Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Сущность и особенности применения электрошлаковой сварки и наплавки
Главная особенность электрошлаковой сварки (наплавки) заключается в том, что сварочная цепь электрического тока проходит по электроду, жидкому шлаку и основному металлу, обеспечивая расплавление основного и присадочных материалов. Ванна расплавленного шлака, имея меньшую, чем у расплавленного металла, плотность, постоянно находится в верхней части расплава. Этим самым исключается доступ и воздействие окружающей среды на жидкий металл. Кроме того, капли присадочного металла, проходя через шлак, очищаются от вредных примесей и легируются (в случае наличия в шлаке необходимых легирующих компонентов).
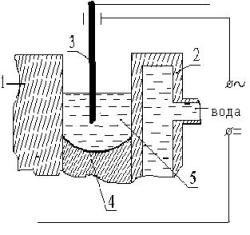 Сущность электрошлаковой сварки (наплавки) (рис. 5.5) заключается в следующем. В полость, образованную наплавляемой поверхностью 1 и водоохлаждаемым кристаллизатором 2, подается присадочный материал 3. Ток, проходя между электродом и наплавленным металлом 4 через жидкий шлак 5, поддерживает в нем высокую (до 2000 ° С) температуру и электропроводность. Шлак расплавляет подаваемый в него присадочный материал и оплавляет кромки поверхности изделия. Расплавленный металл опускается на дно шлаковой ванны и, кристаллизуясь, образует наплавленную поверхность.
Сущность электрошлаковой сварки (наплавки) (рис. 5.5) заключается в следующем. В полость, образованную наплавляемой поверхностью 1 и водоохлаждаемым кристаллизатором 2, подается присадочный материал 3. Ток, проходя между электродом и наплавленным металлом 4 через жидкий шлак 5, поддерживает в нем высокую (до 2000 ° С) температуру и электропроводность. Шлак расплавляет подаваемый в него присадочный материал и оплавляет кромки поверхности изделия. Расплавленный металл опускается на дно шлаковой ванны и, кристаллизуясь, образует наплавленную поверхность.
В качестве присадочного материала в практике используются один или несколько электродов из сварочной проволоки, пластинчатые электроды большого сечения, плавящиеся мундштуки. Наиболее часто находит применение проволока диаметром 3 мм, но можно использовать проволоку и других диаметров.
Химический состав электродного металла выбирается в соответствии с составом основного металла. Лучшим вариантом считается такой, при котором металл шва и металл наплавляемого изделия близки по химическому составу и механическим свойствам.
Иногда при сварке в шлаковую ванну подаются легирующие компоненты или используется флюс, содержащий такие компоненты.
При сварке применяются в основном плавленые флюсы. Лучшими технологическими свойствами для сварки углеродистых и низколегированных сталей обладают следующие марки флюсов АН-8, АН-8М, АН-22. Хорошие результаты при сварке углеродистых сталей дают флюсы марок АН-348В и АН-47.
Для сварки легированных сталей повышенной прочности типа 25ХН3МФА, 20Х2М и других используется флюс марки АН-9. Легированные и высоколегированные стали свариваются под флюсом марок АНФ-1, АНФ-7, 48-ОФ-6. Хорошие результаты при сварке коррозионно-стойких и углеродистых сталей получаются при использовании флюса марки АН-45.
Электрошлаковая сварка и наплавка чугуна ведется на флюсах марок АНФ-14, АН- 75.
Флюс перед использованием прокаливается при температуре 300–700 ° С в течение 1–2 часов.
Наплавленный металл при электрошлаковой сварке формируется с помощью водоохлаждаемых кристаллизаторов или медных подкладок.
Часто используются замковые соединения.
Рассматриваемый способ сварки (наплавки) обладает целым рядом достоинств:
- высокой устойчивостью процесса (мало зависящей от рода тока) и нечувствительностью к кратковременным изменениям тока и даже его прерыванию;
- высокой производительностью;
- значительной экономичностью процесса (на плавление равного количества электродного металла электроэнергии затрачивается на 15–20% меньше, чем при дуговой сварке);
- исключением необходимости подготовки свариваемой или наплавляемой поверхности;
- высокой защитой сварочной ванны от воздуха;
- возможностью получения за один проход наплавленной поверхности теоретически любой толщины;
- возможностью наплавки без особых затруднений из чугуна, цветных металлов и сплавов и других трудносвариваемых материалов.
К недостаткам следует отнести:
- возможность формирования наплавленных поверхностей только в вертикальном положении;
- недопустимость прерывания процесса до окончании сварки;
- необходимость изготовления технологической оснастки, формирующей шов;
- крупнозернистую структуру металла шва и зоны термического влияния.
Date: 2015-09-19; view: 592; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |