кодирование инструмента на оправке
3) кодирования по системе кодового ключа
4) кодирование гнезд в магазине
5) все варианты верны
6) нет правильного ответа
59. В каком из способов идентификации режущего инструмента нельзя устанавливать инструменты больших диаметров с пропуском гнезд:
1) электронное кодирование
2) кодирование гнезд в магазине
3) кодирования по системе кодового ключа
4) кодирование инструмента на оправке
5) все варианты верны
6) нет правильного ответа
60. В каком из способов идентификации режущего инструмента каждый инструментальный или резцовый блок оснащается кодовым датчиком:
1) кодирование гнезд в магазине
2) электронное кодирование
3) кодирование инструмента на оправке
4) кодирования по системе кодового ключа
5) все варианты верны
6) нет правильного ответа
61. При каком способе контроля инструменту назначается гарантированный период стойкости, в течение которого инструмент сохраняет свои качества:
1) контроль по состоянию режущих кромок инструмента
2) метод прямого контроля
3) метод косвенного контроля
4) по отработанному инструментом времени
5) все варианты верны
6) нет правильного ответа
62. При каком методе контроля, возможна замена инструмента, не выработавшего фактически имеющейся ресурс стойкости:
1) по отработанному инструментом времени
2) метод прямого контроля
3) контроль по состоянию режущих кромок инструмента
4) метод косвенного контроля
5) все варианты верны
6) нет правильного ответа
63. Метод прямого контроля состояния режущего инструмента – это метод основанный:
1) на измерении каких-либо параметров процесса резания
2) на учете времени работы инструмента
3) на непосредственном измерении износа режущего инструмента
4) на проверке соответствия параметров детали требованиям их чертежей
5) все варианты верны
6) нет правильного ответа
64. Контроль состояния режущего инструмента, основанный на измерении каких-либо параметров процесса резания это:
1) метод прямого контроля
2) контроль по отработанному инструментом времени
3)контроль по состоянию режущих кромок инструмента
4) метод косвенного контроля
5) все варианты верны
6) нет правильного ответа
65.Входной контроль – это контроль:
1) состоящий, в проверке пригодности заготовки для ГПС
2) с целью выявления брака сразу после его появления
3) цель которого – проверка соответствия параметров обработанных деталей требованиям их чертежей
4) с целью устранения причин вызвавших появление брака
5) все варианты верны
6) нет правильного ответа
66. К автоматическому контролю состояния режущих инструментов относят:
1) входной контроль
2) межоперационный контроль
3) выходной контроль
4) контроль по отработанному инструментом времени
5) все варианты верны
6) нет правильного ответа
67. Контроль, цель которого – проверка соответствия параметров обработанных деталей требованиям их чертежей:
1) входной контроль
2) выходной контроль
3) межоперационный контроль
4) контроль по состоянию режущих кромок инструмента
5) все варианты верны
6) нет правильного ответа
68. Какой вид контроля состояния режущего инструмента выполняется непосредственно на станке:
1) межоперационный контроль
2) входной контроль
3) выходной контроль
4) промежуточный контроль
5) все варианты верны
6) нет правильного ответа
69. Контрольно-измерительные машины применяют для контроля деталей если:
1) по результатам измерения детали оценивается износ режущего инструмента
2) изготавливается деталь с высокой стоимостью обработки
3) по результатам контроля системой управления могут назначаться дополнительные технологические процессы обработки
4) вводится коррекция положения режущих кромок инструмента
5) все варианты верны
6) нет правильного ответа
70. Способы измерения параметров детали с помощью измерительной головки:
1) динамический
2) статический
3) измерение слежением
4) центрирование
5) все варианты верны
6) нет правильного ответа
71. При каком способе измерения параметров детали с помощью измерительной головки реальный профиль поверхности отображается в виде последовательности сигналов разного уровня:
1) динамический
2) статический
3) центрирование
4) измерение слежением
5) все варианты верны
6) нет правильного ответа
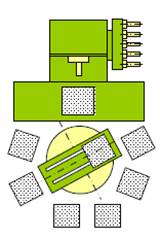
72. Какой из способов измерения параметров детали изображен на рисунке:

Рисунок
1) центрирование
2)измерение слежением
3) динамический
4) статический
5) все варианты верны
6) нет правильного ответа
73. Требования, предъявляемые к станкам с ЧПУ:
1) высокая мощность электродвигателя привода главного движения и применение бесступенчатого регулирования его скорости
2) низкая трудоемкость и малая продолжительность переналадок станков
3) применение инструментальных магазинов, обеспечивающих автоматическую смену режущих инструментов
4) применение малогабаритных устройств с ЧПУ и узлов электрооборудования электроавтоматики
5) все варианты верны
6) нет правильного ответа
74. Преимущества агрегатных станков:
1) возможность многократного использования части агрегатов при изменении объекта производства
2) увеличение сложности циклов обработки
3) повышение точности и идентичности обработки деталей
4) экономия цеховых площадей
5) все варианты верны
6) нет правильного ответа
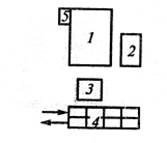
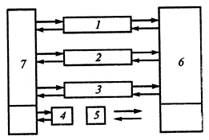
75. На рисунке представлены:

Рисунок
1) структурные компоненты производственного модуля
2) структурные компоненты гибкой автоматической линии
3) структурные компоненты производственной ячейки
4) структурные компоненты гибкого производственного участка
5) все варианты верны
6) нет правильного ответа
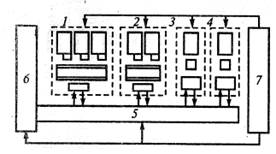
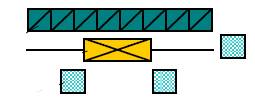
76. На рисунке представлены:
Рисунок
1) структурные компоненты производственного модуля
2) структурные компоненты гибкой автоматической линии
3) структурные компоненты производственной ячейки
4) структурные компоненты гибкого производственного участка
5) все варианты верны
6) нет правильного ответа
77. На рисунке представлены:
Рисунок
1) структурные компоненты производственной ячейки
2) структурные компоненты гибкого производственного участка
3) структурные компоненты производственного модуля
4) структурные компоненты гибкой автоматической линии
5) все варианты верны
6) нет правильного ответа
78. На рисунке представлены:
Рисунок
1) структурные компоненты производственного модуля
2) структурные компоненты производственной ячейки
3) структурные компоненты гибкого производственного участка
4) структурные компоненты гибкой автоматической линии
5) все варианты верны
6) нет правильного ответа
79. Система, состоящая из единицы технологического оборудования оснащенную автоматизированным устройством программного обеспечения и средствами автоматизации технологического процесса, автоматически функционирующую и имеющую возможность встраивания в систему более высокого уровня называется:
1) производственной ячейкой
2) производственным модулем
3) автоматизированной линией
4) автоматизированным участком
5) все варианты верны
6) нет правильного ответа
80. Переналаживаемая система, состоящая из нескольких производственных модулей или производственных ячеек, объединенных единой транспортно-складской системой и системой АСУ ТП называется:
1) гибкой автоматизированной линий
2) автоматизированным участком
3) автоматизированным цехом
4) производственной ячейкой
5) все варианты верны
6) нет правильного ответа
81. Автоматизированный цех это:
1) система, состоящая из ПМ, ПЯ, АвЛ, АУ, объединенных единой АСУ и предназначенного для изготовления заданной номенклатуры
2) переналаживаемая система, состоящая из нескольких ПМ или ПЯ, объединенных единой транспортно-складской системой и системой АСУТП
3) комбинация из элементарных модулей с едиными системами измерений, инструментообеспечения, транспортно-накопительной и погрузочно-разгрузочной системами с групповым управлением
4) система, состоящая из единицы технологического оборудования, оснащенную автоматизированным устройством программного управления и средствами автоматизации ТП, автономно функционирующую и имеющую возможность встраивания в систему более высокого уровня
5) все варианты верны
6) нет правильного ответа
82. Изготовление за год 100-500 мелких деталей одного наименования массой до 6 кг относят к:
1) массовому производству
2) крупносерийному производству
3) мелкосерийному производству
4) единичному производству
5) все варианты верны
6) нет правильного ответа
83 Металлорежущие станки, редукторы, насосы, выпускаемые периодическими повторяющимися партиями относят к:
1) единичному производству
2) массовому производству
3) серийному производству
4) поточному производству
5) все варианты верны
6) нет правильного ответа
84. Технологически и организационно непрерывное производство узкой номенклатуры изделий в больших объемах по неизменным чертежам в течении длительного времени является:
1) единичным производством
2) непоточным производством
3) серийным производством
4) массовым производством
5) все варианты верны
6) нет правильного ответа
85. Автоматизированное удаление стружки требует решения задач:
1) дробление стружки в процессе обработки
2) удаление стружки за пределы станка
3) удаление стружки из ГПС
4) 2,3
5) 1,2
6) 1,2,3
86. Дробление стружки осуществляется с целью:
1) придания ей формы, пригодной для транспортировки
2) придания ей формы, удобной для брикетирования
3) придания ей формы, занимающей меньше производственных площадей
4) придания ей формы, удобной для удаления со станка
5) все варианты верны
6) нет правильного ответа
87. Дробление стружки осуществляется за счет:
1) правильного выбора геометрических параметров режущей части инструмента
2) введения в конструкцию сборного инструмента специальных элементов
3) выбор режимов резания способствующих образованию транспортабельной стружки
4) 1,3
5) 1,2
6) 1,2,3
88. Удаление стружки с заготовки инструмента и шпинделя осуществляется:
1) обдуванием зоны резания струей сжатого воздуха
2) смывание стружки смазочно-охлаждающей жидкостью
3) сметание щетками или скребками
4) 2,3
5)1,2
6)1,2,3
89. Перевозка на робокарах или транспортированием с помощью конвейеров осуществляется удаление стружки:
1) за пределы ГПС
2) за пределы завода
3) за пределы станка
4) с инструмента
5) все варианты верны
6) нет правильного ответа
90. Какие недостатки присущи удалению стружки с применением конвейеров и транспортеров:
1) требуется прокладка постоянных транспортных коммуникаций, ограничивающих гибкость системы
2) механические узлы и устройства, контактирующие со стружкой подвержены сильному износу
3) электрические приводы, механизмов системы работают практически постоянно, что приводи т к большому потреблению энергии
4) 1,3
5)1,2
6) 1,2,3
91. Изображенный на рисунке склад выполняет функции:
Рисунок
1) оперативного накопителя палет
2) промежуточного склада между двумя ГПС
3) склада ГПС для изготовления деталей небольшой станкоемкостью
4) центрального автоматизированного склада предприятия
5) все варианты верны
6) нет правильного ответа
92. Изображенная на рисунке схема многоярусного склада включает в свой состав:

Рисунок
1) один стеллаж и один кран-штабелер
2) два стеллажа и кран штабелер
3) один стеллаж и два крана-штабелера
4) несколько стеллажей и несколько кранов –штабелеров
5) все варианты верны
6) нет правильного ответа
93. На рисунке изображена схема ГПС:
1) с разделенной транспорно-складской системой
2) с совмещенной транспортно-складской системой
3) с удаленной транспортно-складской системой
4) с интегрированной транспортно-складской системой
5) все варианты верны
6) нет правильного ответа
94. На рисунке изображена схема ГПС:
1) с удаленной транспортно-складской системой
2) с разделенной транспорно-складской системой
3) с комбинированной транспорно-складской системой
4) с совмещенной транспортно-складской системой
5) все варианты верны
6) нет правильного ответа
95. Автоматизированная транспортно-складская система выполняет функции:
1) хранения в накопителях межоперационных заделок заготовок на спутниках или в тарах
2) транспортировки деталей, обработанных на станках ГПС, на позиции загрузки или в накопитель
3) транспортировка обработанных деталей на позиции контроля и возврата их после контроля на приемные позиции
4) транспортировка обработанных заготовок на спутниках или в таре на приемные позиции
5) все варианты верны
6) нет правильного ответа
96. К технологическому оборудованию автоматизированных складов относят:
1) складскую тару
2) стеллажи
3) краны-роботы-штабелеры
4) перегрузочные устройства
5) все варианты верны
6) нет правильного ответа
97. К транспортным устройствам относят:
1) транспортеры
2) транспортерные тележки
3) краны
4) промышленные роботы
5) все варианты верны
6) нет правильного ответа
98. Достоинствами, какого транспортного средства заключается в том, что практически не ограниченная грузоподъемность, возможный широкий диапазон регулирования производительности, возможность совмещения транспортного и приемо-передающего устройства:
1) конвейеры
2) промышленные роботы
3) транспортная тележка
4) краны
5) все варианты верны
6) нет правильного ответа
99. К загрузочным устройствам автоматизированных систем относятся:
1) магазинные загрузочные устройства
2) отсекатели
3) питатели
4) автооператор
5) все варианты верны
6) нет правильного ответа
100. Сколько уровней управления выделяют в АСУ ГПС:
1) 4
2) 1
3) 5
4) 3
5) 2
6) нет правильного ответа
101. Какой вид управления функционирует с частотой вмешательства, как правило, один раз в месяц:
1) стратегическое управление
2) тактическое управление
3) оперативное управление
4) дистанционное управление
5) все варианты верны
6) нет правильного ответа
102. На каком уровне управления определяются: количество и номенклатура деталей, сборочных единиц, которые должны быть изготовлены заданный период, распределяются объемы производства между структурными подразделениями и т.д.:
1) тактическом уровне управления
2) оперативном уровне управления
3) дистанционном уровне управления
4) стратегическом уровне управления
5) все варианты верны
6) нет правильного ответа
103. Тактическое управление ГПС действует с частотой вмешательства,как правило:
1) один раз в год
2) один раз в месяц
3) один раз в неделю
4) один раз в сутки
5) постоянно
6) нет правильного ответа
104. Задачей, какого уровня является компенсация отклонений в выполнении установленного производственного плана:
1) оперативного управления
2) тактического управления
3) стратегического управления
4) планового управления
5) все варианты верны
6) нет правильного ответа
105. Основной функцией оперативного управления является:
1) компенсация отклонений в выполнении установленного производственного плана
2) реализация сменно-суточных заданий с учетом текущего состояния модулей ГПС
3) формирование производственных заданий на месяц для нижестоящих подразделений и распределение между ними имеющихся материальных ресурсов
4) перераспределение материальных ресурсов между определенными ГПС
5) все варианты верны
6) нет правильного ответа
106. Что не относится к функциям тактического управления
1) формирование на основе полученного производственного задания сменно- суточных заданий для управления ГПС
2) определение, в каких циклах автономной работы ГПС какие заготовки и в каком количестве обрабатывались
3) перераспределение материальных ресурсов между отдельных ГПС
4) реагирование на непредвиденные события
5) все варианты верны
6) нет правильного ответа
107. Определение последовательности обработки заготовок из состава сменного задания, синхронизация работы складов, транспортных устройств осуществляется:
1) на дистанционном уровне управления
2) на стратегическом уровне управления
3) на оперативном уровне управления
4) на тактическом уровне управления
5) все варианты верны
6) нет правильного ответа
108. Частота вмешательства, какого уровня управления составляет один раз в неделю:
1) стратегического
2) дистанционного
3) тактического
4) оперативного
5) все варианты верны
6) нет правильного ответа
109. С технической точки зрения роботизации подлежат те рабочие места, которые имеют:
1) полную автоматизацию цикла обработки детали
2) вредные и опасные для здоровья условия труда
3) перспективы в смысле объединения их после роботизации в гибкие автоматизированные участки, цеха с единой транспортной системой и системой управления
4) 1,3
5) 1,2
6)1,2,3
110. С социальной точки зрения роботизации не подлежат рабочие места:
1) с вредными и опасными для здоровья условиями труда
2) с наличие тяжелого ручного труда
3) с наличием утомительного монотонного труда
4) непрестижность профессии, что вызывает нехватку рабочей силы
5) все варианты верны
6) нет правильного ответа
111. Сколько групп с точки зрения планировки образуют РТК:
1) 1
2) 4
3) 3
4) 1
5) 6
6) нет правильного ответа
112. Какие РТК образуют первую группу сточки зрения планировки:
1) с индивидуальным обслуживанием единицы технологического оборудования при помощи одного или нескольких ПР
2) роботизированные технологические линии и участки с групповым технологическим обсаживанием оборудования одним или несколькими ПР
3) РТК для выполнения основных технологических операций
4) РТК для выполнения вспомогательных операций
5) все варианты верны
6) нет правильного ответа
113. К основным технологическим операциям которые выполняет ПР относятся:
1) сборка
2) сварка
3) окраска
4) термообработка
5) все варианты верны
6) нет правильного ответа
114. Какие этапы входят в процесс разработки ГРПМ:
1) технологический
2) тактический
3) стратегический
4) оперативный
5) все варианты верны
6) нет правильного ответа
115. Что такое ГРПМ:
1) гибкий рабочий производственный модуль
2) гибкий роботизированный промышленный модуль
3) гибкий роботизированный производственный модуль
4) гибкая роботизированная производственная машина
5) все варианты верны
6) нет правильного ответа
116. В состав технологического этапа проектировки ГРПМ входят:
1) определение марки и требований к ПР
2) определение требований к станкам, их модернизация
3) определение требований к вспомогательным устройствам
4) определение планировки ГРПМ
5) все варианты верны
6) нет правильного ответа
117. Алгоритм функционирования всего комплекса и его составных частей, требования к управляющими устройствам и каналам связи определяются:
1) на техническом этапе проектирования ГРПМ
2) на алгоритмическом этапе проектирования ГРПМ
3) на тактическом этапе проектирования ГРПМ
4) на технологическом этапе проектирования ГРПМ
5) на стратегическом этапе проектирования ГРПМ
6) нет правильного ответа
118. Какой из этапов проектирования ГРПМ является заключительным:
1) алгоритмический
2) технический
3) тактический
4) технологический
5) оперативный
6) нет правильного ответа
119. При выборе ПР необходимо учитывать:
1) соответствие рабочей зоны робота рабочей зоне, в которой должно производиться манипулирование изделием
2) высокую надежность, достаточную универсальность, малое время переналадки
3) достаточный технический уровень для обслуживания сложного технологического оборудования
4) возможность повышения технико-экономических показателей обработки
5) все варианты верны
6) нет правильного ответа
120. Какой из этапов проектирования ГРПМ включает в себя привязку выбранного робота к станку, определение схемы захвата детали и установку еев приспособление станка и др.:
1) алгоритмический
2) тактический
3) технологический
4) технический
5) все варианты верны
6) нет правильного ответа
121. Какие виды накопителей заготовок выделяют в ГПС:
1) пристаночные, центральные, элептические
2) оперативные, стратегические, пристаночные
3) кольцевые, стратегические, пристаночные
4) стратегические, центральные, оперативные
5) все варианты верны
6) нет правильного ответа
122. Накопитель, используемый в ГПМ для хранения запаса заготовок на цикл автоматической работы модуля:
1) пристаночный
2) стратегический
3) оперативный
4) центральный
5) все варианты верны
6) нет правильного ответа
123. Страховой запас заготовок, резервные комплекты режущих инструментов, временно не используемые комплекты палет с установочно-зажимными приспособлениями, обработанные детали хранятся в:
1)элептическом накопителе
2) пристаночном накопителе
3) оперативном накопителе
4) кольцевом накопителе
5) все варианты верны
6) нет правильного ответа
124. Оперативный накопитель служит для хранения:
1) запаса заготовок на цикл автоматической работы модуля
2) запаса заготовок на один или несколько циклов автоматической работы одной или нескольких ГПС
3) страхового запаса заготовок, резервных комплектов режущих инструментов, временно не используемых комплектов палет с установочно-зажимными приспособлениями, обработанных деталей и т.д.
4) запаса заготовок на паллетах или в таре, необходимых на цикл автоматической работы всех или нескольких станков ГПС
5) все варианты верны
6) нет правильного ответа
125. В общем случае задачи проектирования АСУ ГПС состоят:
1) в выборе стратегии планирования производства
2) в установлении иерархии систем управления
3) в дифференциации задач, решаемых на каждом уровне иерархии
4) в выборе аппаратных средств систем управления и их объединении в единую систему
5) все варианты верны
6) нет правильного ответа
126. На рисунке изображена схема:

Рисунок
1)автоматического ориентирования заготовок
2) автоматической подачи заготовок
3) автоматического транспортирования заготовок
4) автоматического дезориентирования заготовок
5) все варианты верны
6) нет правильного ответа
127. Наиболее простые устройства, предназначенные для подачи ориентированных деталей самотеком это:
1) вибробункеры
2) питатели
3) манипуляторы
4) лотки
5) все варианты верны
6) нет правильного ответа
128. На рисунке представлена схема устройства:
Рисунок
1) смешанной ориентации деталей
2) активной ориентации деталей
3) универсальной ориентации деталей
4) пассивной ориентации деталей
5) все варианты верны
6) нет правильного ответа
129. Пассивный метод ориентирования деталей заключается в том, что:
1) неправильно ориентированные детали переориентируются требуемым образом
2) из потока разнообразно ориентированных деталей пропускаются детали только с требуемой ориентацией
3) из потока разнообразно ориентированных деталей пропускаются все детали без их переориентирования
4) правильно ориентированные детали переориентируются требуемым образом
5) все варианты верны
6) нет правильного ответа
130. На рисунке представлена схема устройства:
Рисунок
1) пассивной ориентации деталей
2) смешанной ориентации деталей
3) универсальной ориентации деталей
4) активной ориентации деталей
5) все варианты верны
6) нет правильного ответа
131. Составными частями, какого из этапов проектирования ГРПМ являются определение требований к промышленным роботам, основному и вспомогательному оборудованию:
1) технического
2) алгоритмического
3) технологического
4) стратегического
5) все варианты верны
6) нет правильного ответа
132. Подача ориентированных заготовок осуществляется с помощью:
1) промышленных роботов
2) манипуляторов
3) лотков
4) специализированных устройств (устройства для подачи дисков, валов и т.д.)
5) все варианты верны
6) нет правильного ответа
| <== предыдущая | | | следующая ==> |
| | |
Date: 2015-09-27; view: 979; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |