Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Задание поверхности зубьев для инструментов с неизменным профилем после его переточки
1. Фасонные резцы. Выполнение неизменности условий формообразования, а следовательно, неизменности профиля инструмента после его переточки легко осуществимо. Все фасонные резцы (винтовые, дисковые и призматические) могут быть изготовлены с задними поверхностями, удовлетворяющими этому условию. В общем случае такими поврехностями могут быть поверхности с постоянной образующей и направляющей разнообразного вида. Однако для простоты изготовления инструмента в качестве последних берут винтовую линию, окружность или прямую. В результате у дисковых резцов задней поверхностью является цилиндрическая винтовая поверхность или поверхность вращения (частный случай - плоскость).
2. Реечный инструмент, работающий по методу огибания, имеет профиль, соответствующий профилю инструментальной рейки (при γ = 0 эти профили совпадают). Следовательно, реечный инструмент должен иметь задние поверхности, удовлетворяющие условию неизменности профиля. С точки зрения удовлетворения этого требования и других (наличие требуемых углов и технологичность задней поверхности) в качестве задних поверхностей принимают цилиндрическую поверхность. Для прямолинейного профиля рейки цилиндрическая поверхность вырождается в плоскость.
3. Фасонные дисковые фрезы для цилиндрических поверхностей. Этот инструмент после переточки имеет уменьшающийся наружный диаметр (D - переменный). Обеспечить требуемую поверхность обрабатываемой детали в данном случае можно при неизменном профиле фасонной фрезы, соблюдая следующее условие: в момент формообразования фреза должна иметь профиль, совпадающий с профилем обрабатываемой поверхности. Указанное условие соблюдается при наличии у затылованной фрезы переднего угла γ = 0.
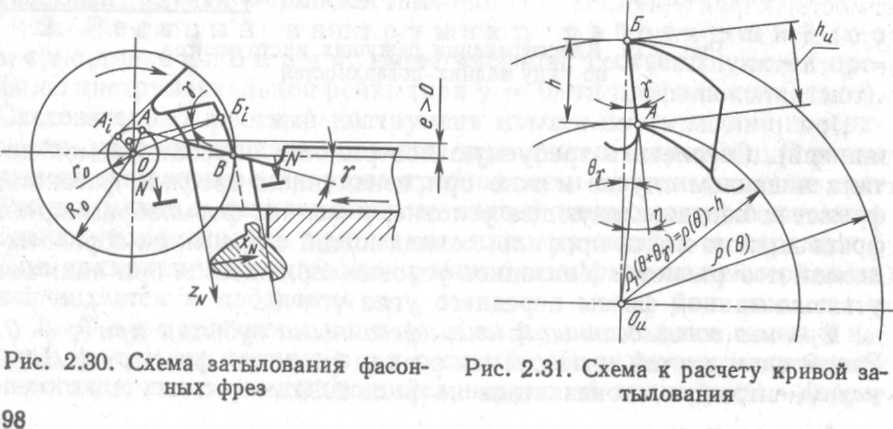
Фрезы с затылованными нешлифованными зубьями при γ ≠ 0.
Фрезы со шлифованными затылованными зубьями имеют задание поверхности в виде огибающей семейства производящих поверхностей шлифовального круга. Условие неизменяемости профиля переточенного инструмента (условие конгруентности профиля), или, иначе говоря, независимость характеристики от параметра затыловочных движений (угла поворота фрезы в процессе затылования), соблюдается в частных случаях: при винтовом цилиндрическом затыловании и круговом затыловании. При винтовом коническом и плоскокриволинейном затыловании принципиально нельзя получить затылованную поверхность, обеспечивающую неизменность профиля фрезы при ее переточках.
4. Регулируемый сборный инструмент. Для инструментов, у которых межосевое расстояние в процессе работы М № Ґ (дисковых и червячных), для сохранения условий формообразования необходимо выполнять условие М = const. Однако обеспечить для этого постоянство наружного диаметра после переточки цельного инструмента не удается. Необходимо применять сборные регулируемые конструкции. Регулируемые фасонные фрезы, работающие как по методу копирования, так и по методу огибания, упрощают технологию изготовления задних поверхностей инструмента и повышают точность профилирования, так как устраняются органические погрешности профилирования, связанные с переточкой инструмента.
Date: 2015-07-27; view: 741; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |