Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Выбор положения отливки
Положение отливки в форме выбираем горизонтальное. Такое расположение отливки обеспечивает удобство изготовления и сборки формы. Вся отливка расположена в нижней опоке во избежание перекосов и других дефектов, поверхность разъема плоская. Этот способ расположения отливки обеспечит равномерное и направленное отвердевание (начнется в более тонких местах, постепенно распространится на более толстые и закончится в прибыли, установленной на самой массивной части), хорошую вентиляцию полости формы и спокойное заполнение ее расплавом, исключающее разрушение струей металла участков формы и стержня.
Разъем модели формы
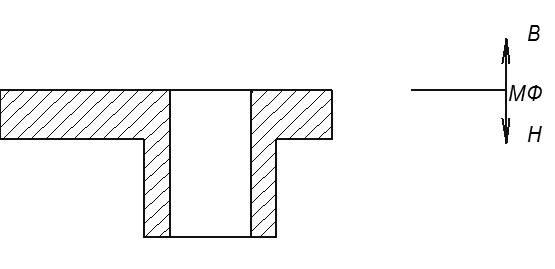
Рис.4.1.
Припуски на механическую обработку и технологические припуски.
Технологические припуски.
Технологические припуски применяются для упрощения и облегчения процесса изготовления отливки. К ним относятся формовочные уклоны, напуски, приливы, усадочные ребра и стяжки, галтели. В данной отливке предусмотрены следующие технологические припуски.
Формовочные уклоны служат для удобства извлечения модели из формы без разрушения ее.
Напуск служит для упрощения изготовления отливки и назначается взамен элементов, которые не выполняются при литье. В качестве напуска для изготовления данной отливки принимаем
1. два отверстия диаметра 40мм;
2. упрощаем внутреннюю поверхность отливки, диаметр стержня принимаем наименьшим (с учетом припуска на механическую обработку).
Date: 2015-09-18; view: 410; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |