Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Температура формующего инструмента
Температура формы должна быть меньше температуры размягчения полимера, но слишком низкая температура формы может быть препятствием к нормальному её заполнению при впрыске, особенно для тонкостенных изделий и вязких материалов.
Выбор оптимальной температуры определяется способностью полимера к кристаллизации, скоростью кристаллизации, его теплофизическими свойствами, а также конструктивными особенностями формы, давлением литья и температурой поступающего в форму расплава.
Температура формующего инструмента определяет режим охлаждения изделия в форме, который влияет на производительность литьевой машины и качество изделий.
Обычно время охлаждения изделий составляет 60-80 % времени, приходящегося на цикл литья. За это время должны пройти набор дозы и его гомогенизация.
Снижение температуры формы позволяет сократить продолжительность охлаждения и повысить производительность. Однако надо иметь в виду, что интенсивное охлаждение изделия не всегда может быть полезным. Низкая температура формы обычно способствует замораживанию ориентационных напряжений в изделиях, что сказывается на их свойствах. При низкой температуре формы наблюдается быстрое охлаждение полимера вблизи её стенок, а это вызывает возникновение неравномерно распространенных в объеме изделия механических напряжений. Поверхностные слои изделия охлаждаются быстрее по сравнению с его внутренними слоями вследствие большей теплоемкости и низкой теплопроводности полимера. Поэтому на поверхности изделия образуется затвердевшая оболочка, которая будет препятствовать свободному сокращению внутренней части изделия при дальнейшем охлаждении. В результате внутри изделия возникают напряжения растяжения, а во внешнем слое – напряжения сжатия.
Если температура формы достаточно низкая, а литниковая система узкая и обладает большой протяженностью, а также если оформляющая полость сложная, то при литье может наблюдаться недолив – получение неполность оформленных изделий. Поэтому температура формы должна повышаться. Для многих пластмасс температура форму составляет 40-50 ºС.
При литье под давлением аморфных полимеров температура формы не оказывает существенного влияния на механические свойства изделий.
В случае кристаллических полимеров от скорости охлаждения зависит процесс кристаллизации. Для них необходимо отработать такой режим охлаждения, чтобы в изделии успевала формироваться мелкокристаллическая структура.
Известно, что механические свойства изделий из полиолефинов улучшаются с повышением температуры формы.
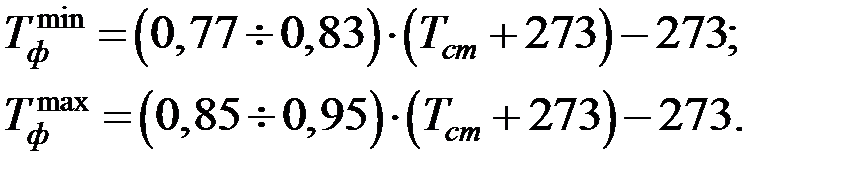
Температуру формы для аморфных полимеров можно определит из соотношений:
Температура формы в случае кристаллических полимеров, в зависимости от температуры  , соответствующей максимальной скорости кристаллизации, можно оценить из следующих выражений:
, соответствующей максимальной скорости кристаллизации, можно оценить из следующих выражений:
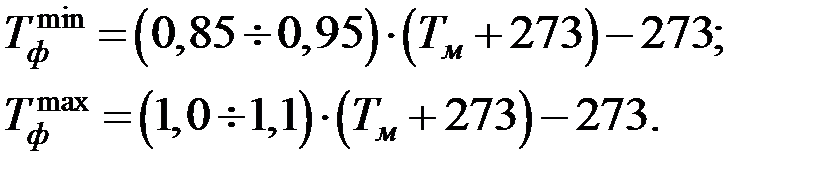
- для кристаллических полимеров с  и плотностью энергии когезии
и плотностью энергии когезии  :
:
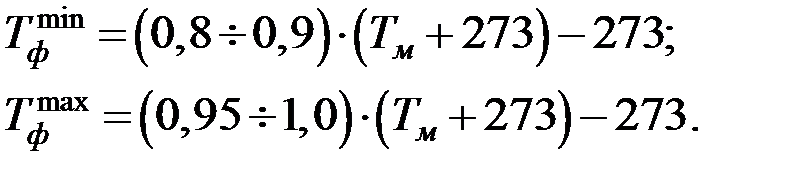
- для кристаллических полимеров с  и плотностью энергии когезии
и плотностью энергии когезии  :
:
Практика показала, что наличие разности температур на формующих поверхностях в различных точках формы вредно сказывается на качестве изделий. Оптимально допустимая разность температур на поверхности формы не должна превышать 5-6 ºС. Поэтому необходим контроль регулирования температуры формы.
Чтобы иметь стабильный режим литья необходимо температуру формы держать в установленном диапазоне, для чего предпочтительно использовать термостатами, а не охлаждение непосредственно от водопровода.
Date: 2015-09-02; view: 581; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |