Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Технологический процесс производства строганного шпона
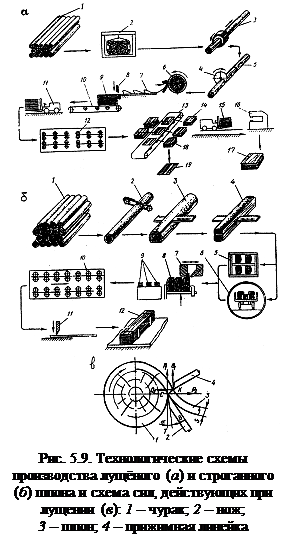
 Схематически технологический процесс показан на рис. 5.9, б. Кряжи 1 со склада сырья поступают на поперечный раскрой 2. Отрезки заданной длины распиливаются вдоль на двухкантный брус 3 или два трёхкантных ванчеса 4, которые подвергают тепловой обработке в пропарочной камере 5 или в автоклаве 6. На шпонострогальном станке 7 ванчесы 8 строгают. Строганый шпон 9 сушится в роликовых сушилках 10, торцуется на станках 11 и упаковывается в пачки 12. Листы шпона, получающиеся из каждого ванчеса в процессе строгания, должны складываться, сушиться и упаковываться в пачки в том же порядке, в каком они выходили из строгального станка, ибо цвет, тон, характер рисунка должны быть в каждом наборе одинаковыми, т. к. в последующем из них будет набираться определённый симметричный рисунок для облицовывания узлов мебели. Если строгались одновременно три ванчеса 8, шпон с каждого из них складывается в отдельные пачки 9. Скомплектованная, высушенная, упакованная и перевязанная шпагатом пачка шпона с сохранением текстуры каждого ванчеса называется к н о л е м.
Схематически технологический процесс показан на рис. 5.9, б. Кряжи 1 со склада сырья поступают на поперечный раскрой 2. Отрезки заданной длины распиливаются вдоль на двухкантный брус 3 или два трёхкантных ванчеса 4, которые подвергают тепловой обработке в пропарочной камере 5 или в автоклаве 6. На шпонострогальном станке 7 ванчесы 8 строгают. Строганый шпон 9 сушится в роликовых сушилках 10, торцуется на станках 11 и упаковывается в пачки 12. Листы шпона, получающиеся из каждого ванчеса в процессе строгания, должны складываться, сушиться и упаковываться в пачки в том же порядке, в каком они выходили из строгального станка, ибо цвет, тон, характер рисунка должны быть в каждом наборе одинаковыми, т. к. в последующем из них будет набираться определённый симметричный рисунок для облицовывания узлов мебели. Если строгались одновременно три ванчеса 8, шпон с каждого из них складывается в отдельные пачки 9. Скомплектованная, высушенная, упакованная и перевязанная шпагатом пачка шпона с сохранением текстуры каждого ванчеса называется к н о л е м.
Строганый шпон получают на вертикальных либо горизонтальных шпоно-строгальных станках с возвратно-поступательным движением ножевого суппорта с плоским ножом во всю длину ванчеса, ориентированным под углом 8... 12° к направлению волокон древесины, с реечным либо кривошипношатунным приводом суппорта (рис. 5.10), а также на роторных шпонострогальных станках (рис. 5.11) с частотой вращения двухсуппортного ротора 60 об/мин производительностью 120 листов/мин. Производительность шпонострогального станка с возвратно-поступательным суппортом П, м2 в смену, за Т мин/смену при использовании рабочего времени к = 0,95, времени обработки одного ванчеса τ мин, толщине шпона S мм, высоте ванчеса Н, мм и остающейся доски Н], мм, суммарной толщине срезков Н2 = 6 мм, средней длине ванчеса l, м и средней ширине листа b, м
П = ТК(Н – Н1 – Н2) l b/(τ S) (5.5)
Полезный выход строганого шпона а = 52...70%. Из 1 м3 сырья можно получить F = 10 а: S м2 шпона. Из 1 м3 дубового сырья при толщине шпона 0,8 мм получается 750...810 м2 шпона. Баланс использования сырья: шпон 70...52 %, горбыли, доски 19...31 %, опилки 2...5 %, отпад при строгании 9...12 %.

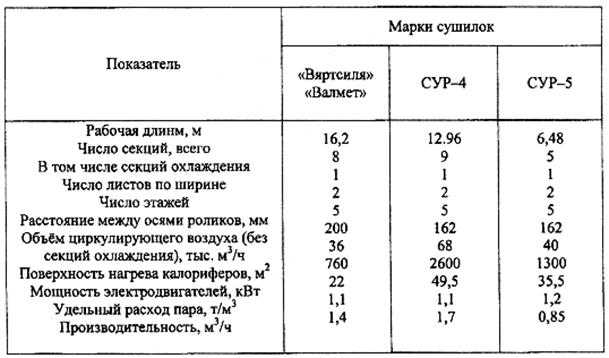 |
Таблица 5.1 Техническая характеристика воздушных роликовых сушилок
Date: 2015-08-15; view: 1334; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |