Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Обметування петель
Обметування петель здійснюється на спеціальній машині напівавтоматичної дії.
Петлі можуть бути з вічком – на машині 73401–Р3 «Мінерва», або прямі (при виготовленні потайної застібки) – машина 25 кл.
В окремих випадках петлі виметуються ручним способом.
5 Пришивання ґудзиків та гачків
Робочі ґудзики пришивають машинним або ручним способом, в залежності від потужності виробництва, з утворенням ніжки висотою 2-8 мм. При ручному пришиванні ґудзиків з двома отворами, їх прикріплюють 5-6 стібками, з чотирма отворами – 3-4 стібка у кожний отвір. Ґудзики на бортах пришивають захопивши тільки бортову прокладку, або крізними стібками разом з підбортами. При відсутності бортової прокладки в місцях пришивання ґудзиків їх пришивають з під ґудзиками. В жіночих виробах ґудзики пришивають захвативши тільки бортову прокладку, або з підґудзиками.
Гачки і металеві петлі пришивають машинним або ручним способом з кромкою або без неї.
6 Нитки для різних робіт
При виготовленні одягу застосовуються різні нитки, в залежності від призначення виду операції.
Для тимчасових операцій (зметування, виметування) використовуються бавовняні нитки або пряжа, яка по кольору відрізняється від кольору матеріалу. Але існує вимога – нитки не повинні линяти.
Для зшивання деталей застосовуються бавовняні нитки, поліестерові, лавсанохлопкові. Колір ниток відповідає кольору тканини.
Для прокладання оздоблювальної строчки використовують нитки які не линяють: шовкові, лавсанові, капронові. У виробах з бавовняного матеріалу можна використовувати бавовняні нитки, лавсано-хлопкові, поліестерові. Кольор нитки залежить від моделі: може співпадати з кольором тканини, може відрізнятися, тобто нести оздоблювальну функцію.
Для обметування петель використовуються такі ж самі нитки, як і для прокладання оздоблювальної строчки.
При пришиванні ґудзиків використовуються бавовняні нитки №10, 20. Нитки повинні відповідати кольору ґудзика, якщо ґудзик з отворами, якщо на ножиці – кольору матеріалу.
При пришиванні гачків використовуються бавовняні нитки колір яких відповідає кольору матеріалу.
Контрольні питання.
1. Перелічити способи перенесення крейдових ліній
2. Правила та способи зметування деталей
3. Перелічити вимоги до виконання та закріплення машинних строчок
4. Перелічити вимоги до обметування петель
5. Перелічити вимоги до пришивання ґудзиків та гачків
6. Види та волокнистий склад ниток для різних видів робіт
ЛІТЕРАТУРА
1. Реут Т. Н. и др. Технология изготовления швейних изделий по индивидуальным заказам. – М: Легпромбытиздат, 1989, стр. 44-46
ЛЕКЦІЯ 14
Тема: Обробка прокладочних деталей
План заняття:
1. Деталі прокладок і їх уніфікація
2. Клейові прокладки для дублювання пілочок та інших деталей
3. Призначення бортової прокладки та її вплив на форму та експлуатаційні якості одягу
4. Обробка бортової прокладки з додатковими прокладками та без них
5. Основні прийоми волого-теплової обробки бортової прокладки
1 Деталі прокладок і їх уніфікація
Для утворення і збереження форми виробу в процесі експлуатації під основні і дрібні деталі верху застосовуються прокладки. В якості прокладок застосовують як клейові, так і не клейові матеріали. Прокладочні деталі з’єднуються з деталями верху нитковим або клейовим способом або шляхом дублювання.
В виробах з пілочками, що не дублюються клейовою прокладкою, застосовують бортові прокладки, основну частину яких викроюють з не клейових матеріалів. Їх обробляють і прикріплюють до пілочок нитковим способом або комбінованим – нитковим и клейовим. Крім бортової прокладки застосовують прокладки для утворення форми в виробах використовують верхні і і задні плечові накладки, накладки пілочок, підокатники.
Необхідні теплозахисні функції одягу досягаються застосуванням утеплюючих прокладок, які можуть бути з’ємними та нез’ємними. З’ємні прокладки виготовляють з рукавами або без них. Довжина прокладок може бути до низу виробу або до стегон.
Конструкція прокладочних деталей в основному стабільна, тому були розроблені уніфіковані лекала для їх розкроювання, що дозволило організувати централізований розкрій і виготовлення прокладочних деталей з застосуванням високопродуктивного обладнання. Бортові прокладки для жіночого одягу вимагають лише уточнення ширини та довжини виточки відповідно мірок замовниці, тому доцільно лише централізовано їх розкроювати.
2 Клейові прокладки для дублювання пілочок та інших деталей
Мода в області виготовлення нових матеріалів вимагає нових технологій дублювання та використання нових прикладних матеріалів.
Використання нових клейових матеріалів, які відповідають вимогам сучасних матеріалів для одягу, дозволяє удосконалити технологію обробки швейних виробів, що дає можливість застосовувати малоопераційну технологію і знизити трудомісткість обробки виробу.
Асортимент нових клейових матеріалів дозволяє використовувати їх для різних видів матеріалів та підбирати їх в залежності від властивостей матеріалів. Для цього використовують тонку пряжу з вовни, акрилу, поліефіру, поліаміду та інші особливо легкі прикладкові матеріали, необхідних для легкого одягу.
Нові клейові матеріали доцільно використовувати при виготовленні одягу зі шкіри, замші, з хутра та плівкових матеріалів, для яких розроблені низькотемпературні клейові матеріали, що не потребують високих температур і високого тиску.
Слід відмітити, що використання сучасної клейової технології є доцільним не тільки на підприємствах масового виробництва, але й на малих, а особливо на підприємствах індивідуального пошиття, де значно зменшується частка ручних операцій при підвищенні якості обробки за рахунок використання перфорованих тасьм, різних кромок та спеціальних прокладок.
Клейовим матеріалом називається прикладний матеріал, на який нанесено клейову масу з термопласти, що утворює з матеріалом міцне та довговічне з’єднання під дією температури та тиску протягом визначеного часу.
Клейові матеріали виготовляються у вигляді прокладок, кромок, павутинок, ниток, сіток. Вони використовуються для фронтального дублювання та дрібних деталей, стабілізації зрізів, скріплення між собою деталей та країв виробів. У виробах, властивості матеріалів яких не дозволяють використовувати тиск та температуру при обробці, для стабілізації зрізів використовують кромки типу лейкопластирів або бавовну з двостороннім клейовим покриттям. Термоклейові прикладкові матеріали являються собою текстильні матеріали, на одну зі сторін яких нанесено клейове покриття з термопластичних полімерів.
Прикладні матеріали для швейного виробництва складаються з наступних груп:
– в’язально-тканні клейові прокладки (рашель);
– тканні клейові прокладки;
– багатозональні клейові прокладки;
– прокладки для суконь і блуз;
– флізелінові клейові прокладки;
– клейові стрічки;
– бортові тканини;
– прокладки для дублювання шкіряних та хутряних виробів, поясів, спідниць та штанів.
Флізелін. Основне призначення – дублювання дрібних деталей одягу. Клейові кромки з флізеліну використовуються для стабілізації зрізів виробів. При розтягуванні у поперечному напрямку матеріал деформується, під час прання та хімчистки може порушуватися структура основи, тому не рекомендується використовувати його для дублювання пілочок швейних виробів. Флізеліни, виготовлені з чистого поліаміду, м’які, пружні проте коштують дорого. Для здешевлення та надання додаткової жорсткості цей прокладко вий матеріал випускають у суміші з поліефіром.
Дублерини. Вони можуть мати ткану, в’язальна-ткану або трикотажну основу. Дублерини, які складаються з віскозної нитки утоку, пов’язаної петельними ланцюжками (рашель), не розтягуються по поздовжній та уточній нитці. Форсованість надає їм м’якість та підвищує теплозахисні властивості матеріалу. Ідеально підходять для дублювання костюмних і пальтових тканин, які розтягуються, з натуральних та змішаних волокон.
Рашельні дублерини, які мають в утоці текстуровані поліефірні нитки, розтягуються у поперечному напрямку. Вони можуть використовуватися для дублювання різних тканин – шифону, шовку, плащових, костюмних, пальтових, натуральних, змішаних, синтетичних, а також тканин з просоченнями, які важко дублюються.
Тканні нейлонові дублерини – матеріалу класу «люкс» – мають у поздовжній та утоці текстуровані нитки, за рахунок пружності яких виріб набуває незминальних властивостей. Вони мають широкий спектр застосування, як і рашельні нейлонові дублерини.
Ткані бавовняні дублерини застосовуються, в основному, для дублювання комірів та манжет чоловічих сорочок. До клейового покриття таких матеріалів та режимів їх дублювання висувають особливі вимоги, оскільки воно повинно витримувати багаторазове прання та тертя. Окрема група бавовняних дублеринів з низькотемпературним клеєм використовується для дублювання виробів із натуральної та штучної шкіри.
З метою покращення якості обробки виробу (особливо для індивідуального пошиття) рекомендується прокладати клейові кромки:
– по всіх криволінійних зрізах, з метою збереження лінійних розмірів деталей;
– по зрізах тканин з рухливою структуро та тканин типушифон для запобігання розриву в швах;
– для припосаджування зрізів.
Клейову кромку використовують різної ширини залежно від призначення – від 6 до 30 мм. Кромки розкроюються по поздовжній або під кутом до поздовжньої нитки.
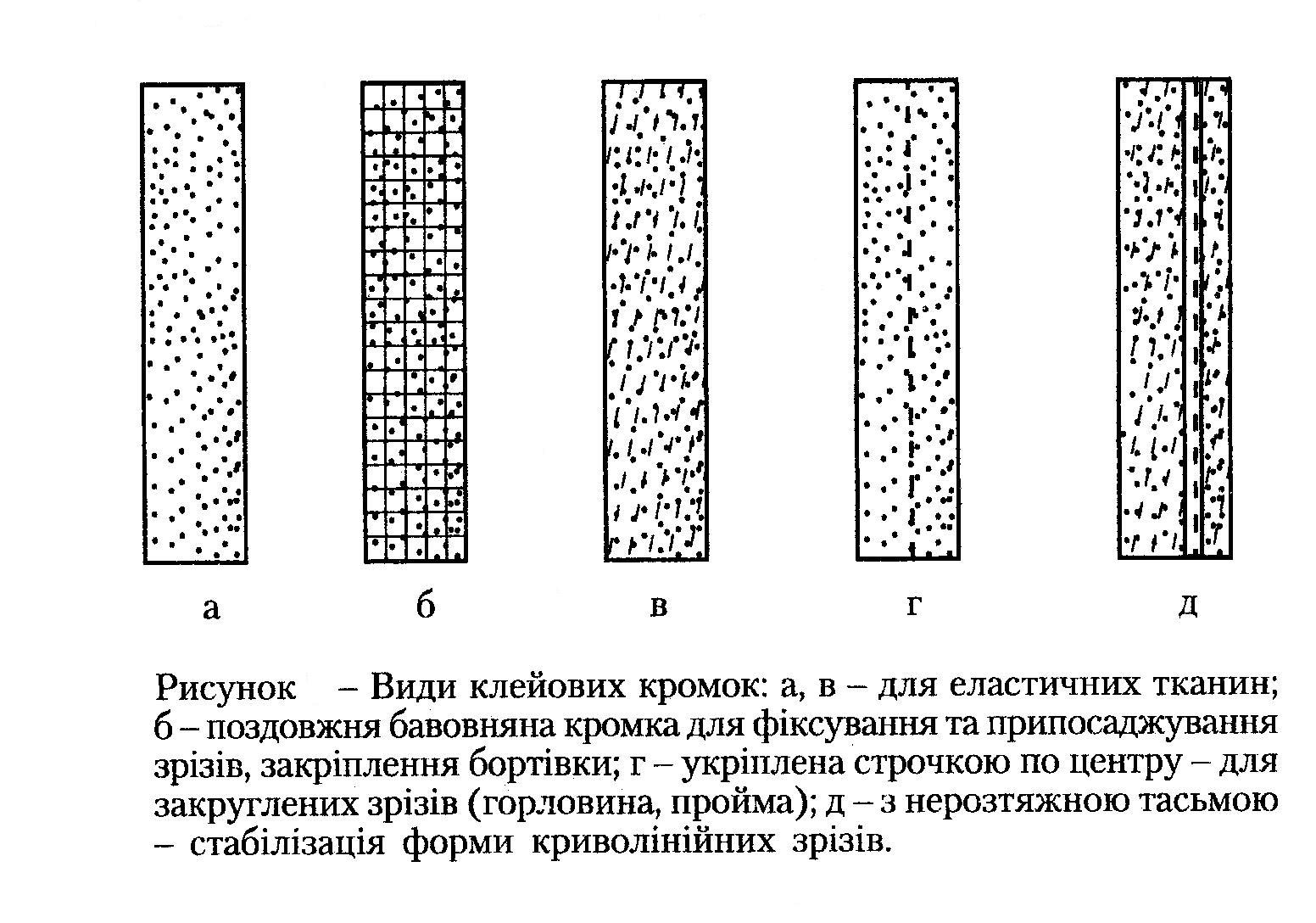
Клейові кромки призначені для запобігання розтягу зрізів і згинів деталей одягу в процесі виготовлення і під час носки представлені на рисунку 1.
Для укріплення краю та інших критичних ділянок в одязі з еластичних тканин використовують кромки, які розкроєні під кутом 8,12 або 45о до поздовжньої нитки. Існують також армовані кромки викроєні під кутом з посиленою строчкою або тасьмою (шнуром) для стабілізації криволінійних зрізів.
Клейові стрічки – це клейовий матеріал шириною 18-40 мм. Їх використовують для більш раціональної обробки та для запобігання пролягання шву на лицьовий бік виробу (рисунок 2)
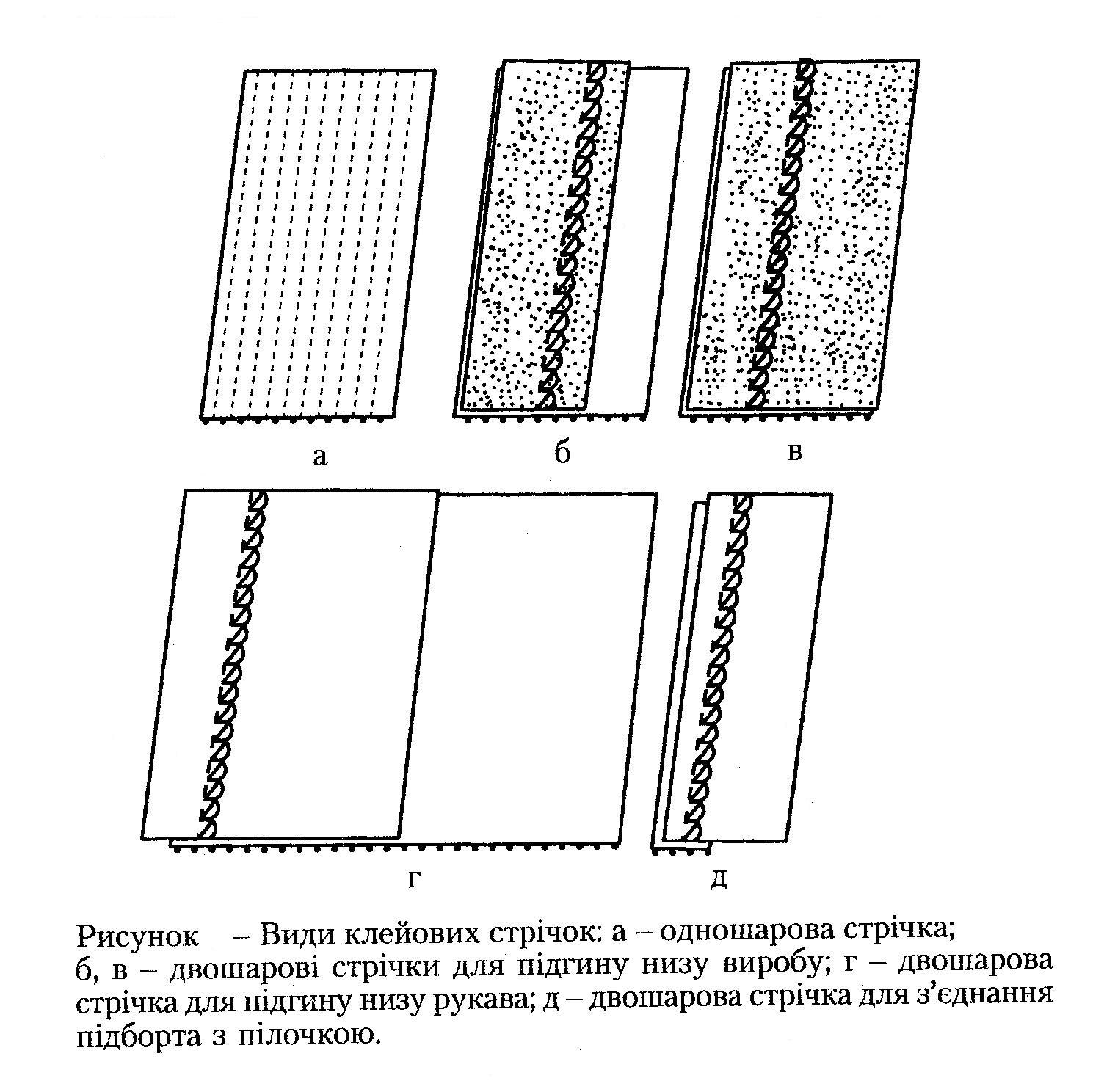
Для підгину низу виробу та низу рукавів застосовують одношарові та двошарові стрічки. Непомітне і без пролягання закріплення підгину забезпечує двошарова стрічка.
Для універсальної обробки підходять стрічки розкроєні під кутом, їх особливо легко припрасовувати на закруглених ділянках підгину. Спеціально для обробки низу рукава використовують двошарову комбіновану стрічку, яка дозволяє раціонально обробляти підгин та попереджує провисання підкладки.
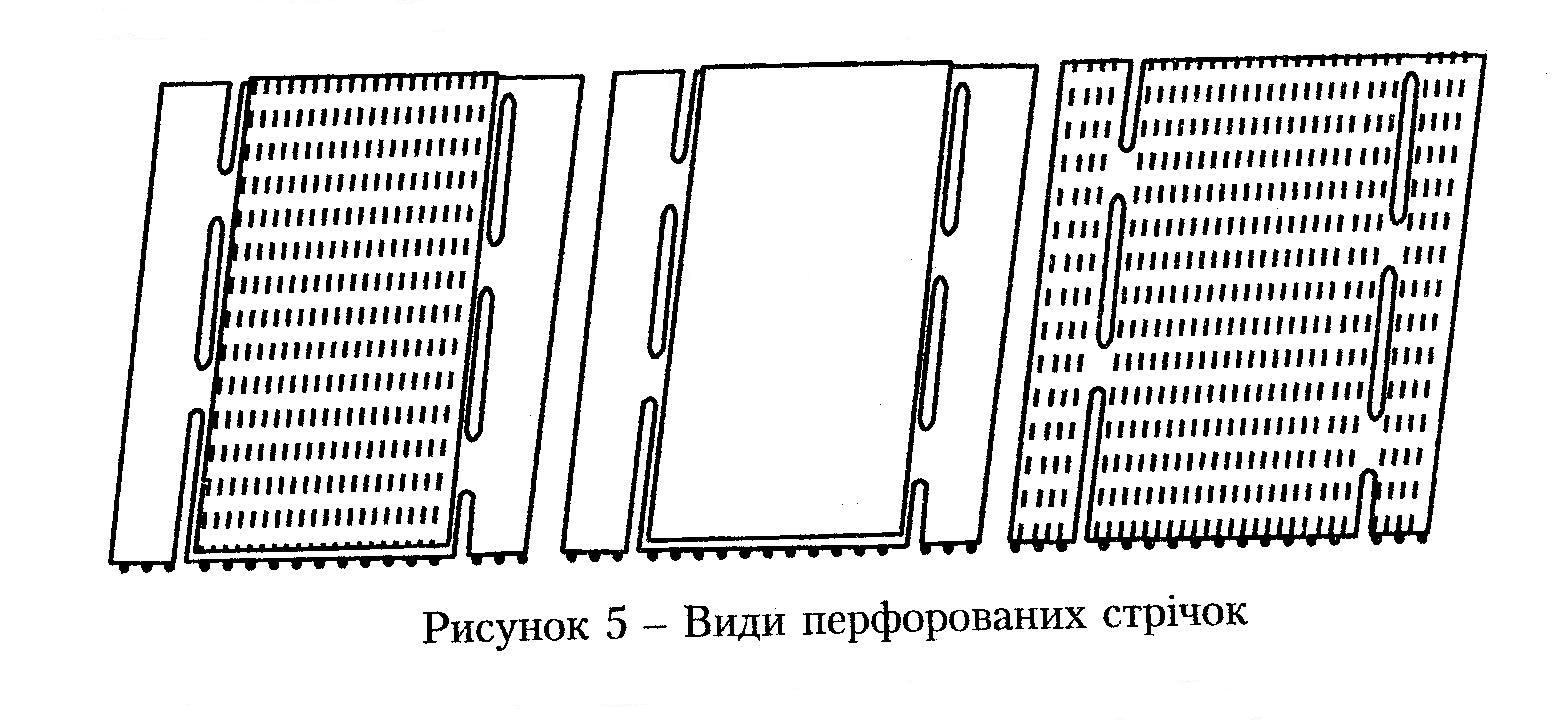 Перфоровані стрічки забезпечують бездоганну лінію перегину тканини верху, запобігають надмірного потовщення зрізів виробу, виключають операції намічання ліній. Перфоровані посилені об’ємним синтепоном стрічки надають поясу гарного зовнішнього вигляду (рисунок 3).
Перфоровані стрічки забезпечують бездоганну лінію перегину тканини верху, запобігають надмірного потовщення зрізів виробу, виключають операції намічання ліній. Перфоровані посилені об’ємним синтепоном стрічки надають поясу гарного зовнішнього вигляду (рисунок 3).
Рисунок 3 – Види перфорованих стрічок.
Клейова павутинка являє собою нетканий клейовий матеріал призначений для закріплення підігнутих країв деталей одягу, виконання потайних строчок та різних клейових з’єднань: спочатку смушка настрочується на деталь, потім вифастигований (виметаний) край деталі обробляється на пресі або праскою.
Клейова сітка – поліамідний клей на папері, який призначений для формостійкої обробки дрібних деталей одягу і отримання клейових з’єднань, які не зазнають великих навантажень на розшаровування.
Клейова нитка – являє собою моноволокно виготовлене з термопластичного полімеру. В залежності від призначення вона використовується декількох товщин: для з’єднання деталей виробів з важких тканин – 0,4 мм; для з’єднання деталей виробів з середніх та легких тканин – 0,3 мм; для виготовлення клейових вишивок – 0,2 мм. Клейову нитку використовують для непомітного закріплення підігнутих або обшивних країв деталей, якщо не прокладається оздоблювальна строчка. Для цього перед виметуванням обшитих країв або заметуванням низу виробу по припуску обшивного шва або підгину краю деталі на універсальній машині виконують човникову строчку, нижня нитка якої – клейова. Далі краї деталі закріплюються клейовою ниткою на пресі або праскою.
Якість прокладкового матеріалу залежить не тільки від його основи, а й від засобу нанесення клею на текстильну основу, від технології нанесення клейових крапок та виду клею. Прокладкові матеріали з суцільним клейовим покриттям мають обмежені застосування. Крапкове клейове покриття має переваги перед суцільним. Цими перевагами є краща еластичність та повітропроникність клейових з’єднань, що утворюється при дублюванні. Найбільш поширеним клейовим покриттям є крапкове.
3 Призначення бортової прокладки та її вплив на форму та експлуатаційні якості одягу
Бортові прокладки слугують каркасом для пілочок, забезпечують збереження їх форми в процесі експлуатації, положення бортів вздовж фігури замовника.
У бортовій прокладці до чоловічих виробів для утворення форми на ділянці грудей роблять зазвичай дві виточки: одну з пройми, другу від лінії талії (рис. 4)
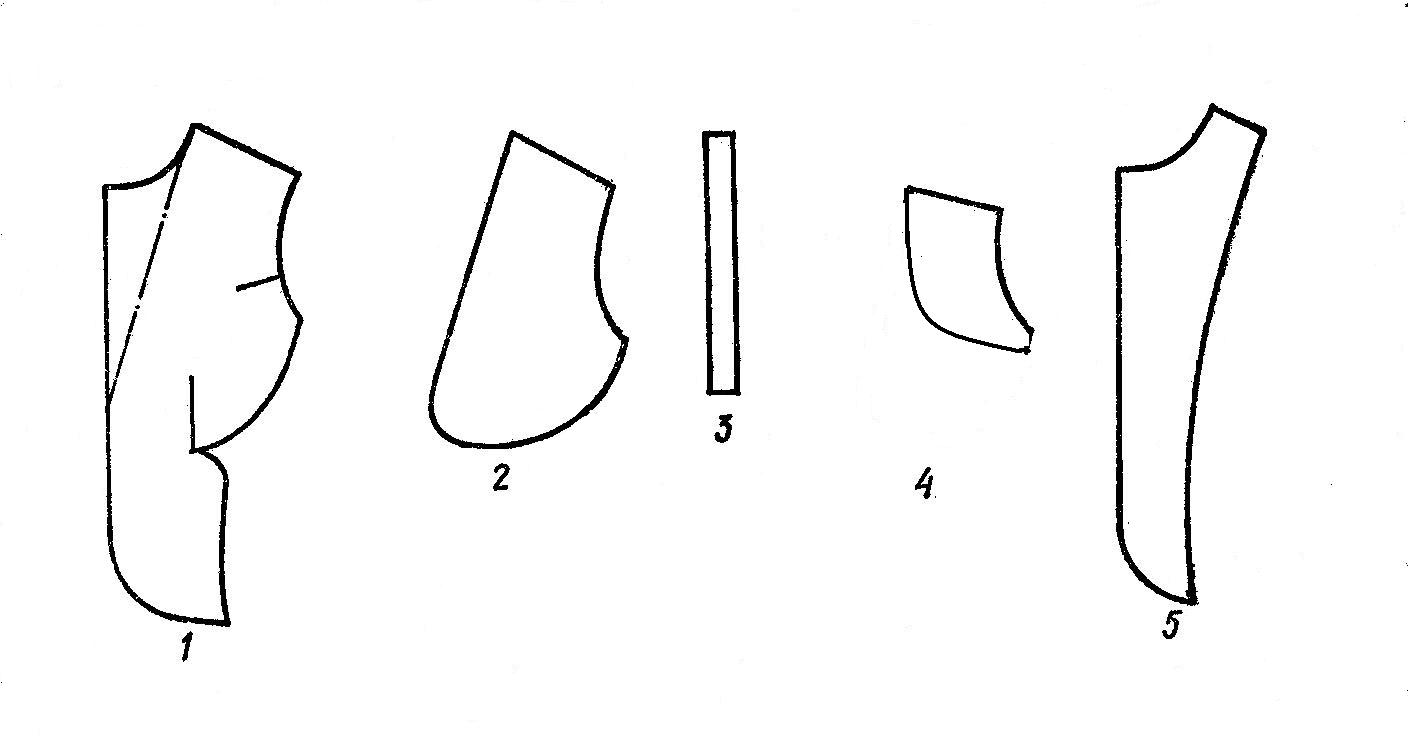
Рисунок 4 – Деталі бортової прокладки: 1 – основна бортова прокладка; 2 – нагрудна прокладка; 3 – звідка; 4 – плечова накладка; 5 – підпетельник.
Змінюючи розташування і довжину виточок, можна змінювати форму бортової прокладки: короткі виточки зміщують випуклість грудей від центру і придають їй прокольну форму; довгі виточки утворюють більш круглу форму грудей, особливо при суміщенні виточок по талії в бік борту.
Обробка бортових прокладок для чоловічих пальт і піджаків нерідко виконується з додатковими накладками. Для цих деталей використовують прокладочні тканини і неткані полотна з клейовим покриттям.
Прокладки в жіночих виробах виготовляють менш жорсткими, без додаткових накладок або з накладками тільки в області плеча і іноді в області грудей. Останні застосовують лише в моделях де необхідна жорстка форма. В бортовій прокладці уніфікованої конструкції до жіночих виробів виточку для оформлення випуклості грудей передбачають в плечовій частині.
Бортові прокладки у виробах м’якої форми викроюють меншого розміру. Внутрішній зріз може розташовуватися 20-30 мм від центру грудей у бік лінії пройми. Вироби з м’яких матеріалів і об’ємних м’яких форм з сорочковими, суцільно кроєними рукавами можна обробляти без основних бортових прокладок або з прокладками з нетканих матеріалів, бязі; прокладки в таких виробах можна розташовувати тільки по борту.
4 Обробка бортової прокладки з додатковими прокладками та без них
Обробка бортової прокладки без накладок і з накладкою на ділянці плеча.
 В виробах з тонких тканин виточки бортової прокладки, дошивки пришивають швом устик двома строчками на машині для зигзагоподібної строчки, підкладаючи з боку вивороту смужку з бавовняної тканини. В виробах з товстих тканин виточки, дошивки бортової прокладки зшивають накладним швом (рис. 5).
В виробах з тонких тканин виточки бортової прокладки, дошивки пришивають швом устик двома строчками на машині для зигзагоподібної строчки, підкладаючи з боку вивороту смужку з бавовняної тканини. В виробах з товстих тканин виточки, дошивки бортової прокладки зшивають накладним швом (рис. 5).
Рисунок 5 – Обробка бортової прокладки м’якої форми.
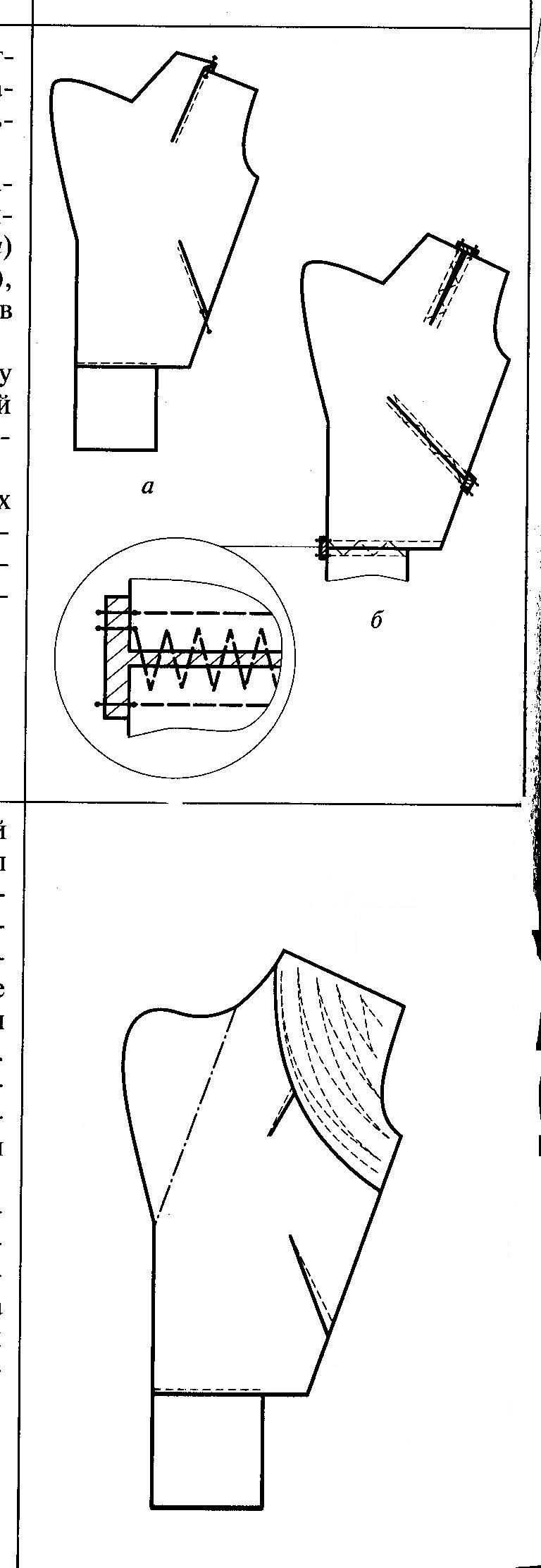
Напівжорстка форма має ще додаткову накладку на ділянці плеча, яку з’єднують з основною бортовою прокладкою після зшивання виточок і пришивання дошивок. З’єднують плечову накладку з основною бортовою прокладкою прямими строчками, які прокладають під кутом до плечового зрізу або до зрізу пройми.
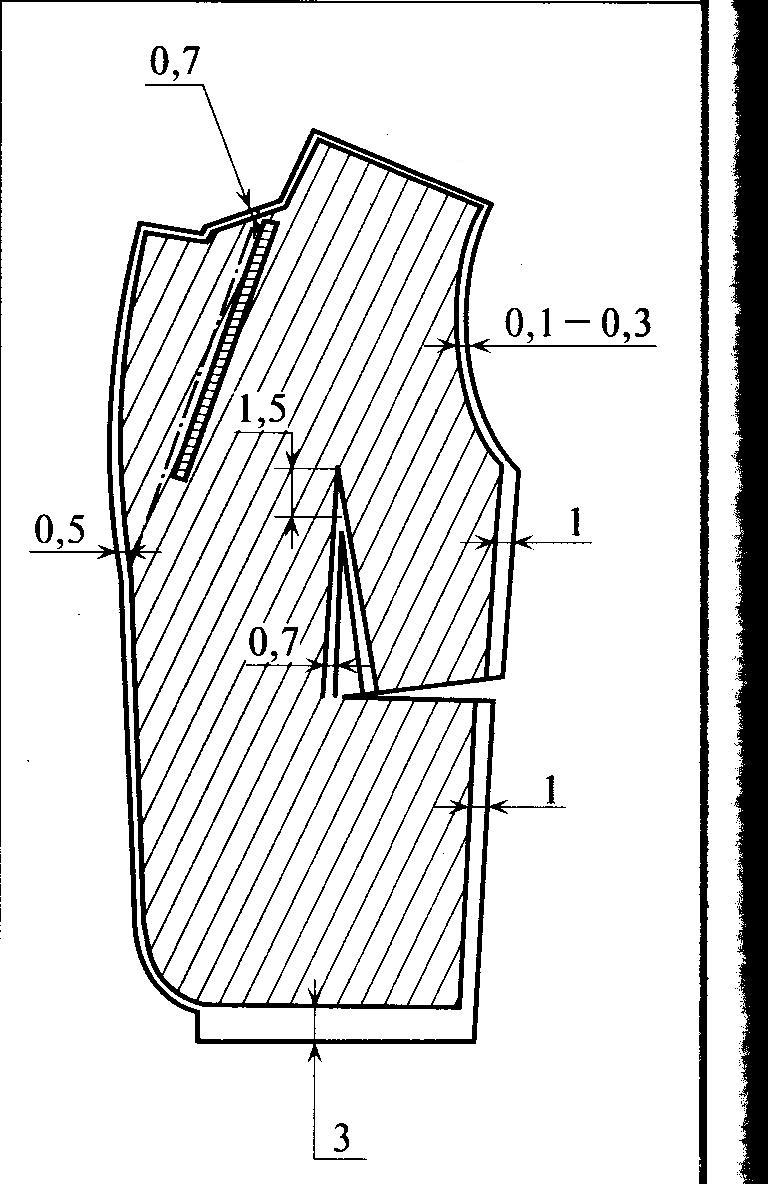
При обробці бортової прокладки для жіночих виробів припуск глибини виточки не вирізають, використовують як складову4 частину плечової накладки. Основну частину прокладки розрізають по наміченій лінії нагрудної виточки і зшивають, розташовуючи припуск у бік горловини (рис. 6). На основну частину бортової прокладки накладають плечову накладку, суміщаючи плечовий зріз і зріз пройми і вистьобують на зшивній машині або спеціальній машині зигзагоподібної строчки, з направленням від плечового зрізу до пройми по діагоналі.
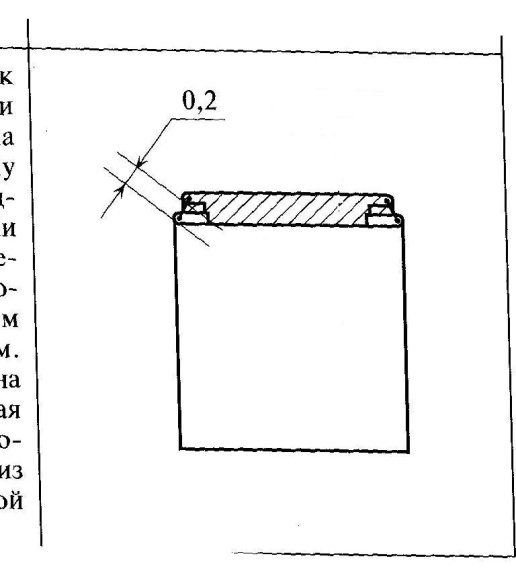
В виробах з обметаними петлями для скріплення ниток бортову прокладку на ділянках розташування петель покривають спеціальною клейовою емульсією. При відсутності емульсії на цих ділянках настрочують прокладку з нетканого або бавовняного прокладкового матеріалу. В бортових прокладках для виробів з тонких тканин на ділянці лацканів настрочують аналогічні прокладки для маскування стібків вистьобування лацканів. Прокладку під петлі настрочують по внутрішньому краю на відстані 2 мм від нього з боку сторони, що торкається пілочки, прокладку в лацкани – з протилежної сторони.
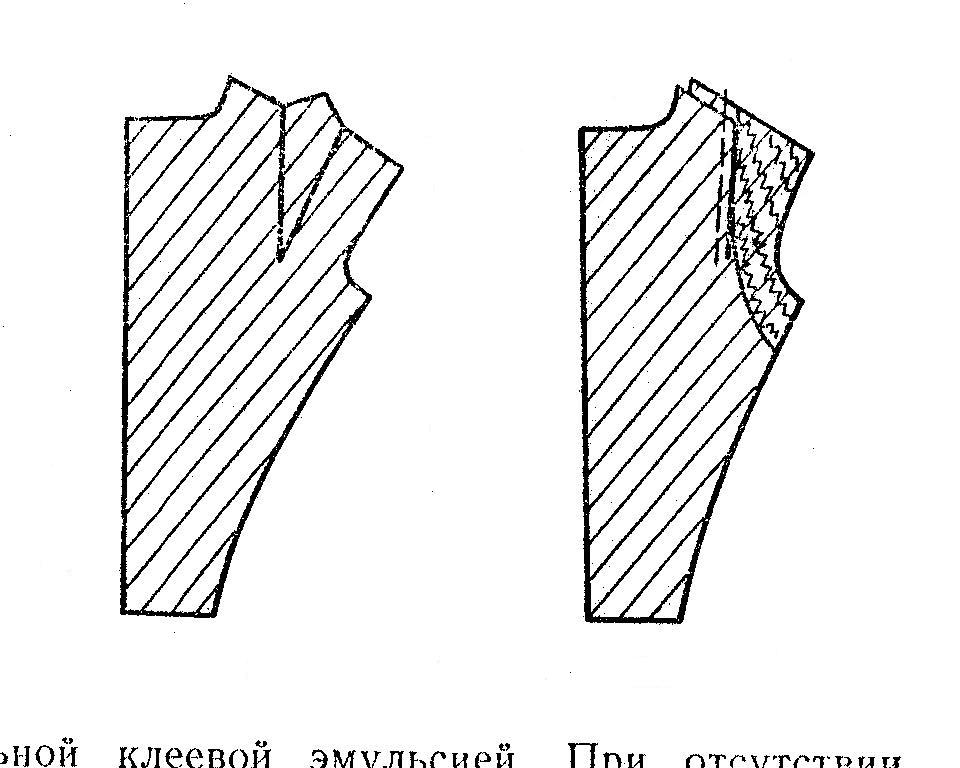
Рисунок 6 – Обробка бортових прокладок в жіночих виробах.
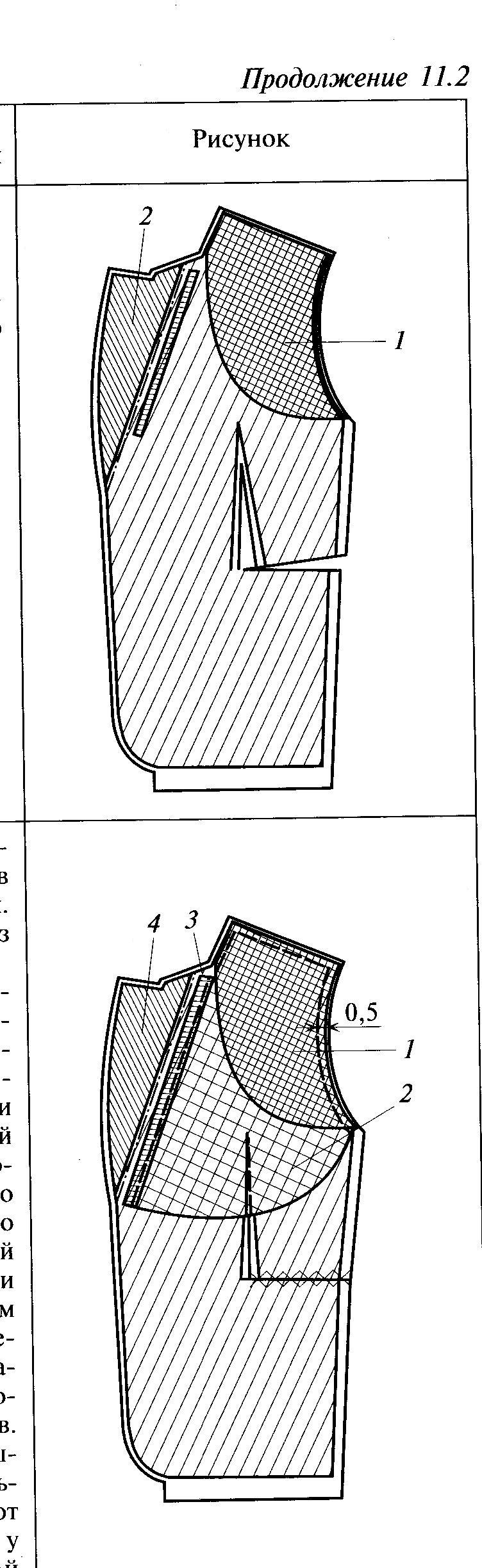
Обробка бортової прокладки з додатковими накладками. Після зшивання виточок і пришивання дошивок на центр випуклості грудей бортової прокладки накладають смужку з волосяної тканини (стовпчик) і волосяну накладку, розташовуючи її на відстані 20-25 мм від лінії перегину лацкану, 800-100 мм від плечового зрізу, 30-40 мм від пройми, і закріплюють їх по середині до бортової прокладки машинною строчкою, яку прокладають посередині стовпчика (рис. 7). На бортову прокладку накладають плечову накладку, суміщаючи плечові зрізи та зрізи пройми, закриваючи верхню частину волосяної накладки. Вистьобування виконують на зшивній машині або на машині зигзагоподібної строчки. Строчки прокладають вздовж деталі паралельно першій строчці. Спочатку від центру до лацкану, а потів від центру до зрізу пройми. При вистьобуванні деталі згинають у середину (для надання бортової прокладки випуклої форми на ділянці грудей). При вистьобуванні основна бортова прокладка посаджується. Відстань між строчками 1-2 мм. Щоб зберегти форму випуклості грудей і запобігти висипання волосу з волосяної прокладки, на неї настрочують звідку. Її укладають так, щоб зріз волосяної накладки співпав з серединою смужки. Строчки прокладають на відстані 2 мм від краю смужки. При настрочуванні звідки бортову прокладку посаджують. Для запобігання верху прокладку в плечовій частині надсікають (на відстані 40-50 мм від вищої точки горловини).
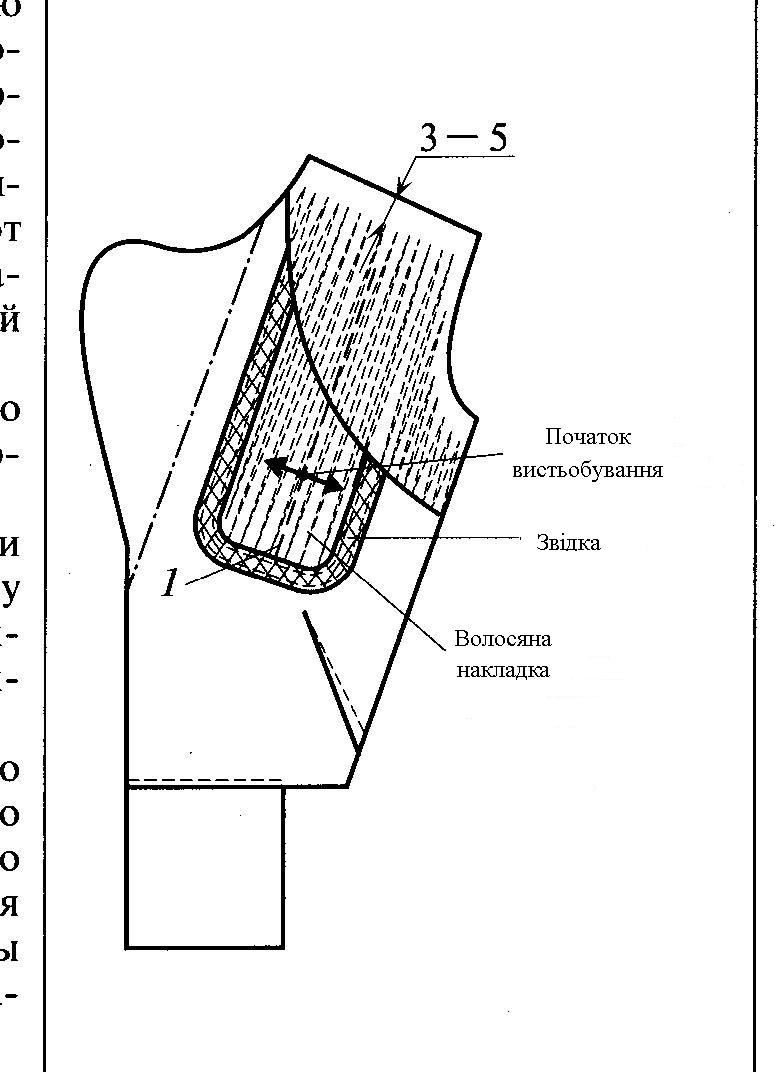
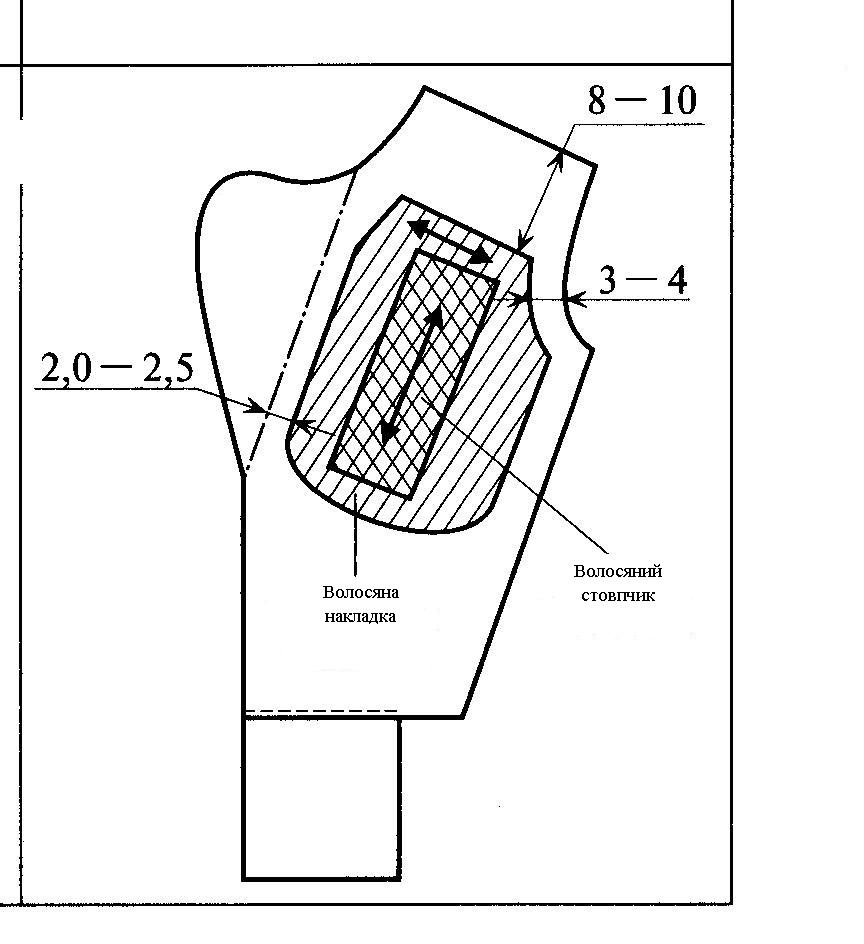
Рисунок 7 – Обробка бортової прокладки з додатковими накладками
5 Основні прийоми волого-теплової обробки бортової прокладки
Волого теплова обробка бортових прокладок для утворення випуклості на ділянці грудей виконується праскою на прасувальному столі, який вкритий сукном. Бортові прокладки без накладок обробляють, склавши деталі разом, з накладками – кожну (ліву і праву) окремо. Бортові прокладки з накладками обробляються в декілька, прийомів, розташувавши їх на столі у основи універсальної колодки. Спрасування виконують у шість прийомів.
1 Спрасування прокладки в області лацканів (рис. 8а). Укладають бортову прокладку краєм лацкану до робітника, розташовуючи випуклість грудей паралельно основі колодки.
2 Спрасування прокладки на ділянці пройми (рис. 8б). розташувати бортову прокладку на прасувальному столі проймою до робітника. Направлення випуклості грудей проходить паралельно основі колодки.
3 Спрасування бортової прокладки по внутрішньому зрізу (рис. 8в). бортову прокладку укладають внутрішнім зрізом до робітника, випуклість у основи колодки і спрасувують слабке місце.
4 Спрасування надлишкової посадки між строчками (рис. 8г). Бортову прокладку укладають на овальне ребро колодки, дотримуючись направлення випуклості грудей. Праску пересувають від центру грудей по направленню до зрізу плеча, потім від центру випуклості грудей до лінії талії, спресовуючи посадку і утворюючи гладку поверхню бортової прокладки.
5 Спрасування бортової прокладки від лінії талії до лінії низу (рис. 8д). Бортову прокладку укладають на столі зрізом до робітника і паралельно до краю столу і спрасовують від лінії талії до низу і край борту.
6 Остаточна волога теплова обробка бортової прокладки. Бортову прокладку укладають на прасувальному столі і незначно відтягують зріз горловини, не торкаючись випуклості грудей, одночасно припрасовують ділянку лацкану, плечову ділянку.
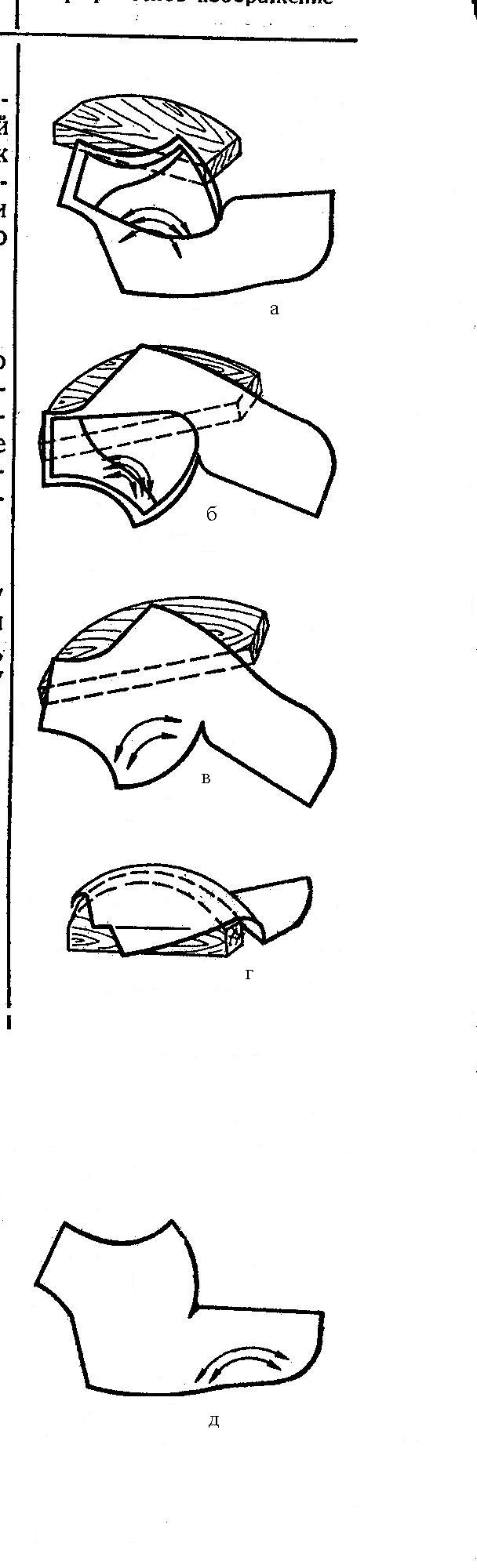
Рисунок 8 – Волого-теплова обробка бортової прокладки
Контрольні питання.
1. Перелічити види прокладок і їх уніфікацію.
2. Перелічити клейові прокладки для дублювання пілочок та інших деталей.
3. Призначення бортової прокладки та її вплив на форму та експлуатаційні якості одягу.
4. Перелічити способи обробки бортової прокладки без додаткових накладок.
5. Обробка бортової прокладки з додатковими накладками.
6. Перелічити основні прийоми волого-теплової обробки бортової прокладки
ЛІТЕРАТУРА
1 Реут Т. Н. и др. Технология изготовления швейних изделий по индивидуальным заказам. – М: Легпромбытиздат, 1989, стр.46-51
САМОСТІЙНА РОБОТА СТУДЕНТА
Тема: Особливості обробки бортової прокладки з використанням клейових матеріалів
При обробки бортових прокладок клейові матеріали використовуються для звідки, плечової накладки або додаткового шару, волосяної накладки. Це дозволяє знизити трудомісткість в порівнянні з нитковим з’єднанням. Збирання бортової прокладки виконують на пресі зі спеціальними подушками.
На нижню подушку пресу укладають всі деталі прокладки. З’єднання деталей і формування бортової прокладки здійснюється в процесі пресування за один прийом, окремо для правої пілочки і лівої частини прокладки. Перед пресуванням припускається попереднє наметування додаткових накладок на основну частину бортової прокладки посередині або з’єднання деталей однією строчкою на машині з зигзагоподібною строчкою або зшивній машині.
При використанні бортової прокладки з не клейового матеріалу замість вистьобування на визначених ділянках можна застосовувати клейові матеріали, наприклад, викроювати прокладку в лацкани з клейового прокладочного матеріалу і настрочити її на основну частину формованої бортової прокладки, яку викроюють без лацканів. Причому клейові прокладки розташовують з того боку, який потім прикріплюватися до тканини верху. Після з’єднання бортової проклади з пілочками верху до неї прикріплюються лацкани на пресі або праскою.
Тема: Забезпечення формостійкості одягу в області грудей без використання бортової прокладки.
Основне призначення бортової прокладки – це забезпечення формостійкості на ділянці грудей. Але такий метод має ряд недоліків:
– виріб збільшує вагу:
– збільшується трудомісткість виробу;
– в процесі експлуатації швидко втрачається форма виробу, яку постійно треба відновлювати.
Розвиток виготовлення сучасних матеріалів призвів до потребі нових сучасних прокладкових матеріалів, які б відповідали новим матеріалам, зменшували вагу виробів та трудомісткість їх виготовлення. Нові прикладкові матеріали, що виготовляються з клейовим покриттям дозволили змінити класичну технологію використання прокладок. Це значно дозволило зменшити частку ручних операцій при підвищенні якості обробки, покращило зовнішній вигляд виробу і збільшило строк тривалості збереження форми виробу.
При виготовленні одягу пальтово-костюмного асортименту клейові прокладки використовуються в усіх дрібних деталях (хлястики, пояси, клапани, листочки, шлиці тощо), а також при дублюванні основних деталей – пілочок і спинки.
В жіночих та чоловічих виробах дублювання відрізняється. Для жіночих виробів характерні більш м’які форми виробів. Для чоловічих виробів характерні більш напівжорсткі та жорсткі форми виробів.
В виробах м’якої форми пілочки дублюють клейовою прокладкою і прокладається пружок по лінії згину лацкану (рис. 1а).
а б в
Рисунок 1 – Дублювання пілочок для виробів різних форм:
а – для виробів м’якої форми; б – для виробів напівжорсткої форми; в – для виробів жорсткої форми.
В виробах напівжорсткої форми додатково дублюються ділянки плеча та лацкану. Плечову накладку (деталь 1, рис. 1б) викроюють з нетканого полотна з клейовим покриттям. Накладку на лацкан (деталь 2) викроюють з матеріалів з клейовим покриттям і наклеюють по лінії перегину лацкану. Прокладка лацкану не повинна попадати у шов обшивання лацкану. Кромку по лінії перегину лацкану прокладають по загальним правилам.
В виробах жорсткої форми використовуються додаткові накладки. Плечову накладку (деталь 1, рис. 1в). Наклеюють на додатковий шар бортової прокладки (деталь 2). Яку викроюють з напіввовняної шерстяної бортової тканини або нетканого матеріалу без клейового шару. Додатковий шар клейової прокладки з’єднують по зрізах пройм, горловини і плечовим зрізам на зшивній машині на відстані 0,5 см від зрізів. До зовнішнього краю додаткового шару пришивають клейову кромку (деталь 3) ширино. 2,0-2,5 см. За допомогою цієї кромки прокладку приклеюють по лінії перегину лацкану, відступивши від неї 0,5-1,0 см. Лацкан приклеюють прокладкой лацкану (деталь 4).
В удосконаленні дублювання важливе місце займає розробка нових прокладочних матеріалів з меншим збіганням і масою, з кращими споживацькими властивостями. Перспективним являється розробка і застосування багатозональних прокладкових матеріалів. Так, для фронтального дублювання піджаків запропонована напівшерстяна трьохзональна тканина, що має в поздовжньому напрямку три зони, які відрізняються сировинним складом, номерами ниток і фізико-механічними властивостями. Застосування таких прокладок дозволяє знизити багатошаровість пакету одягу, витрати матеріалів і трудомісткість обробки. Полегшення маси одягу, зниження трудомісткості і матеріалоємності виробів досягається при використанні методу прямої локальної стабілізації деталей і ділянок одягу полімерними композиціями, що забезпечують збереження їх форми. При такому способі виключається застосування клейових і не клейових прокладок. Так, на швейних підприємствах Німеччини функціонує устаткування фірми «Каннегиссер» для нанесення полімерної пасти на відповідних ділянках одягу.
Тема: Обробка верхніх плечових накладок. Обробка прокладок спинки, пілочок. Підкроювання підокатників з ватину. Обробка утеплюючої прокладки з ватину, ватиліну, інших сучасних матеріалів, прокладки вистьобаної разом з підкладкою.
Верхні плечові накладки, задня плечова накладка, накладка на грудь, накладка на горловину спинки, підокатники відносяться до додаткових накладок. Додаткові накладки застосовуються в тих випадках, коли їх наявність передбачено конструкцією і зовнішнім видом моделі; крім цього вони необхідні для усунення недоліків фігури замовника.
Сучасною промисловістю випускаються додаткові накладки, які виконуються з якісних сучасних нетканих матеріалів. Нижче надаються способи обробки накладок в індивідуальному виробництві, виконані із синтепону чи ватину.
Обробка верхніх плечових накладок. Верхні плечові накладки виготовляються різної форми в залежності від конструкції рукава. Їх використовують для утворення відповідної форми плечової ділянки.
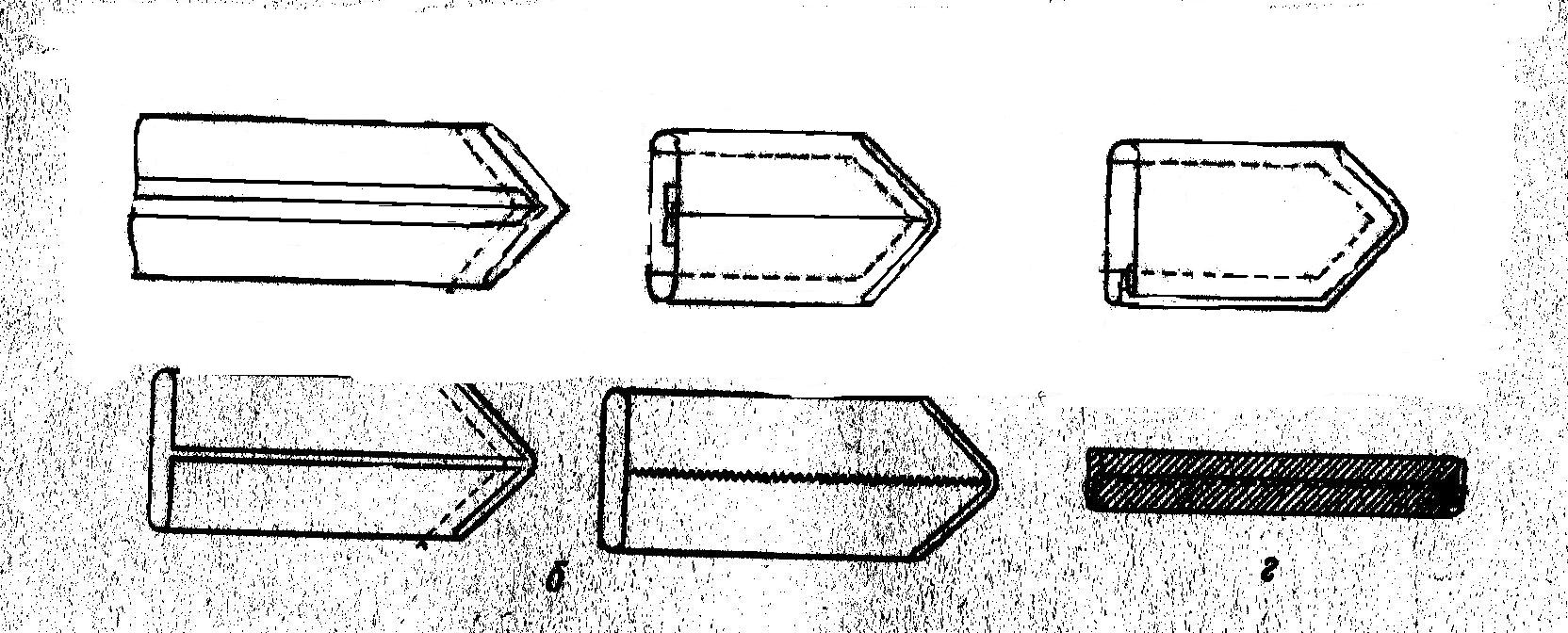
Обробка плечових накладок для вшивних рукавів. Між двома викроєними деталями накладок з бортової тканини або нетканого матеріалу настилають декілька шарів ватину, вати, або синтепону, зводячи товщину настилу до овальних країв нанівець (рис. 2а). Накладки вистьобують паралельно овальному краю з інтервалом в 1 см на машині зигзагоподібної строчки або на зшивній при послабленому на тяжінні ниток. Якщо необхідно збільшити товщину накладки на ділянці пройм, шар вати або ватину збільшують і вистьобують ручним способом. Пресові накладки пресують на спеціальному пресі або припрасовують праскою, надаючи їм ввігнутої форми (рис. 2б). Щоб запобігти проявлення строчок з лиця виробу, до накладок з боку спинки приклеюють клейовою павутинкою або прямими стібками додатковий шар м’якої тканини або нетканий матеріал. Для підвищення якості і зниження трудомісткості виготовлення верхніх плечових накладок проектується випуск спеціальної голкопробивної машини для вистьобування плечових накладок.
Обробка плечових накладок для рукавів покрою реглан та суцільно кроєних рукавів. Для однієї накладки необхідно6 чотири деталі з льняної тканини (або нетканого матеріалу); декілька шарів (кожен шар викроюється зі зменшенням розмірів кожного шару на 1 см) із синтепону по дві деталі кожного розміру (рис. 3а).
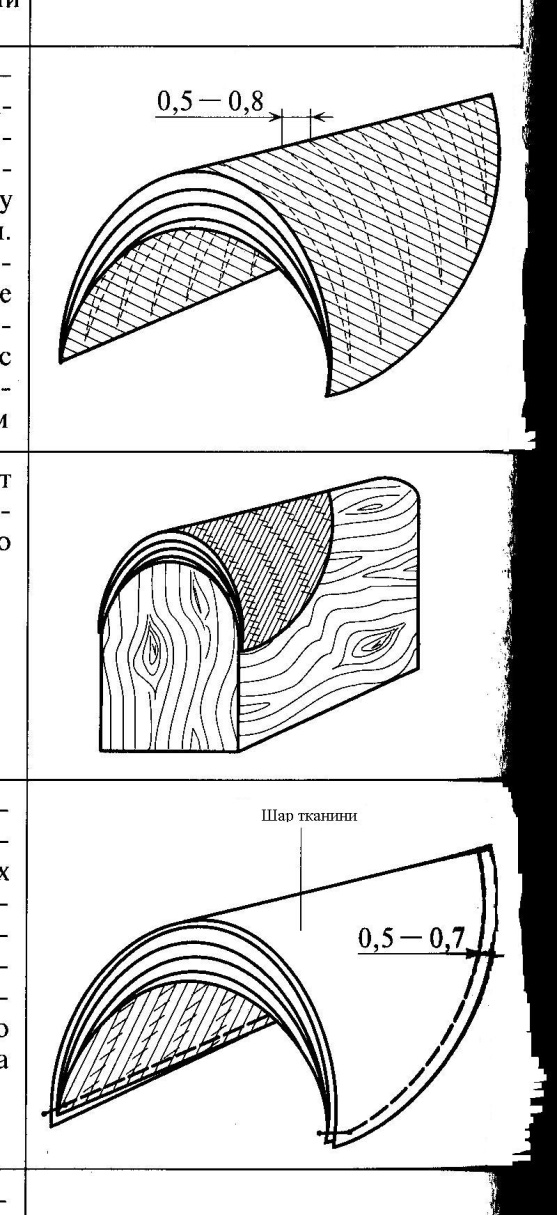
а б в
Рисунок 2 – Обробка плечових накладок для виробів з вшивним рукавом
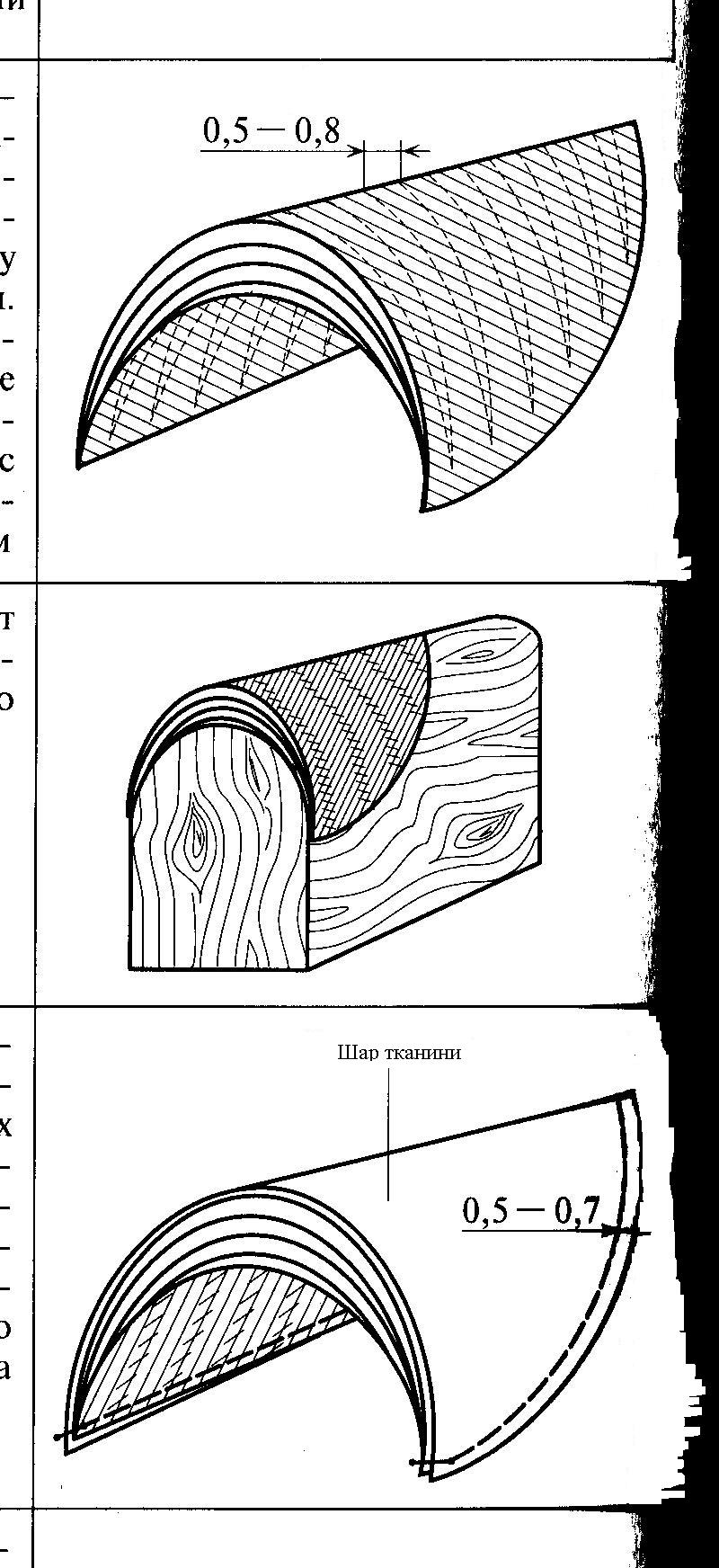
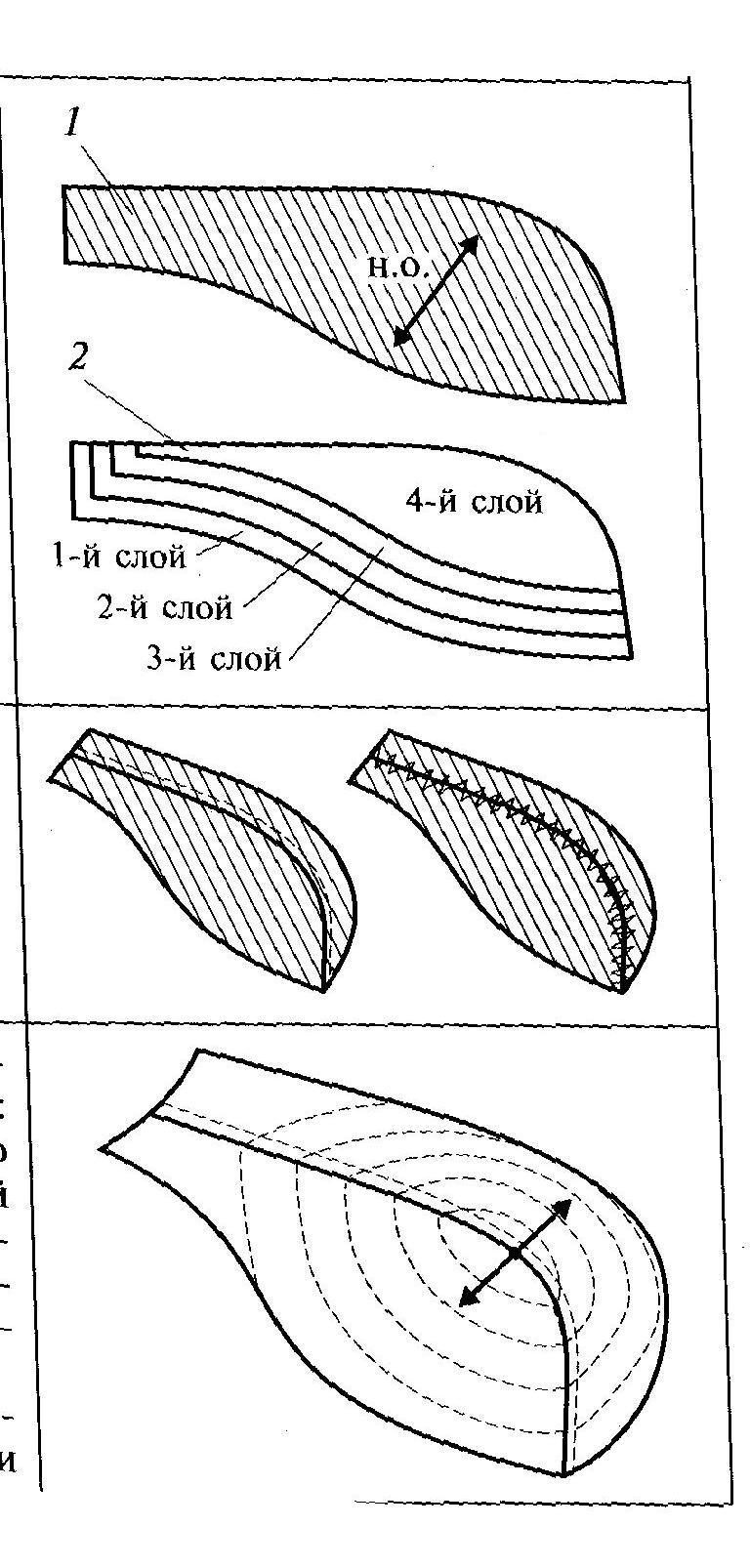 Верхні плечові зрізи парних деталей зшивають накладним швом або швом у стик зигзагоподібною строчкою (рис. 3б). Складають деталі в такій послідовності: спочатку шар з льняного матеріалу, потім самий великий шар з синтепону і так поступово складають шар за шаром зменшуючи розміри деталі укладають шар за шаром змінюючи прикладкові матеріали. Всі шари плечової накладки вистьобують на машині або вручну косими крізними стібками (рис. 3в): перша строчка –с по плечовому шву, інші до країв накладок. Відстань між строчками 0,5-0,8 см при машинному способі вистьобування, і 1 см при ручному вистьобуванні. Припрасовують такі плечові накладки на спеціальній колодці.
Верхні плечові зрізи парних деталей зшивають накладним швом або швом у стик зигзагоподібною строчкою (рис. 3б). Складають деталі в такій послідовності: спочатку шар з льняного матеріалу, потім самий великий шар з синтепону і так поступово складають шар за шаром зменшуючи розміри деталі укладають шар за шаром змінюючи прикладкові матеріали. Всі шари плечової накладки вистьобують на машині або вручну косими крізними стібками (рис. 3в): перша строчка –с по плечовому шву, інші до країв накладок. Відстань між строчками 0,5-0,8 см при машинному способі вистьобування, і 1 см при ручному вистьобуванні. Припрасовують такі плечові накладки на спеціальній колодці.
а б в
Рисунок 3 – Обробка плечових накладок для виробів з рукавами реглан та суцільно кроєними рукавами
Обробка прокладок спинки, пілочок. Ці прокладки як правило слугують для усунення окремих недоліків фігури: виступаючих лопаток, різної висоти точок грудей або впалої груді, різної ширини стегон тощо. Величина і форма накладок залежать від індивідуальних особливостей накладок.
Накладки спинки (папоротники) виготовляють з вати або з ватину. При виготовлені накладок з вати між двома шарами марлі, викроєної по формі пройми спинки, настилають вату необхідної товщини і зводячи її до країв внівець. Ватин при виготовленні накладок викроюють в один або декілька шарів з марлею або без неї. Накладки вистьобують на зшивній машині прокольними строчками або вручну (для виробів з тонких тканин). Відстань між строчками 1,5-2,0 см (рис. 4а)

а б в
Рисунок 4 – Обробка накладок пілочок і спинки
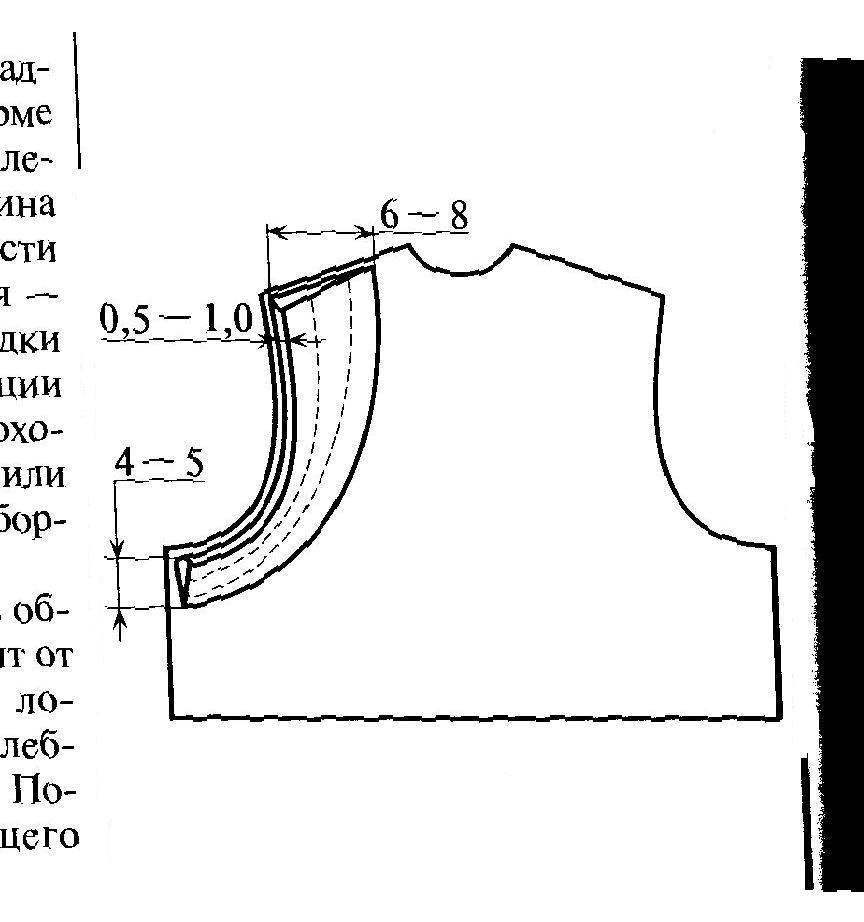
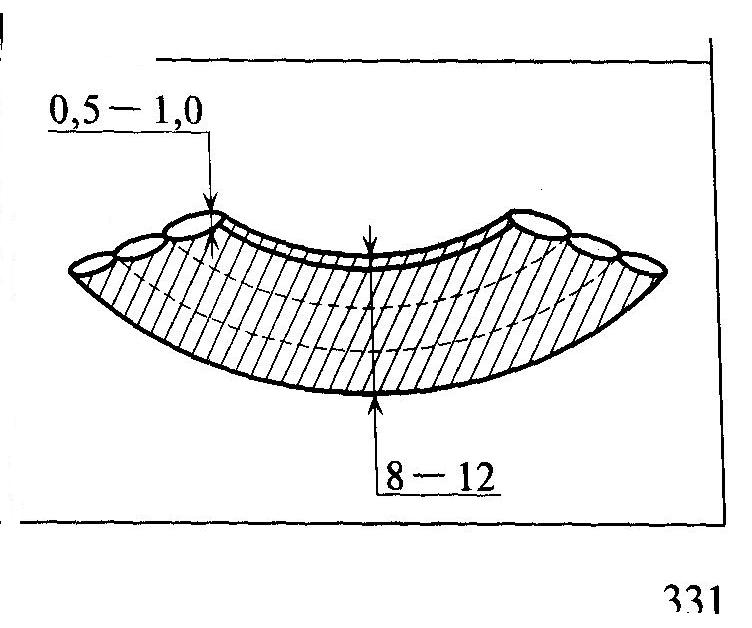
Накладки горловини. Викроюють по формі горловини спинки: ширина 8-12 см; товщина 0,5-1,01 см (до овального зрізу зводять внівець). Обробляються так само як і задні плечові накладки (накладки спинки, рис. 4б).
Накладки для ділянки грудей (рис. 4в). Викроюють по формі еліпса: товщина накладок залежить від фігури замовника: товщина накладок залежить від фігури замовника. Може складатися з декількох (або одного) шарів утеплюю чого матеріалу зі зменшенням товщини країв. Виготовлять по принципу виготовлення задньої плечової накладки. Розміри накладки 16-18 см – по більшій довжині еліпсу і 10-12 – по менший довжині еліпсу.
Підкроювання підокатників з ватину. Підокатники сприяють плавному переходу від плечової ділянки до вшивного рукаву. Наявність і товщина підокатників залежить від форми плеча і окату рукаву. Виготовляють також саме як ізадні плечові накладки. Викроюють підокатники по верхній частині від переднього перекату до ліктьового шву.
Обробка утеплюючої прокладки з ватину, ватиліну, інших сучасних матеріалів, прокладки вистьобаної разом з підкладкою. Утеплююча прокладка в основному застосовується для зимових виробів і виготовляється з ватина, вати, хутра, синтипона тощо. Прокладка зхутра в виробах одночасно може бути і підкладкою.
Обробка утеплюючої прокладки з ватину. В залежності від кліматичної зони і бажання замовника ватин настилають в один або два шари, але другий шар ватину в пілочках і спинці передбачають до лінії стегон, а у верхніх половинках рукавів – на 6-12 см коротше основної деталі. Надставки до деталей пришивають на машині накладним швом.
Ватин зі сторони, що торкається основної тканини верху, накривають марлею. Вистьобування виконують на зшивній машині починаючи від середини деталі з максимально рідкою строчкою; відстань між поздовжніми строчками 12 см. При хорошій якості ватину, що виключає проникнення волокон на лицьову сторону верху або підкладки, припускається обробка без марлі. При цьому з’єднують шари ватину на зшивній машині посередині спинки, а також прокладають безперервну строчку паралельно зрізам додаткового шару, крім нижнього, на відстані 3-5 см. На утеплюючий прокладці намічають місця розташування виточок і вирізають їх. Потім виточки, бічні або середні (в прокладці, що викроєна по уніфікованим лекалам) зрізи прокладки зшивають накладним швом в виробах з відлітною прокладкою. Виточки і шви розпрасовують з одночасним припрасування всієї прокладки.
Обробку утеплюючої прокладки з вати в сучасний час не виготовляють.
Утеплююча прокладка з синтепону, як правило, виготовляється з вистьобування з підкладкою на спеціалізованих підприємствах з використанням спеціального обладнання. Розкроюється прокладка разом з підкладкою.
Контрольні питання
1 Перелічити переваги застосування додаткових накладок з клейовим покриттям при виготовлені бортової прокладки.
2 Назвати сучасні способи забезпечення формостійкості одягу в області грудей без використання бортової прокладки.
3 Способи обробки верхніх плечових накладок.
4 Види, призначення і способи обробки прокладок спинки, пілочок.
5 Призначення підокатників і спосіб їх виготовленняз ватину.
3 Види утеплюючої прокладки і її функції
4 Способи обробки утеплюючої прокладки з ватину, ватиліну, інших сучасних матеріалів, прокладки вистьобаної разом з підкладкою.
ЛІТЕРАТУРА
1 Реут Т. Н. и др. Технология изготовления швейних изделий по индивидуальным заказам. – М: Легпромбытиздат, 1989, стр.51-55
ЛЕКЦІЯ 15
Тема: Обробка дрібних деталей
План заняття:
1 Призначення та конструкція дрібних деталей.
2 Обробка клапанів.
3 Обробка поясів, хлястиків суцільнокроєних з нижніми деталями
4 Обробка обшивних поясів, хлястиків, пат та шльовок.
1 Призначення та конструкція дрібних деталей.
До дрібних деталей відносяться клапани, листочки, пояса, хлястики, шльонки. Ці деталі являються оздоблювальними деталями. Але така деталь, як пояс, може формувати силует виробу. Форма і розташування цих деталей залежить від фасону виробу. Хлястики в плечових виробах розташовуються на спинці, пілочках, карманах, рукавах. Хлястики в брюках призначені для регулювання їх ширини верху. Шльовки призначені для утримання поясу, хлястиків, в брюках – ременя. По конструкції пояс, хлястики, пати і шльонки можуть бути суцільнокроєні з нижніми деталями або обшиваються нижніми деталями, які можуть бути з основного матеріалу або з підкладки, в залежності від товщини тканини. При з’єднанні з виробом хлястики і пати пристьобуються ґудзиками або вшивають в з’єднувальні шви. В залежності від цього деталі обробляють з двома або з одним кінцями. Хлястики, що вшиваються в шви, обробляються з відкритими кінцями.
2 Обробка клапанів (рис. 1).
Клапан – це деталь кишені, яка закриває вхід в кишеню і слугує оздобленням виробу (існують декоративні клапани без кишень). В жіночих виробах клапани можуть бути різної форми, в чоловічих більш стандартні.
Клапан викроюють з тканини верху. Довжина його дорівнюється довжині прорізі кишені плюс 7 мм на обробку з трьох сторін і 15 мм по верхньому зрізу на припуск шву пришивання клапану до виробу. Якщо тканина з малюнком, необхідні ще припуски на підконку клапану по малюнку. Форму клапану уточнюю по допоміжному лекалу.
Підклапан викроюють з підкладочної тканини. Його викроюють, як правило, з підкладочної тканини вужче на з трьох сторін на 2-3 мм.
Для надання клапану більш жорсткої форми їх обробляють з клейовою прокладкою, яку з’єднують за допомогою праски або пресу. Клапан укладають на під клапан лицьовими сторонами у середину і наметують косими стібками, зрівнюючи зрізи клапану і підклапану. При наметуванні клапан посаджують в кутах. Обшивають клапан з боку підклапану. Перед обшивання спресовується посадка і намічається по допоміжному лекалу форма клапану. Шви обшивання підрізають, клапан вивертають на лице, виправляють кути і виметують косими стібками довжиною 6-8 мм з боку підклапану, відступивши від краю 5-7 мм. При виметуванні утворюють кант шириною 1-2 мм з основної деталі. Клапан можна виметувати на спеціальній машині (2222 кл). клапан припрасовують з боку підклапану через зволожений пропрасовував, виправляючи всі нерівності і кути. Обшиті краї клапану закріплюють за допомогою оздоблювальної строчки, спушними стібками або за допомогою клейової павутинки, яку прокладають перед вивертанням клапану по зрізам обшивання. Після закріплення швів обшивання нитки виметування видаляють.
Клапан можна припрасовувати без попереднього виметування. З цією метою використовують спеціальні розсувні шаблони, які всовуються в клапан, виправляються канти, кути і припрасовують клапани.
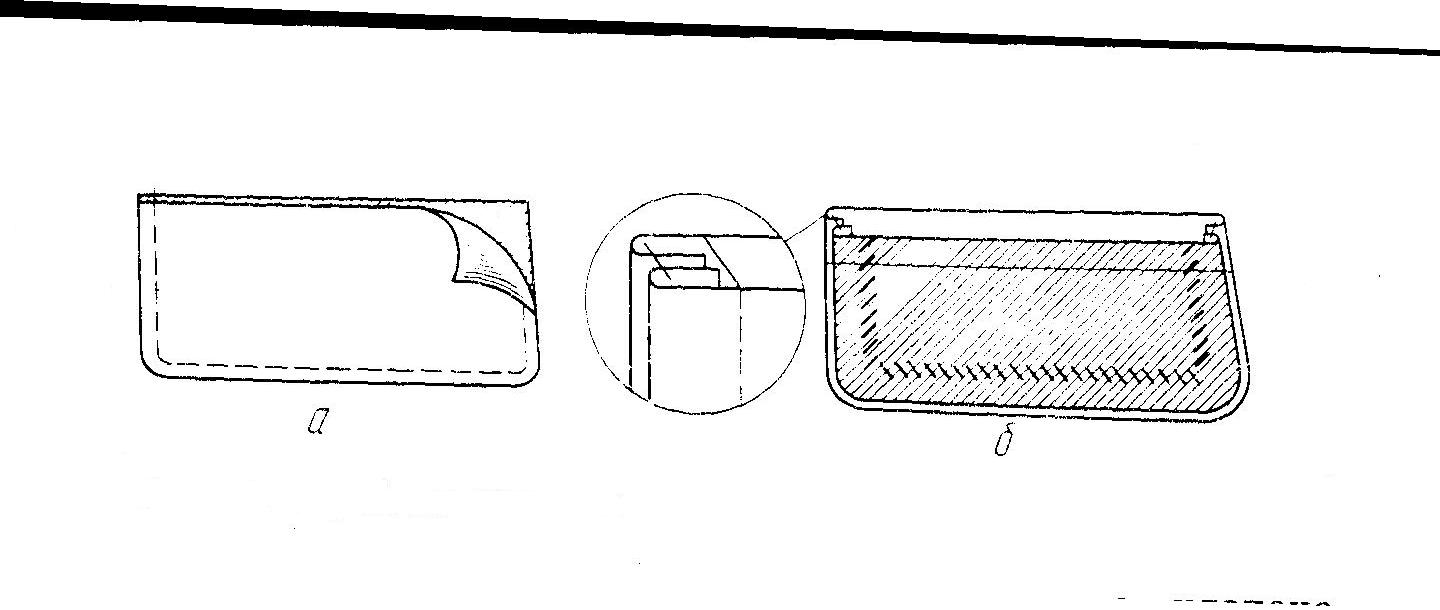
Рисунок 1 – Обробка клапану.
3 Обробка поясів, хлястиків суцільнокроєних з нижніми деталями
В жіночих і чоловічих виробах хлястики застосовують як оздоблення на пілочках, спинках, рукавах та кишенях. В залежності від моделі вони можуть мати різні форми і розміри. Пояси застосовують в пальто прямого, прилеглого і напівприлеглого силуетів, надаючи виробу визначений стиль. Застьобують пояси за допомогою пряжок, гачків, ґудзиків. Ширина поясу залежить від моделі.
В виробах з тонких матеріалів хлястики викроюють суцільнокроєними з основною деталлю. Прокладки приклеюють до нижньої деталі, складають лицем у середину і зшивають без попереднього зметування (рис. 2а).
а б
Рисунок 2 – Обробка хлястиків з однієї деталі.
В хлястику з закритими кінцями залишають пропуск у строчці 5-6 см. Шов зшивання розкладають на дві сторони, так щоб він був чітко по середині деталі і обшивають кінці хлястиків. Шов розпрасовують, кінці хлястика підрізають. Деталь вивертають на лицьову сторону через необшитий кінець або пропуск у шві, краї виправляють і деталь припрасовують з боку нижньої деталі без попереднього виметування. В деталях з тонких матеріалів припускається шов обшивання розташовувати по краю деталі. В цьому випадку кінець деталі і її край обшивають однією строчкою (рис. 2б).
Пояса обробляються також саме як і хлястики.
| Спушні стібки |
| Спушні стібки |
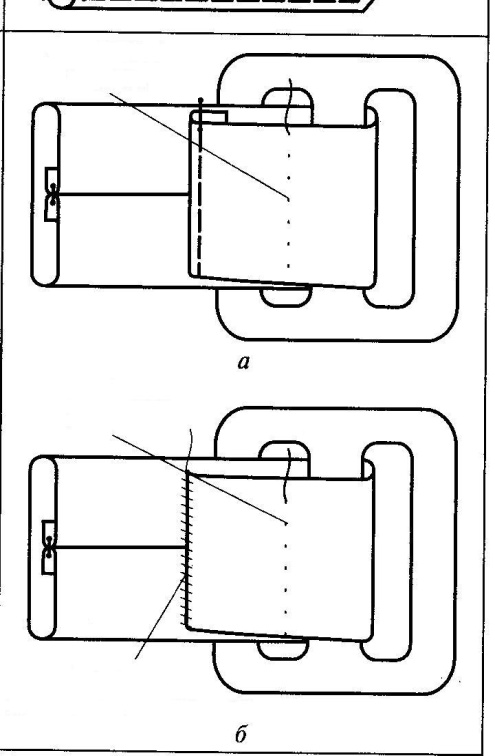
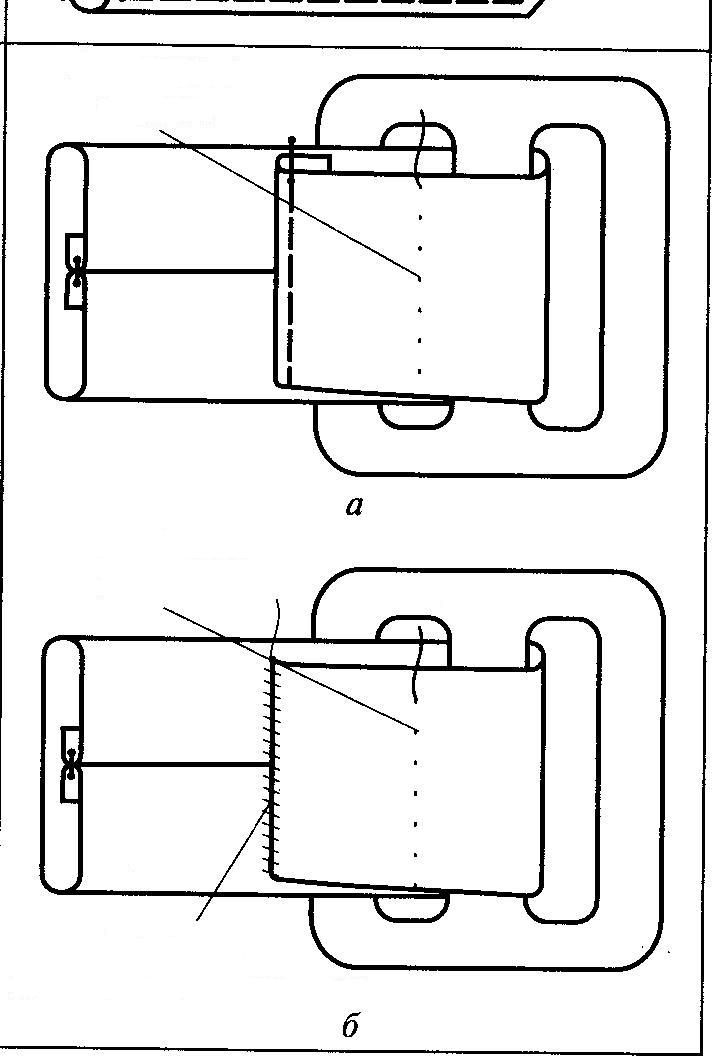
Рисунок 3 – З’єднання поясу з пряжкою
Пояса, що застьобуються на пряжку, обробляються наступним чином. На вільний кінець надягають пряжку, перегинають кінець на 3-4 см на внутрішню сторону і застрочують (рис. 3а). Другу строчку прокладають спушними стібками біля перемички пряжки. В виробах з тонких тканин з підвищеною сипкістю кінець поясу підшивають потайними стібками (рис. 3б). Вільний кінець поясу буде підтримуватися шльовкою.
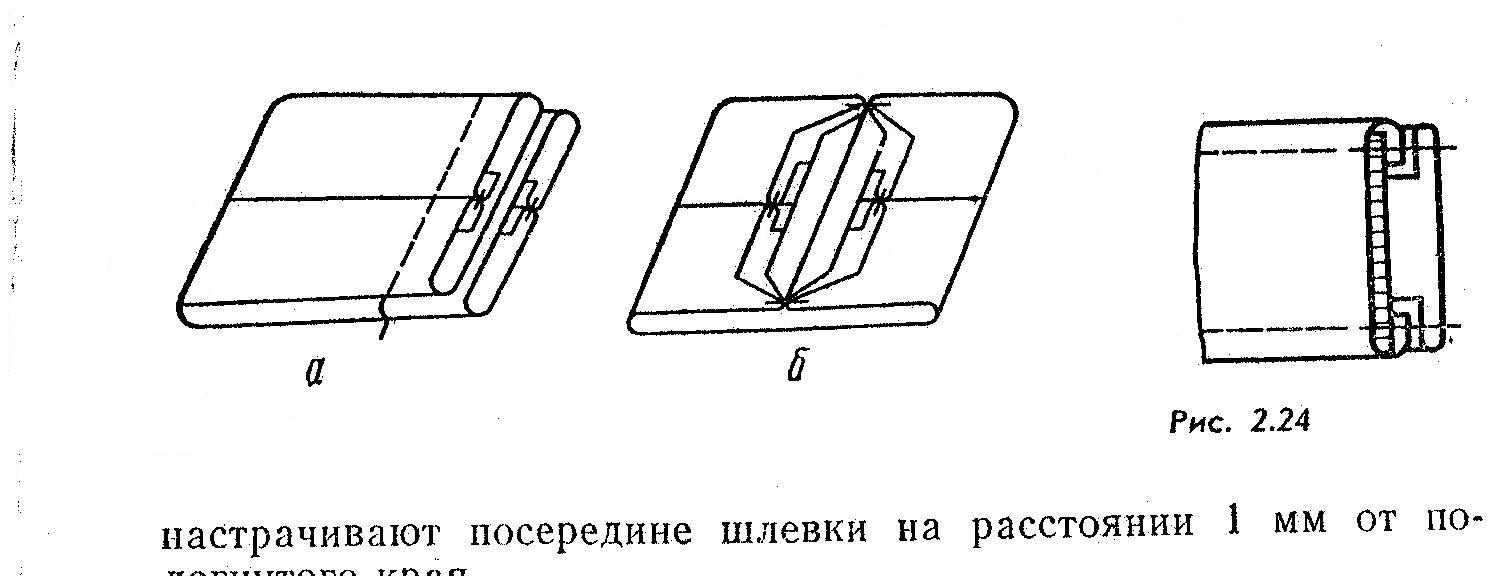
Шльовки обробляють різними способами. Широкі шльовки з’єднуються з двох деталей – шльонки і підкладки шльонки, їх поздовжні сторони обробляються обшивним швом (рис. 4а). Вузькі шльонки обробляються на зшивній машині або краєобметувальній (рис. 4б,в,г,д).
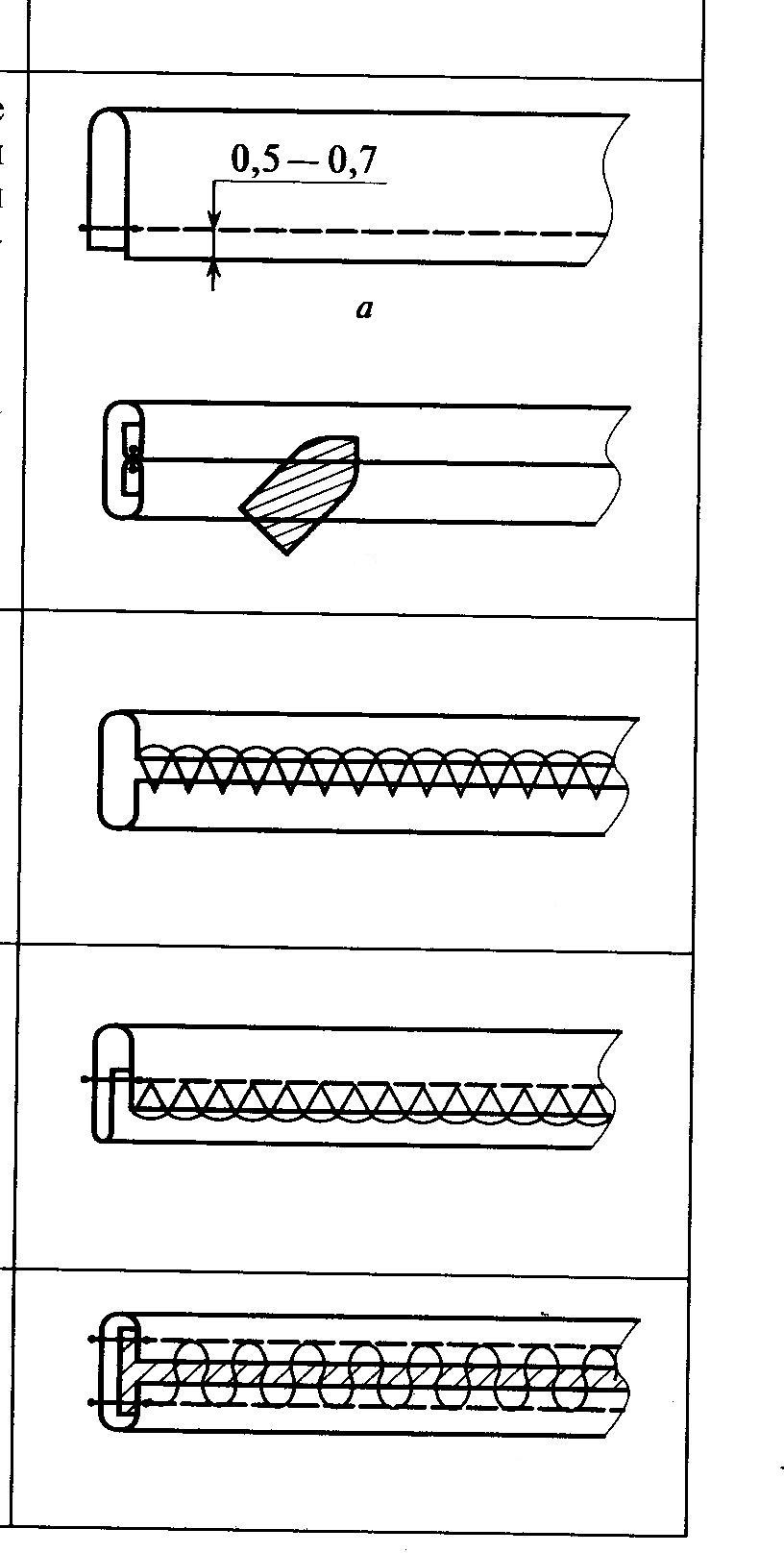 В виробах з тонких матеріалів шльовки складають лицем у середину, зрівнюють зрізи і зшивають швом шириною 0,5-0,7 см (рис. 4б). Шов розпрасовують. Шльонки вивертають на лице і припрасовують так, щоб шов зшивання розташовувався посередині.
В виробах з тонких матеріалів шльовки складають лицем у середину, зрівнюють зрізи і зшивають швом шириною 0,5-0,7 см (рис. 4б). Шов розпрасовують. Шльонки вивертають на лице і припрасовують так, щоб шов зшивання розташовувався посередині.
б в
а
г д
Рисунок 4 – Обробка шльовок
Шльовки можна обробляти на краєобметувальній машині. ЇЇ складають виворотом у середину і зрізи обметують на краєобметувальній машині з послабленням натягування так, щоб після розкладання припусків швів, зрізи розташувалися у стик (рис. 4в).
Вузькі шльовки можуть оброблятися швом у підгин з відкритим обметаним зрізом (рис. 4г). Один зріз обметують, необметаний зріз ховають, склавши шльонку виворотом у середину і закріплюють зрізи машинною строчкою.
Сучасне обладнання дозволяє обробляти шльонки якісно і без зайвих операцій. Зрізи запрасовують уклавши їх у стик, якщо необхідно можна підкласти прокладку і на спеціальній двоголовій машині прокладають строчку з лиця. З лиця проходить дві паралельні строчки, з другої сторони відкриті зрізи ховаються під переплетення ниток строчки (рис. 4д).
 Після обробки шльонку складають зовнішньою стороною у середину і зшивають швом шириною 7 мм (рис. 5а). шов розпрасовують і підрізають (рис. 5б). після цього шльонку одягають на пояс.
Після обробки шльонку складають зовнішньою стороною у середину і зшивають швом шириною 7 мм (рис. 5а). шов розпрасовують і підрізають (рис. 5б). після цього шльонку одягають на пояс.
Рисунок 5 – Обробка шльовок для поясу.
4 Обробка обшивних поясів, хлястиків, пат та шльовок.
В виробах з товстих матеріалів хлястик викроюють з основного матеріалу (рис.6), нижній хлястик з підкладки. Він вужче на 4-5 мм. Для надання дрібним деталям стійкої форми в процесі експлуатації застосовуються прокладки. В наш час це прокладки з клейовим покриттям. Клейові прокладки викроюють по формі основних деталей. Їх з’єднують з основними деталями на пресі або праскою. Хлястик наметують на нижній хлястик, зрівнюють зрізи. При наметуванні верхню деталь посаджують в кутах. Обшивають з боку підкладки. Нитки наметування видаляють, шви розпрасовують і підрізають. Хлястик вивертають на лицьову сторону, витравляють краї і виметують з боку нижньої деталі. При виметуванні утворюють кант з верхньої деталі.

Рисунок 6 – Обробка хлястиків викроєних з двох деталей.
Таким же самим чином обробляються і пояси і шльонки (рис. 4а).
Контрольні питання
1 Призначення та конструкція дрібних деталей.
2 Види клапанів і способи їх обробки.
3 Способи обробки поясів, хлястиків суцільнокроєних з нижніми деталями
4 Способи обробки обшивних поясів, хлястиків, пат та шльовок.
ЛІТЕРАТУРА
1 Реут Т. Н. и др. Технология изготовления швейних изделий по индивидуальным заказам. – М: Легпромбытиздат, 1989, стр.63-65
ЛЕКЦІЯ 16
Тема: Початкова обробка пілочок та спинки. Дублювання пілочок і спинки клейовими прокладками
План заняття:
1 Дублювання пілочок та спинки
2 Способи дублювання виробів в залежності від фасону виробу та матеріалу
1 Дублювання пілочок та спинки
Дублювання – це з’єднання деталей одягу з термоклейовими прокладочними матеріалами по всій поверхні (фронтальне дублювання) або частково з метою придання цим деталям формостійкості.
Дублювання застосовують для покращення зовнішнього вигляду і забезпечення підвищеної формостійкості одягу, перш за все одягу з полегшених тканин рихлих і рухливих тканин. Клейові прокладки використовують по формі основних деталей.
2 Способи дублювання виробів в залежності від фасону виробу та матеріалу
В залежності від фасону і матеріалу клейову прокладку розташовують по всій поверхні пілочки і дрібних деталей або на окремих ділянках. Прокладку на ділянці виточок розрізають, подовжуючи її на 15-20 мм для кращого спрасування слабини тканини.
Фронтальне плоске дублювання пілочок (рис. 1а) здійснюється на пресах з плоскими подушками або праскою до обробки з’єднувальних швів і виточок. Зрізи прокладки повинні входити в шви з’єднання деталей на 1-3 мм або доходити до зрізів верху – по бічним, плечовим і іншим зрізам, де п процесі примірки можливо регулювання параметрів виробу.
Пери дублювання на нижню подушку пресу (або прасувальний стіл) укладають основні деталі виворотом до верху. На них накладають прокладочні деталі клейовим покриттям униз, пропрасовував зволожують декілька більше, ніж при звичайній волого-тепловій обробці, і опускають верхню подушку пресу, припустимо використання праски.
При дотриманні режимів деталі верху з’єднуються за допомогою клейового покриття з прокладочними матеріалами. В зимових виробах заздалегідь перед дублюванням на прокладку настрочують по наміченій лінії смужку матеріалу з бязі або коленкору шириною 40-60 мм для послідуючого прикріплення утеплюючої прокладки. Смужку викроюють в косому або в поперечному напрямку.
У виробах з полегшених тканин, рихлих структур дублюються деталі пілочок, кокетки, припуски на обробку шлиць, клапани, накладніі кишені, листочки, манжети, хлястики, пояса, пати тощо. Прокладки в дрібні деталі викроюються по формі деталей в готовому вигляді.
При частковому дублюванні пілочок клейовою прокладкою закріплюють місця розташування бічних прорізних кишень, бічні частини пілочок біля пройм, низ пілочки, спинки і рукавів (з боку припуску). В суцільнокроєних деталях (листочках, клапанах) клейову прокладку розташовують з боку підкладки.
Для утворення стійкої форми окремих ділянок пілочок їх посилюють допоміжними прокладками на ділянці грудей і плечового поясу. При фронтальному дублюванні використовують також термоклейові прокладочні багатозональні матеріали, що мають зони: жорстка, напівжорстка, м’яка.
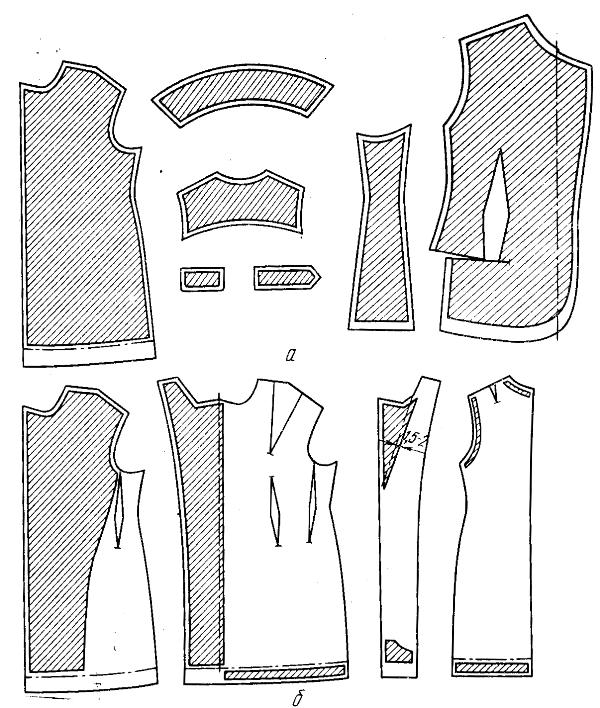
Рисунок 1 – Дублювання пілочок і спинки
Фронтальному дублюванню не підлягають швейні вироби з тканин рідкого полотняного переплетення, які мають рельєфну лицьову поверхню і велике під ворсування з вивороту, тому що в цьому випадку клей не проникає в переплетення тканини верху. В такому випадку застосовують локальне дублювання (рис. 1б).
Локальне дублювання – при такому способі дублюються окремі ділянки пілочок. Локальне дублювання використовується у виробах м’яких форм, що виготовляються з рельєфних матеріалів.
В цих випадках клейова прокладка може не застосовуватися в пілочках, а використовуватися тільки в підбортах. В виробах з суцільно кроєними підбортами клейову прокладку зазвичай розташовують по всьому підборту з заходом за лінію перегину підборта на 15-20 мм. Зрізи горловини, пройми на спинці закріплюють від розтягування смужками клейового матеріалу на відстані 3-5 мм від них.
Контрольні питання
1 Сутність процесу дублювання
2 Переваги методу дублювання
3 В яких випадках застосовується фронтальне дублювання?
4 В яких випадках застосовується локальне дублювання?
ЛІТЕРАТУРА
1 Реут Т. Н. и др. Технология изготовления швейних изделий по индивидуальным заказам. – М: Легпромбытиздат, 1989, стр. 53-56
САМОСТІЙНА РОБОТА СТУДЕНТА
Тема: Обробка конструктивних ліній і зрізів.
План:
1 Методи обробки зрізів деталей
2 Призначення та обробка виточок, рельєфів.
3 Обробка складок, підрізів
1 Методи обробки зрізів деталей
Конструктивні лінії і зрізи деталей необхідно забезпечити від розтягування. З цією метою по зрізах прокладають смужки матеріалу викроєні під кутом 45о або по формі зрізу на відстані 3-5 мм від них. Такі прокладки приклеюються по зрізах пройм, горловині, плечовим зрізам, по низу виробу.
Зрізи також обробляються щоб запобігти їх обсипання. Їх можна обметувати, обкантовувати. У виробах з невсипучих матеріалів їх вирізають зубчиками. У виробах з синтетичних матеріалів їх проклеюють за допомогою спеціальних емульсій.
Date: 2015-08-06; view: 2999; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |