Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Общие сведения. Действительный размер –это размер элемента детали, полученный измерением с допускаемой погрешностью измерения δ
Действительный размер – это размер элемента детали, полученный измерением с допускаемой погрешностью измерения δ.
Деталь считается годной, если действительный размер ее элемента находится между наибольшим и наименьшим предельными размерами или равен им.
При проведении приемочного контроля деталей серийного и массового производства погрешности измерения, являясь случайными величинами, неизбежно приводят к рассеянию результатов измерений и влияют на качество контроля.
Влияние погрешностей измерения на размеры, которые находятся ближе к центру группирования, будет сказываться только на их перераспределении внутри поля допуска.
Влияние погрешностей измерения на размеры, которые находятся близко к границам поля допуска, приведет к тому, что часть деталей, истинные размеры которых находятся за пределами поля допуска будет принята как годная (рис.1, позиция А), а часть годных деталей - их истинные размеры находятся в пределах поля допуска - будет забракована (рис.1, позиция Б).
По ГОСТ 8.051-81 влияние погрешностей измерения оценивается параметрами:
m – количество деталей в процентах от общего количества измеренных, имеющих размеры, выходящие за предельные размеры и принятые в числе годных (неправильно принятые – риск заказчика);
n – количество деталей в процентах от общего количества измеренных, имеющих размеры, не превышающие предельные размеры и забракованные (неправильно забракованные – риск изготовителя);
с – вероятностная предельная величина выхода размера за предельные размеры у неправильно принятых деталей m.
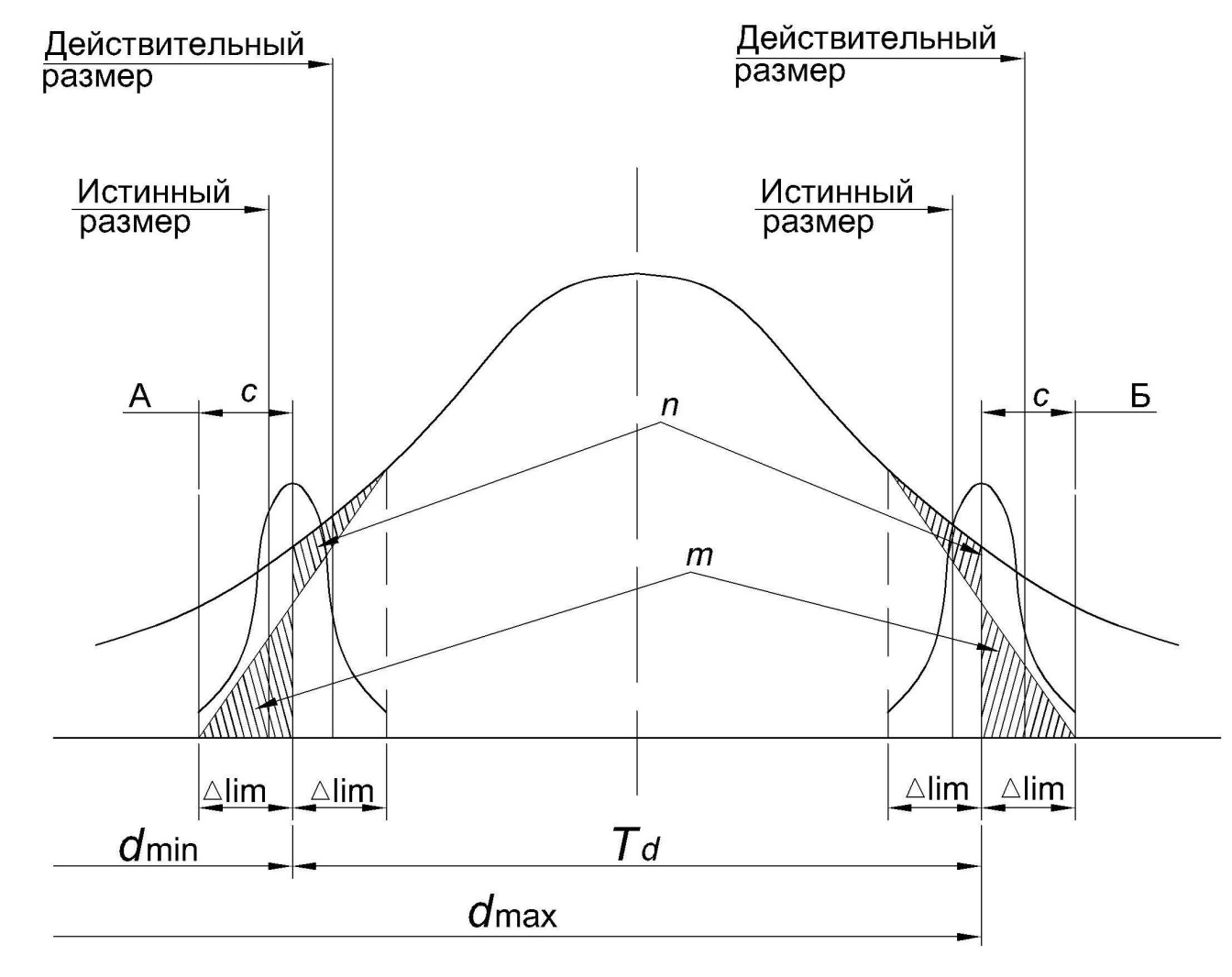
Рис.1. Типовая схема контроля вала
При распределении контролируемых размеров элементов детали по нормальному закону и когда распределение погрешностей измерения соответствует нормальному закону или закону равной вероятности значения m, n и c определяются:
• либо по графикам ГОСТ 8.051 – 81, в зависимости от значения IT ⁄ σтех (характеризует точность технологического процесса) и коэффициента Aмет(σ) =(σ ⁄ IT)∙100%:
где IT – допуск контролируемого размера;
σтех - среднее квадратическое отклонение погрешности изготовления;
σ - среднее квадратическое отклонение погрешности измерения;
• либо по табл. 1 при неизвестной точности технологического процесса.
Таблица 1
Предельные значения параметров m, n и с/IT
| Квалитет | Aмет(σ), % | m, % | n, % | c / IT |
| 10 и грубее | от 3,1 до 3,5 | от 4,5 до 4,75 | 0,14 | |
| 8,9 | от 3,75 до 4,1 | от 5,4 до 5,8 | 0,17 | |
| 2-7 | от 5,0 до 5,4 | от 7,8 до 8,25 | 0,25 |
Примечания:
1. Первые значения m и n соответствуют распределению погрешностей измерения по нормальному закону; вторые – по закону равной вероятности. При неизвестном законе распределения погрешностей измерения параметры m и n принимать как средние из значений, определенных по данным табл.1.
2. Параметры m, n и с/IT даны при симметричном расположении допуска относительно центра группирования контролируемых размеров элементов деталей.
ГОСТ 8.051 – 81 предусматривает два способа установления приемочных границ с учетом погрешностей измерения.
Первый способ. Приемочные границы совпадают с предельными размерами (рис.2).
Date: 2015-09-02; view: 928; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |